Изобретение относится к обработ-- ке материапов резанием и может быть использовано при сверлении сквозных и глухих отверстий и является усовершенствованием известного спирального сверла по основному авт.св, № 1103959.
Целью изобретения является увеличение возможного количества парето™ чек и срока службы сверла за счет использования участков каждого пера с неполной шириной первой ступени.
Цель достигается тем, что в спи. ральном сверле на начале неполной первой ступени, поперек ее, выполнена пересекающая обе винтовые и зад- нкяо поверхности наклонная лунка.
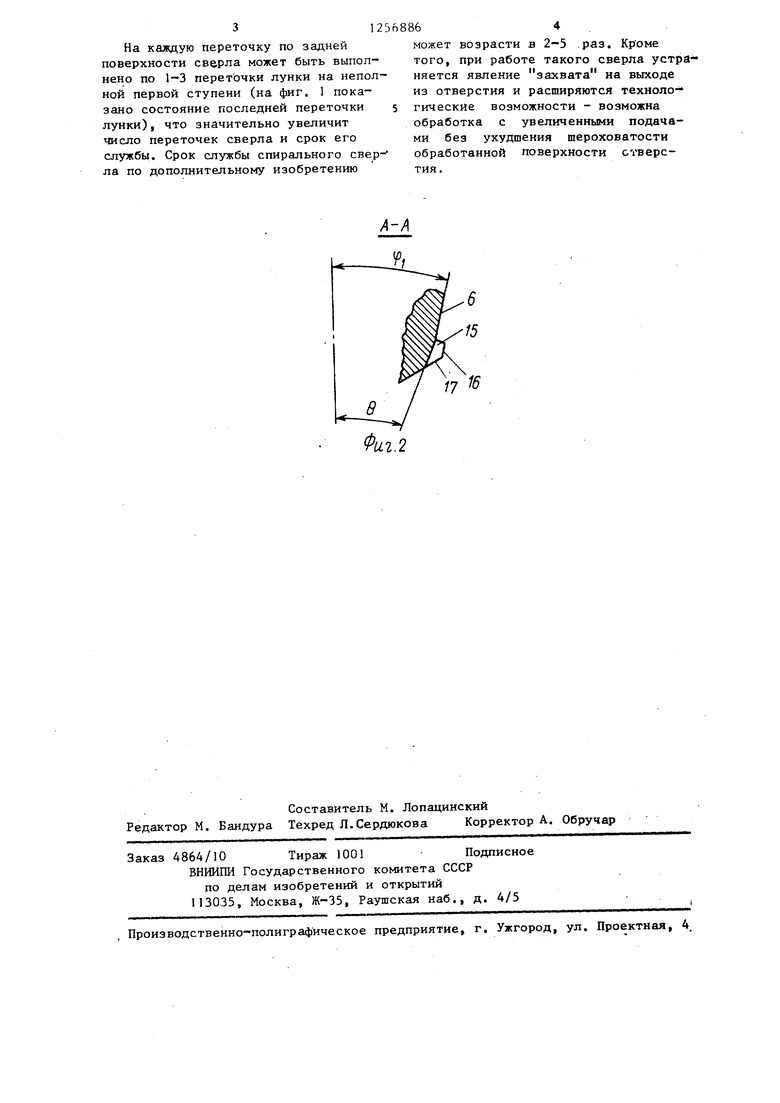
На фиг. 1 изображено спиральное сверло, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Спиральное сверло имеет на рабо чей части 1 наружной поверхности перьев 2 ступени 3, выполненные по винтовым поверхностям 4 и 5, имеющим соответственно прямую 6 и обратную 7 по отношению к хвостовику 8 наклонные к оси 9 образующие. Направление винтовых поверхностей совпадает с направлением резания. Винтовые поверхности 4 и 5 выполнены на всей ширине перьев 2 и образуют на пересечении друг с другом калибрующие кромки 10. Количество заходов винтовых поверхностей должно быть четным, а для получения перекрытия калибрующих кромок 10 на ширине пера рав- цым по крайней мере четырем (фиг.-l). Пересечение винтовой поверхности 5 с передней поверхностью 11 образует на второй ступени чистовую режущую кромку 12, которая вступает в работу при исчезновении первой ступе- ни 13 по мере переточки сверла. В процес- се износа и переточек сверла на начале первой неполной ступени,поперек ее,выполнена пересекающая обе винтовые поверхности 4 и 5 ступени и заднюю .- поверхность 14 заточки сверла на-, клонная лунка 15, образующая дополнительные чистовую 16 и черновую 17 режущие кромки. Главные режущие кромки 18 образованы; на пересечении задних поверхностей 14 и передних поверхностей 1. Наклон лунки 15 к оги 9 сверла выполнен равным углу в , по величине большим, чем угол 4 наклона прямой наклонной
5
0
5
0
5
0
5
0
5
образующей 6 ( -f 5-40°). Следует выбирать угол наклона лунки равным ,+ (2-5)°.
