Изобретение относится к режущему инструменту для обработки усиленных волокном материалов согласно пункту 1 формулы изобретения и способу ремонта поврежденных деталей из такого материала согласно пункту 14 формулы изобретения.
Режущий инструмент данной категории, и, в особенности, торцевая фреза для обработки армированных волокном материалов (волокнистых композиционных материалов), таких как углепластик, композиционные материалы на стекловидной основе и армированные полиэфирной нитью полимеры, содержит наряду с определенным количеством главных стружечных канавок, занимающих в окружном направлении промежуток между соответствующими поперечными кромками для черновой обработки и образующих с соответствующей нагоняющей поперечной кромкой для черновой обработки режущий клин с черновым резцом, еще и группу вспомогательных стружечных канавок, соответствующую по количеству числу главных стружечных канавок, то есть группу канавок, следующих в окружном направлении за соответствующими им главными стружечными канавками и занимающих в окружном направлении промежуток между соответствующей поперечной кромкой для чистовой обработки и предваряющей, двигающейся в окружном направлении поперечной кромкой для черновой обработки, а также образующих с кромкой для чистовой обработки режущий клин с чистовым резцом.
Это соответствует известным из металлообработки фрезам для черновой и чистовой обработки, представленным например, в патентном описании DE DE 3742942 С1 (Германия), в описании полезной модели DE 8609688 U1 (Германия) или патентном описании US 4285618 В (США), в которых каждому проходному резцу соответствует двигающийся за ним чистовой резец.
Наряду с известной из металлообработки целью такой конфигурации, состоящий в обеспечении как грубой или черновой обработки, так и финальной, то есть чистовой обработки/зачистки за один рабочий цикл, и, соответственно, в улучшении качества поверхности при более коротком времени обработки, данный подход призван решить еще одну проблему, возникающую при обработке сверлом тли фрезой армированных волокном материалов. Ведь при обработке деталей из таких материалов традиционным режущим инструментом часто происходит вырывание отдельных волокон или расслаивание нити. То есть, происходит вырывание отдельных волокон по краю места обработки, в то время как другие волокна придавливаются к краю места обработки проходящим инструментом, в результате чего они срезаются лишь на одном выступающем за край обрабатываемого места конце и выдаются, соответственно, за края после обработки. Задача чистовой обработки состоит в срезании выступающих концов волокна. В то же время следует обеспечить относительно притупленное исполнение черновых резцов, выполняющих основную режущую работу, которое позволило бы уменьшить вырывание отдельных волокон.
Так, например, в описании полезной модели DE 20209768 U (Германия) представлено ступенчатое сверло для обработки многослойных материалов, у которого главные резцы на ступени смещены относительно друг друга таким образом, что один главный резец является проходным, а другой зачистным. В описании полезной модели DE 20211589 U1 представлено еще одно сверло для обработки деталей из многослойных материалов, у которого две поперечные кромки, предназначенные для первичной обработки, притуплены и выполнены в виде протяжного инструмента, а соответствующие, следующие за ними в окружном направлении, поперечные кромки, предназначенные для финальной обработки, оснащены вспомогательными резцами и выполнены в виде развертки. Похожие сверла представлены в описаниях полезной модели DE 20211592 U и DE 20304580 U1, причем используются широкие спиральные фаски для укрепления сверленого отверстия и закругленные острия, не допускающие вырывания нитей.
В европейской патентной заявке ЕР 2554309 А1 представлен инструмент, содержащий как линейно расположенные резцы, так и резцы с правой винтовой линией, предусмотренный для резания таких материалов, как армированные угольным волокном полимеры. В инструменте, представленном в японской заявке JP 2010-234462А, чередуются резцы с левой винтовой линией и резцы без винтовой лини.
Торцевая фреза для обработки армированных волокном материалов, в которой также реализована идея разделения поперечных кромок по функциям на предваряющие кромки для первичной обработки, выполняющие основную резку, и следующие за ними кромки для финальной обработки, представлена в патентном описании DE 112009000013 В4. Там поперечные кромки для первичной обработки имеют левую винтовую линию, а кромки для доработки - правую. Это сделано с целью не допустить образования грата.
