Изобретение относится к механосборочному производству, а именно к способам сборки соединений типа корпус-втулка.
Целью изобретения является повышение производительности и прочности соединения за счет образования на сопрягаемой поверхнбсти корпуса шлицев и установки втулки в корпус по переходной посадке относительно поверхности сапицев.
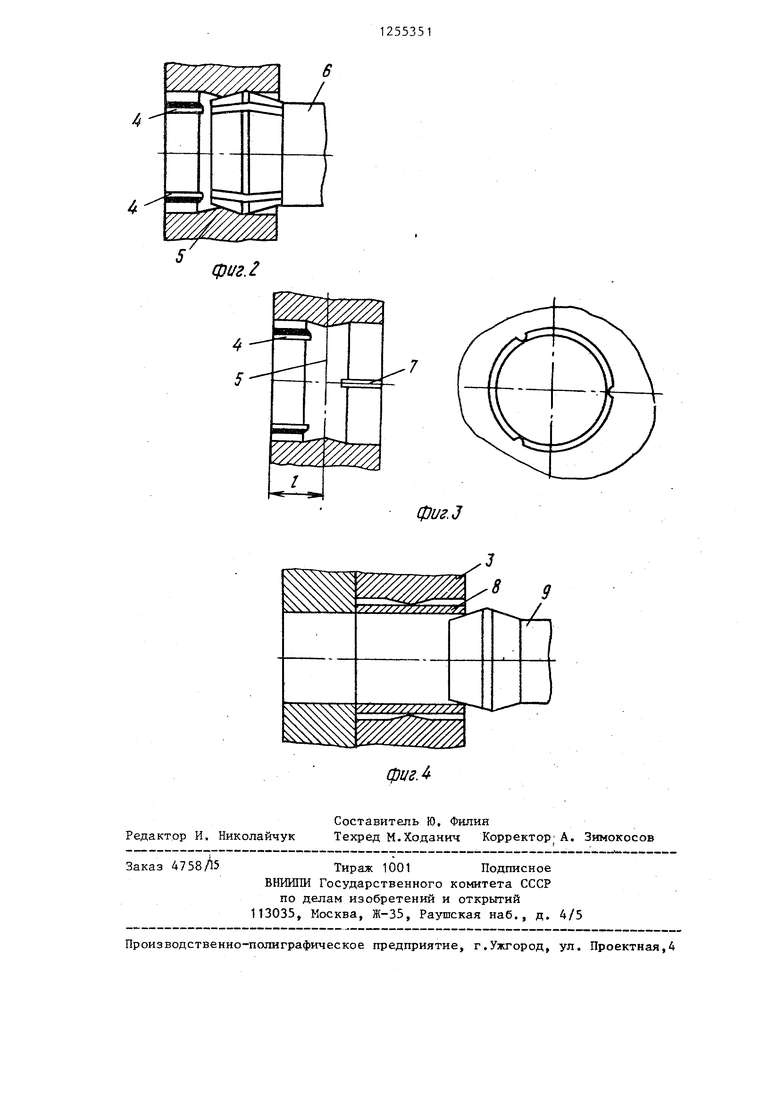
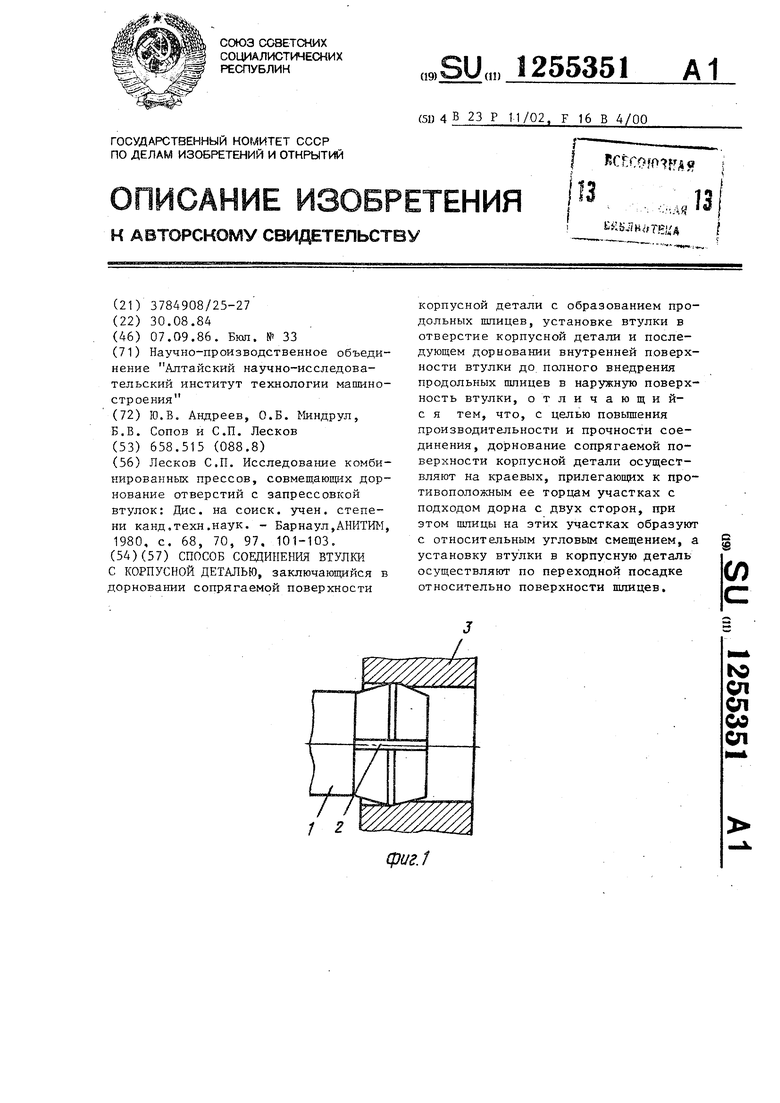
На фиг. 1 изображен процесс дорно- вания с одной стороны корпуса, на фиг.2 --то же, с другой стороны корпуса на фиг.З - отверстие корпуса после дорновакия на фиг„4 - процесс дорнования установленной в корпус втулки.
Способ осуществляют следующим образом.
Дорном 1 имеюпщм продольные канавки 2, обрабатывают отверстие корпуса 3 на длину 1, При этом ка внутренней поверхности корпуса 3 образуются шпиш 4 и кольцевой валик 5 перед дерном 1. Кольцевой валик 5 образуется вследствие остановки дориа 1 в отверстт-ш.
Одновременно или последовательно с дорном 1 дорн 6 J, имеющий такие же канавки5 точно так же обрабатывает отверстие с противоположной стороны до встречи с дорном 1 апи с. кольцевым валиком 5 с образованием ЕЛИ- цен 7-. При этом дорн 6 расположен относительно дорна 1 таким образом, что образуемые им шпицы 7 смещены относительно шлзiцeв 4 по окр тг ности В результате на внутренней поверхности корпуса образуются два ряда ттл- цев 4 и 7, смещенных относительно друг друга по окружности и разд(глен- ных валиком 5.
В полученное отверстие с двугет рядами шпицев 4 и 7 устанавливаю г без осевого усилия втулку 8,, Затем втулку 8 в сборе с корпусом 3 дор55351 Л