Такое выполнение лунки 15 преследует цель предотвратить повреждение калибрующей кромки 10 второй ступени при такой заточке лунки, Korffa последняя касается или пересекает линию впадины между ступенями. Образующие 15 лунки скрещены с осью 9 сверла под углом , по величине меньшим, чем угол uJ наклона перьев сверла. Угол иО обычно выбирается равным 8-35°(в зависимости от / свойств обрабатываемого материала и диаметра сверла). Целесообразно назначать угол скрещивания образующих лунки с осью сверла в зависимости
(5-20) , где uJ - угол наклона перьев сверла.
Выбор величины вычитаемого угла должен производиться пропордиональ- но значению угла oJ , Так, например, из наименьшего значения oJ 8 еле-
г°
дует вычитать величину 5 , из наибольшего ixJ 35 - величину 20°ит.д. .
Такой выбор величины угла скрещивания образующих лунки с осью сверла позволит упрочнить рассверливающий уголок, имеющий. Чернову и чистовую режущие кромки, и одновременно обеспечить благоприятные условия для отвода стружки от лунки к впадине между ступенями, а затем - в стружечную канавку. Величина угла между образующими лунки и впадиной между ступенями (этот угол не показан) будет зависеть не только от угла, но и от угла подъема калибрующей кромки 10, однако даже минимальное значение этого угла не будет меньше величины 120 . Такие и большие значения тупых углов между лунками и впадинами между ступенями обеспечивают надежный отвод стружки от дополнительных режущих кромок.
Сверло работает следующим образом.
Отверстие, образованное главными режущими кромками 18, рассверливается .сначала дополнительными черновыми режущими кромками 17, а потом чистовыми кромками 16, стружка от которых на лунке отводится через впадину между ступенями в стружечные канавки сверла. После чистовой обработки дополнительными кромками 16, oTBepcTi-e зачищается калибруюшими кромками 10.
На каждую переточку по задней поверхности сверла может быть выполнено по 1-3 переточки лунки на непол ной первой ступени (на фиг. 1 показано состояние последней переточки $ лунки), что значительно увеличит число переточек сверла и срок его службы. Срок службы спирального свер-- ла по дополнительному изобретению
может возрасти а 2-5 .раз. Кр оме того, при работе такого сверла устраняется явление захвата на выходе из отверстия и расширяются технологические возможности - возможна обработка с увеличенными подачами без ухудшения шероховатости обработанной поверхности отверстия .
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для чистовой обработки отверстий | 1990 |
|
SU1764858A1 |
| Режущий инструмент для обработки и способ ремонта деталей из армированного волокном полимерного материала | 2013 |
|
RU2669964C2 |
| Метчик | 1989 |
|
SU1763113A1 |
| Режущий инструмент для обработки и способ резки детали из армированного волокном полимерного материала | 2013 |
|
RU2669965C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| Торцевая фреза для обработки армированных волокном материалов, таких как углепластик | 2013 |
|
RU2669963C2 |
| РЕЗЬБОВОЙ РЕЗЕЦ | 1970 |
|
SU268852A1 |
| Спиральное сверло | 1990 |
|
SU1815008A1 |
| РЕЗЬБОВОЙ РЕЗЕЦ | 1970 |
|
SU264109A1 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |

Фиг.2