С учетом идеи функционального разделения поперечных кромок на предваряющие черновые поперечные кромки и нагоняющие чистовые поперечные кромки у режущего инструмента для обработки армированных волокном материалов, исходя из сказанного выше, в основу настоящего изобретения положена задача усовершенствования торцевой фрезы для обработки таких материалов с целью сокращения времени обработки и улучшения качества поверхности. В первую очередь следует создать торцевую фрезу для изготовления скошенных стыков на деталях из армированных волокном материалов, а также разработать способ ремонта поврежденных деталей из таких материалов с помощью данного инструмента.
Относительно режущего инструмента данная задача решается благодаря признакам пункта 1, относительно способа она решается благодаря признакам пункта 14.
При этом режущий инструмент в соответствии с изобретением отличается с одной стороны тем, что черновые резцы с левой винтовой линией вперемежку расположены вокруг, а резцы без винтовой линии, или как минимум практически без винтовой линии, вдоль оси инструмента. С другой стороны данный инструмент отличается тем, что следующие за черновыми резцами с левой винтовой линией чистовые резцы без винтовой линии, или как минимум практически без винтовой линии располагаются вдоль оси инструмента, а следующие за черновыми резцами без винтовой линии, или как минимум практически без винтовой линии, чистовые резцы с левой винтовой линией располагаются вокруг оси инструмента.
Итак, предпринимается попытка известного разделения функций на грубую, то есть черновую обработку, и чистовую обработку, то есть зачистку, причем различные функции обработки выполняются благодаря различно выполненным резцам, а именно резцам для черновой или грубой обработки на черновых поперечных кромках и соответствующим, следующим за ними резцам для чистовой или финальной обработки на чистовых поперечных кромках. Так же уже известно, что за каждым черновым резцом следует один из чистовых резцов. Кроме того известно, что это ведет к возникновению нагрузок, воздействующих на матричную структуру армированных волокном материалов, и их разделению на усилие врезания предваряющего чернового резца и усилие врезания нагоняющего чистового резца, причем большая часть нагрузки приходится на материал при черновой обработки предваряющим черновым резцом, а меньшая часть нагрузки -при чистовой обработке последующим чистовым резцом.
На практике выяснилось, что рез с использованием левой винтовой линии может дать положительный результат. Поскольку это означает, что при работе режущим инструментом, имеющим, как правило, правое вращение, на материал воздействует не растягивающая нагрузка, ведущая к вырыванию нитей или волокон из материала обрабатываемой детали, а давящая нагрузка. Так же было обнаружено, что при резке резцами с исключительно левой винтовой линией отрезанный материал вдавливается в обработанную поверхность, причем это с высокой вероятностью ведет к наплавлению, что негативно сказывается на качестве поверхности.
В соответствии с изобретением предусмотрено, чтобы за черновым резцом с левой винтовой линией, расположенным вокруг оси инструмента, следовал чистовой резец ни с левой винтовой линией, а чистовой резец без винтовой линии, который не будет придавливать только что срезанный предваряющим черновым резцом материал к поверхности детали, а будет убирать его с обрабатываемой поверхности. К тому же нагрузки, возникающие в результате изменения направления винтовой линии и воздействующие на матричную структуру армированного волокном материала при его контакте с обоими, следующими друг за другом резцами, имеют разные направления, что обеспечивает определенное уравновешивании долей нагрузок, по крайней мере, тех, которые действуют в аксиальном направлении. Армированные волокном материалы, например углепластик, весьма неоднородны, вследствие чего одно направление усилия резцов может не обеспечить срезание материала, в то время как другое направление усилия позволит осуществить срезание. Так что если за черновым резцом с левой винтовой линией, осуществляющим давящее воздействие в аксиальном направлении, следует нейтральный чистовой резец без винтовой линии, то материал, например концы нитей, не поддавшиеся срезанию в результате давящего воздействия чернового резца, не уйдут от срезания чистовым резцом, действующим без давящей нагрузки.