нуют дорном 9, При дорновании втулка 8 раздается и все выступы внутренней поверхности корпуса 3 вдавливаются в нее, создается натяг по цилин5 дрической части отве рстия .
При этом наличие смещения шлицев 4 и 7 и кольцевого валика 5 увеличивает усилие осевой распрессовки втулки 8.
10Пример. Способ осуществляют
при запрессовке втулки в головку шатуна дизеля А--01 , Корпус изготовлен из стали 18Х2Н4МАэ втулка из бронзы Бр0545С5о Дорнование отверстия
5 корпуса ос.уществляют на специальном горизонтальном прессе с усилием дорнования 2,9 т-с. Корпус с выполненным в нем отверстием диаметром
p,iOC3
э6 мм устанавливают с обеспечени20 ем упора с обеих сторон. Затем двумя дорнами, имеющими продольные канавки, обрабатьшают отверстие корпуса под, широкоходовую посадку. Натяг дорнования 0,2 мм. Перед дорнованием
25 осуществляют поворот одного дорна относительно другого, обеспечивая смещение канавок по окружности. В результате дорнования на внутренней поверхности корпуса образуются два
30 ряда шлицевJ смещенных по окружности и разделенных кольцевым валиком, который образуется вследствие остановки дорнов в отверстии. Высота полученных шлицев 0,035-05065 мм, В
5J полученное отверстие свободно устанавливают втулку с наружным диаметром 56 g мм,После этого соединение
дорнуют с усилием дорнования 3,7 т с дорном с натягом 0,2-0,4 мм на гид равлическом прессе П6320.При дорновании втулка раздается и все выступы внутренней поверхности корпуса вдавливаются в нее, создавая натяг по цили-ндрической части отверстия.
