Изобретение относится к сварочному производству, а именно к устройствам для электронно-лучевой сварки с разверткой пучка электронов.
Целью изобретения является повышение качества сварного соединения за счет ком- пенсации пульсаций ускоряющего направления.
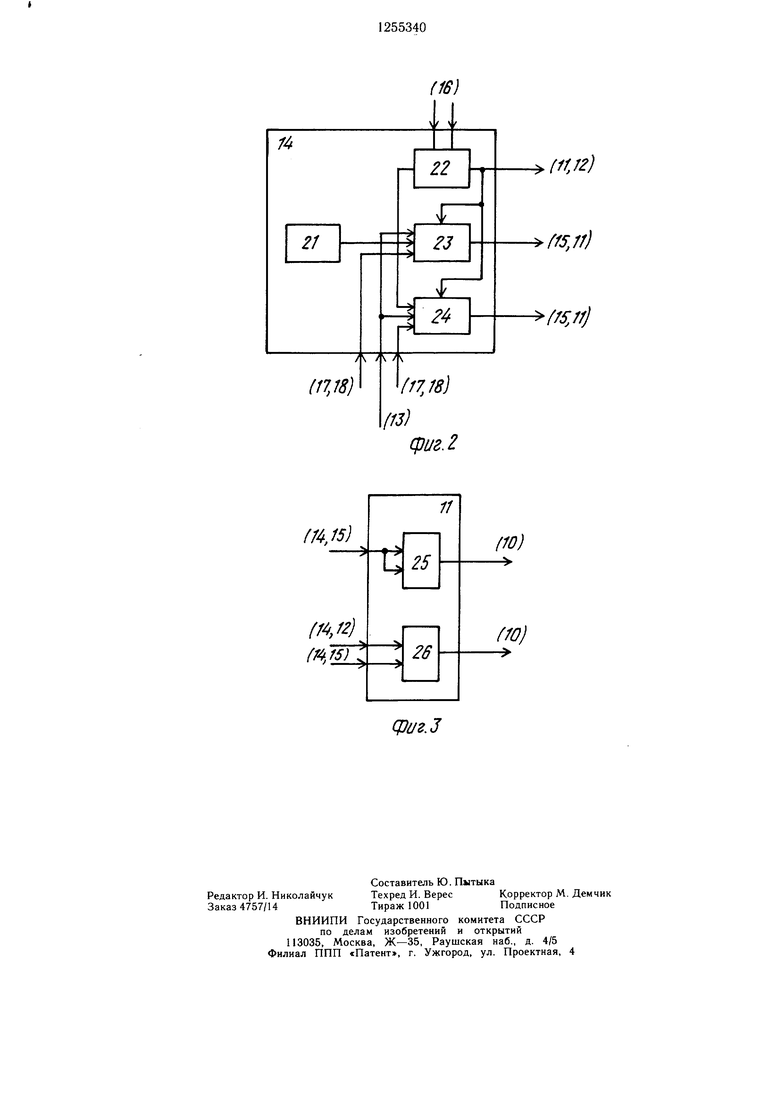
На фиг. 1 показана блок-схема устройства для электронно-лучевой сварки; на фиг. 2 - блок опроса; на фиг. 3 - блок связи.
Устройство содержит излучатель 1 пучка 2 электронов, оборудованный отклоняющей электромагнитной системой 3, которая управляет положением пучка электронов на поверхности изделия 4 в сварочной ванне 5, блок 6 усилителей постоянного тока, генератор 7 развертки, включающий цифро- аналоговый преобразователь 8, матрицу 9 памяти, счетчик 10 и блок 11 связи, счетчик 12, дешифратор 13, блок 14 опроса, счетчик 15, пульт 16 управления, дешифратор 17 и управляемый источник 18.
На фиг. 1 также показан контур развертки 19 сканирования электронов и сектор дополнительного сканирования 20.
Блок 14 опроса (фиг. 2) имеет синхро- генератор 21, управляемый делитель 22 и элементы И 23 и 24.
Блок 11 связи (фиг. 3) содержит два элемента ИЛИ 25 и 26.
Устройство работает следующим образом.
После включения устройства излучатель 1 формирует пучок 2 электронов в направлении изделия 4. Под действием пучка 2 образуется сварочная ванна 5. Синхрогене- ратор 21 формирует импульсную последовательность сигналов, которая синхронизирует работу генератора 7 развертки пучка электронов и поступает на делитель 22 и через блок 11 связи на вход счетчика 10. При изменении кода на выходе счетчика 10 изменяется адрес считываемой с матрицы 9 памяти информации. Эта информация преобразуется в цифроаналоговом преобразователе 8 в сигналы, задающие положение пучка электронов в зоне сварки. Коэффициент деления управляемого делителя 22 является постоянным. Изменение этого коэффициента или изменение частоты синхро- генератора 21 приводит к изменению скорости перемещения пучка электронов по контуру развертки 19, который может быть любым, в частности кольцевым (фиг. 1). Размеры контура развертки пучка задаются
величиной эталонного напряжения, подаваемого с управляемого источника 18, управление которым может осуществляться как с пульта 16, так и сигналами дешифратора 17.