При этом растягивающая и давящая нагрузки должны по возможности чередоваться. Однако разнонаправленность винтовых линий чернового и чистового резцов геометрически невозможна без скрещивания главной стружечной канавки и следующей за ней вспомогательной стружечной канавки, и, соответственно, чернового и чистового резцов. Поэтому предусмотрен чистовой резец ни с правой винтовой линией, а без винтовой линии, следующий за черновым резцом с левой винтовой линией. Вместо полного отсутствия винтовой линии на чистовом резце может быть предусмотрено почти полное отсутствие винтовой линии, то есть наличие на чистовом резце, по сравнению с левой винтовой линией непосредственно предваряющего его чернового резца, мелкой или более мелкой левой винтовой линии, причем допустимым также является наличие мелкой или более мелкой по абсолютному значению правой винтовой линии.
Если рассматривать только работу предваряющего чернового и последующего чистового резцов, то уже можно добиться определенного уравновешивания сил давления и растяжения, действующих на матричную структуру армированных волокном материалов в аксиальном направлении. Однако общеизвестно, что основная режущая работа осуществляется черновым резцом, а при прохождении чистового резца, на материал приходится лишь незначительная доля нагрузки. Если бы все черновые резцы работали с левой винтовой линией, выработалось бы доминирующее направление реза с давящим усилием, поскольку черновые резцы в этом случае вдавливали бы срезанный материал в поры детали или там происходило бы наплавление этого материала, в результате чего чистовые резцы вообще не захватывали бы материал, и не происходило бы выравнивания нагрузок.
Поэтому в соответствии с изобретением чередуются не только черновые резцы с левой винтовой линией и чистовые резцы без винтовой линии. Скорее происходит смена направления винтовой линии каждого чернового резца по отношению к расположенному за ним в окружном направлении следующему черновому резцу, то есть чередование левой винтовой линии и отсутствия винтовой линии, причем вместо чернового резца с полным отсутствием винтовой линии может быть предусмотрен черновой резец с почти полным отсутствием винтовой линии, то есть резец, обнаруживающий, по сравнению с левой винтовой линией непосредственно предваряющего его чернового резца, мелкой или более мелкой левой винтовой линии, причем допустимым также является наличие мелкой или более мелкой по абсолютному значению правой винтовой линии.
Приемлемым для угла подъема винтовой линии черновых и чистовых резцов с отсутствующей или практически отсутствующей винтовой линией оказалось значение в диапазоне от -2° до 2°, причем предпочтительными являются черновые и чистовые резцы с отсутствующей винтовой линией при значении 0°. Приемлемым для угла подъема винтовой линии резцов с левой винтовой линией оказалось значение в диапазоне от -10° до -6°, предпочтителен угол подъема в -8°. При этом угол подъема винтовой линии - это угол проекции резца на проходимую осью инструмента плоскость по отношению к оси инструмента, причем левая винтовая линия указывается отрицательным значением, а правая винтовая линия указывается положительным значением. То есть при правом направлении вращения инструмента стружечная канавка с правой винтовой линией в первую очередь оказывается на острие инструмента в месте контакта с материалом, и при левой винтовой линии, напротив, в последнюю очередь.
Преимуществом при этом состоит в том, что передний угол на всех чистовых резцах больше, чем передний угол на соответствующих предваряющих черновых резцах. То есть служащие для зачистки чистовые резцы острее, чем соответствующие предваряющие их черновых резцы. Преимуществом также является, что все чистовые резцы острее, чем каждый из черновых резцов. Допустимым, однако, является отрицательный передний угол на всех или как минимум на одной части черновых резцов. То есть возможно исполнение последних в виде протяжного инструмента.
Наиболее предпочтительной является ситуация, при которой передний угол имеет разные значения на всех черновых резцах. Кроме того предпочтительными также являются различные значения переднего угла на всех чистовых резцах. Данное утверждение сделано на основе опыта, показывающего, что армированные волокном полимеры являются весьма неоднородными материалами, которые обнаруживают неоднородно распределенную твердость. Это означает, что на малых промежутках относительная твердость может чередоваться с относительной мягкостью. С помощью различных значений переднего угла предпринимается попытка воспроизвести эту неоднородность в инструменте. При соответствующим образом высоком числе оборотов существует вероятность как минимум однократного прохождения обрабатываемого участка при оптимальном значении переднего угла.
Предпочтительным также является переход черновых резцов в заднюю поверхность без соответствующих спиральных фасок, что позволяет в максимальной мере избежать втирания срезанного материала в обрабатываемую поверхность. Аналогично предпочтительным является переход чистовых резцов непосредственно в заднюю поверхность без спиральных фасок.