При этом значительно повышается
прочность полученного соединения на осевое усилие и на кручение.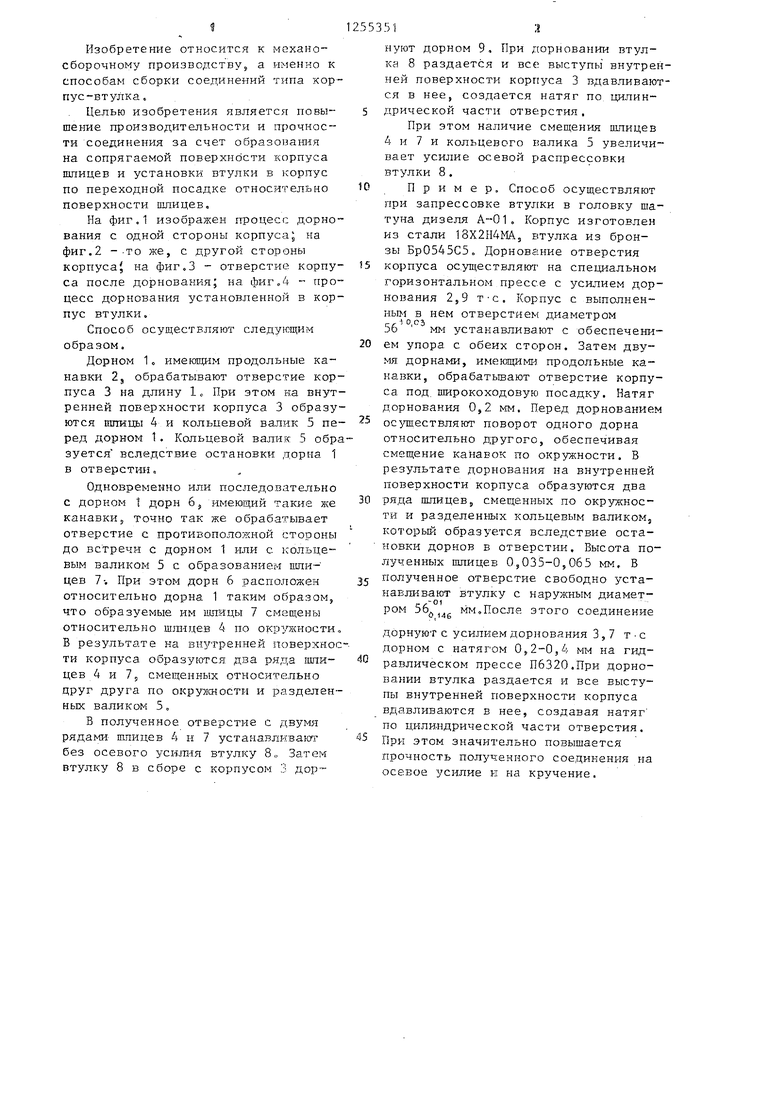
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки деталей запрессовкой с обработкой отверстия и устройство для его осуществления | 1989 |
|
SU1759593A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479406C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2379147C1 |
| Способ изготовления статора электрической машины и устройство для его осуществления | 1988 |
|
SU1603491A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2008 |
|
RU2371673C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ С НАГРЕВОМ | 2011 |
|
RU2479407C2 |
| Способ сборки головки цилиндров двигателя внутреннего сгорания | 1989 |
|
SU1717857A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2385199C2 |
фиг. I
фl/г.J
8 9
Составитель Ю, Филин Редактор И. НиколайчукТехред М.Ходанич Корректор; А. Зимокосов
-тг д--. -- -- - .- - .- .- -.-- - - - - .-.- -.
Заказ 4758/15Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная,4
фиг Л
| Лесков С.П | |||
| Исследование комбинированных прессов, совмещающих дор- нование отверстий с запрессовкой втулок: Дис | |||
| на соиск | |||
| учен, степени канд.техн.наук | |||
| - Барнаул,АНИТИМ, 1980, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