Импульсная последовательность сигналов синхрогенератора 21 проходит через один из элементов И 23 или 24, поступает на входы счетчика 15 и вход блока 11 связи. В блоке 11 связи импульсные последовательности элементов И 23 и 24 суммируются с последовательностью от управляемого делителя 22 с помощью элементов ИЛИ 25 и 26. Под действием последовательностей элементов И 23 и 24 начинает сканировать код адреса на выходе счетчика 10, в соответствии с которым начинает сканировать пучок 2 по контуру развертки 19. Величина сектора 20 дополнительного сканирования задается с пульта 16 управления с помощью дешифратора 17, который контролирует содержание счетчика 15 и при достижении кода максимального смещения выдает сигнал на изменение входа для поступающих от синхрогенератора 21 импульсов. Сигналы с выходов дешифратора 17 поступают на входы управления элементов И 23 и 24. На другие входы этих элементов поступает сигнал с выхода управляемого делителя 22. Этот сигнал запрещает прохождение импульсов на вход блока 11 связи через элементы И 23 и 24. От дещифратора 13 также поступает запрещающий сигнал. Дешифратор 13 контролирует содержимое счетчика 12 и только тогда, когда первый раз этот счетчик заполнится, на выходе дешифратора 13 появляется разрешающий сигнал. Счетчик 12 фактически является управляемым от пульта 16 делителем частоты. Коэффициент деления определяет фазовый сдвиг включения дополнительного сканирования пучка электронов. Таким образом, обеспечивается фазовое и амплитудное управление сканированием пучка по контуру развертки.
В случае необходимости сигналы дешифратора 17 дискретно изменяют установку управляемого источника 18 на время цикла сканирования, причем знак скорости сканирования определяет знак изменения размера контура (фиг. I).
Таким образом, благодаря тому, что введены новые узлы, блоки и связи, можно использовать устройство для управления процессом электронно-лучевой сварки при наличии пульсаций ускоряющего напряжения.
фиг. 2
сриг.З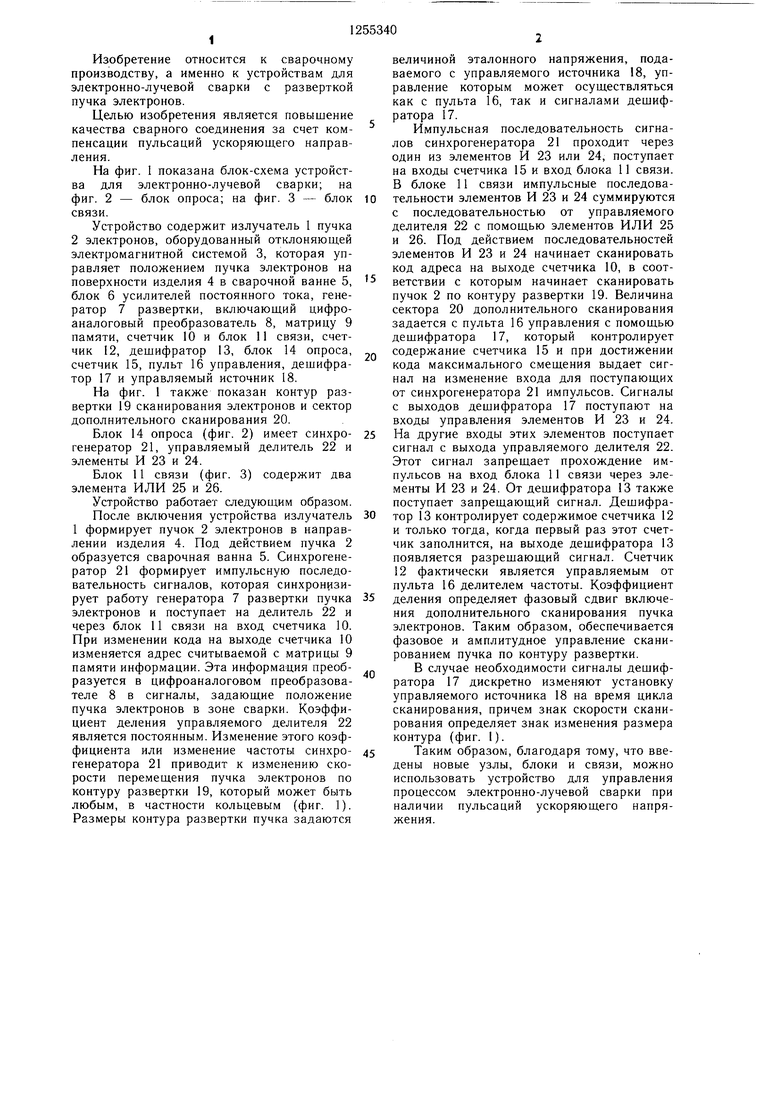
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1796379A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2071401C1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1750892A1 |
| Устройство для управления электронно-лучевой сваркой | 1976 |
|
SU947818A1 |
| Устройство для управления электронно-лучевой сваркой | 1978 |
|
SU945850A1 |
| Способ контроля распределения мощности пучка электронов электронно-лучевой пушки и устройство для его осуществления | 1986 |
|
SU1588521A1 |
| Устройство для управления электроннолучевой сваркой | 1980 |
|
SU899301A1 |
| Устройство для программного управления электроннолучевой установкой | 1977 |
|
SU660021A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1659183A1 |
| Устройство для отображения информации на экране телевизионного приемника | 1987 |
|
SU1425770A2 |

| Шилов Г | |||
| А | |||
| и др | |||
| Влияние частоты и диаметра развертки электронного луча на проплавление металла при ЭЛС.-Автоматическая сварка | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Авторское свидетельство СССР № 866892, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