Наряду с различными значениями переднего угла предпочтительной является ситуация, когда задние углы на всех черновых резцах имеют различные значения, что позволяет должным образом учитывать неоднородность обрабатываемого материала. Кроме этого предпочтительными являются различные значения заднего угла.
В соответствии с этим допустимыми являются также различные значения угла подъема винтовой линии черновых резцов с левой винтовой линией, минимальное количество которых предпочтительно равно двум, то же самое касается черновых резцов с отсутствующей или практически отсутствующей винтовой линией, минимальное количество которых предпочтительно равно двум. То же самое относится и к чистовым резцам.
Исполнение режущего инструмента в виде торцевой фрезы, содержащей четыре, в отдельных случаях и, особенно при больших диаметрах инструмента, шесть черновых резцов, то есть два или три резца с левой винтовой линией, и два или три резца без винтовой линии, оказалось, по результатам тестирования наиболее перспективным. С точки зрения более простой геометрии преимуществом для усовершенствования инструмента в соответствии с изобретением также оказалось равноудаленное распределение черновых резцов по поверхности.
Поскольку основная режущая работа осуществляется черновыми резцами, а отвод материала, соответственно, основными стружечными канавками, удачной оказалась ситуация, при которой угол фаз острия на каждом предваряющем черновом резце к острию на каждом следующим за ним чистовом резце меньше чем угол фаз острия каждого последующего чистового резца к острию на следующим за ним черновом резце.
При этом, с точки зрения компенсации неоднородности материала, вполне допустимым кажется предусмотреть чистовой резец с различным угловым расстоянием до соответствующего предваряющего его чернового резца, пока это угловое расстояние меньше чем угловое расстояние до следующего, нагоняющего чернового резца. Однако с точки зрения более простой геометрии инструмента важно, чтобы чистовые резцы были равноудалено распределены по поверхности.
В результате экспериментов у инструмента с четырьмя черновыми и чистовыми резцами на всех чистовых резцах подходящими для угла фаз острия предваряющего чернового резца к острию соответствующего следующего за ним чистового резца оказались значения около 20°-35°, а у инструмента с шестью черновыми резцами - значения в 15°-25°.
Положительной оказалась также ситуация, при которой острия как минимум на черновых резцах слегка закруглены, предпочтительно с радиусом 0,1 мм - 0,5 мм, благодаря чему удается избежать острого острия или фаски с двумя остриями. Поскольку последние зачастую зацепляются за обрабатываемый материал и вытягивают нити из рабочей поверхности (расслаивание).
С точки зрения более простой геометрии инструмента, не допускающей скрещивания резцов, важно обеспечить длину черновых и чистовых резцов, равную максимально двукратной величине диаметра инструмента.
Оптимальным для шага увеличения переднего угла черновых резцов, начиная с чернового резца с наименьшим значением переднего угла и двигаясь к черновому резцу с наибольшим значением переднего угла, оказалось значение в 3°-5°, что наиболее благоприятно сказывается на гладкости поверхности. У перспективного экспериментального инструмента с четырьмя черновыми и чистовыми резцами значение переднего угла на четырех черновых резцах составило 5°, 8°, 11°, 14°. Предпочтительным является поочередное увеличение значение до тех пор, пока черновой резец с минимальным передним углом вновь не последует за черновым резцом с максимальным передним углом.
Было также выяснено, что оптимальным для шага увеличения заднего угла, начиная с черновой поперечной кромки с наименьшим значением заднего угла, и двигаясь к черновой поперечной кромке с наибольшим значением заднего угла, оказалось значение в 3°-5°, что наиболее благоприятно сказывается на гладкости поверхности. У перспективного экспериментального инструмента с четырьмя черновыми и чистовыми резцами значение заднего угла на четырех черновых резцах составило 2°, 17°, 22°, 27°.
При этом исходят из комбинаторного влияния увеличения заднего угла и переднего угла на черновых резцах. То есть важно, чтобы наименьший задний угол был предусмотрен предпочтительно на черновой поперечной кромке с черновым резцом, имеющим наименьшей передний угол, а задний угол на отдельных черновых поперечных кромках возрастал вместе с соответствующим передним углом. У вышеописанного перспективного инструмента, например, был предусмотрен задний угол в 12° на черновом резце с передним углом в 5°, задний угол в 17° на черновом резце с передним углом в 8°, задний угол в 22° на черновом резце с передним углом в 11°, а задний угол в 27° на черновом резце с передним углом в 14°.
Для возрастания передних углов на чистовых поперечных кромках оптимальной также оказалась величина шага в 3°-5°, например, у инструмента с четырьмя черновыми и чистовыми резцами значения составили 10°, 14°, 18°, 22°. Иначе, чем при синхронном комбинаторном эффекте возрастания заднего и переднего углов на черновых поперечных кромках, возрастание переднего угла на чистовых резцах предпочтительно должно находиться в обратной взаимосвязи с возрастанием переднего угла на черновых резцах. Это означает, что передний угол имеет предпочтительно наибольшую величину на том чистовом резце, который следует за черновым резцом с наименьшим передним углом, и уменьшается по мере увеличения переднего угла на соответствующем предваряющем черновом резце, пока передний угол не достигнет минимального значения на том чистовом резце, который следует за черновым резцом с наибольшим передним углом. Благодаря этому совокупная сила резания, складывающаяся из отдельных сил резания, производимых черновым резцом и следующим за ним чистовым резцом, может сохранять равномерность и удерживаться на одном уровне для всех пар черновых и чистовых резцов режущего инструмента.
Поэтому и задний угол имеет предпочтительно наибольшую величину на том чистовом резце, который следует за черновым резцом с наименьшим задним углом, и уменьшается по мере увеличения заднего угла на соответствующем предваряющем черновом резце, пока задний угол не достигнет минимального значения на том чистовом резце, который следует за черновым резцом с наибольшим передним углом. Для возрастания задних углов на чистовых поперечных кромках оптимальной также оказалась величина шага в 3°-5°.
При ремонте поврежденных деталей из армированных волокном полимеров, таких как углепластик, часто применяется так называемое скашивание стыка, в особенности для латания просверленных отверстий и тому подобного. Для этого вокруг поврежденного отверстия изготавливаются уступообразные ступени с очень мелким шагом 0,1-0,5 мм по высоте и по ширине.
Прежде в такой ситуации использовался лазер и водная струя. Однако использование лазера может легко привести к серьезным повреждениям матричной структуры ремонтируемой детали. А применение водной струи очень требует много времени, и потому не экономично.
Опыт показывает, что с помощью торцевой фрезы возможно изготовление ступеней, необходимых для ремонта деталей из армированных волокном полимеров, таких как углепластик, то есть речь идет о ступенях, расположенных уступами, которые могут быть выполнены с необходимым для скашивания стыка шагом в 0,1-0,5 мм по высоте и по ширине, при этом будет обеспечена гладкость поверхности, необходимая для последующего склеивания.
Поэтому предметом изобретения является также способ, позволяющий в целях ремонта путем фрезерования изготовить на детали из армированного волокном полимера, такого как углепластик, ступени, расположенные уступами, которые могут располагаться, например, вокруг поврежденного просверленного отверстия и иметь шаг в 0,1-0,5 мм по высоте и по ширине. Изготовление предпочтительно осуществляется путем использования усовершенствованной в соответствии с изобретением и настоящей заявкой фрезы, причем деталь впоследствии склеивается с дополнительной объемной структурой, добавляемой к расположенным уступами ступеням.
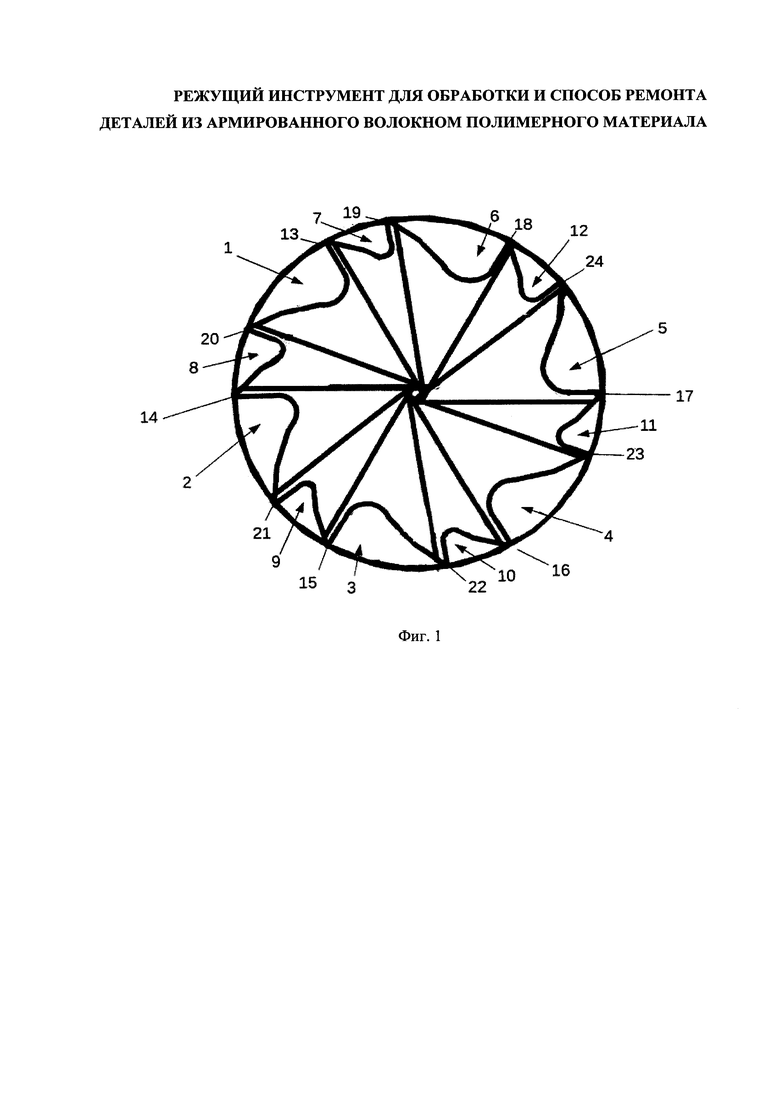
В дальнейшем форма исполнения изобретения разъясняется с помощью прилагаемых чертежей. На фиг. 1 схематично изображен фронтальный вид острия инструмента торцевой фрезы в соответствии с формой исполнения изобретения.
Торцевая фреза при этом содержит 6 основных стружечных канавок 1, 2, 3, 4, 5, 6, образующих с соответствующей нагоняющей расположенной вдоль оси инструмента черновой поперечной кромкой режущий клин с черновым резцом 13, 14, 15, 16, 17, 18. В окружном направлении две из основных стружечных канавок 1, 2, 3, 4, 5, 6 занимают промежуточное положение, при этом предусмотрены 6 вспомогательных стружечных канавок 7, 8, 9, 10, 11, 12. То есть вспомогательные стружечные канавки следуют в окружном направлении за соответствующими основными стружечными канавками. Каждая из вспомогательных стружечных канавок 7, 8, 9, 10, 11, 12 занимает при этом в окружном направлении промежуток между чистовой поперечной кромкой и предваряющей ее в окружном направлении черновой поперечной кромкой. С этой чистовой поперечной кромкой та или иная вспомогательная стружечная канавка 7, 8, 9, 10,11,12 образует режущий клин с чистовым резцом 19, 20, 21, 22, 23, 24.
При этом предусмотрены чередующиеся черновые резцы 13, 14, 15, 16, 17, 18: с левой винтовой линией вокруг оси инструмента и без винтовой линии вдоль оси инструмента. Это означает, что черновые резцы 13, 15, 17 имеют левую винтовую линию, а черновые резцы 14, 16, 18 не имеют винтовой линии.
При этом чистовые резцы 19, 21, 23 без винтовой линии, следующие непосредственно за черновыми резцами с левой винтовой линией 13, 15, 17, расположены вдоль оси инструмента, в то время как чистовые резцы 20, 22, 24 с левой винтовой линией, следующие за черновыми резцами без винтовой линии 14, 16, 18, расположены вокруг оси инструмента.
В рамках изобретения возможны отклонения и модификации представленной формы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент для обработки и способ резки детали из армированного волокном полимерного материала | 2013 |
|
RU2669965C2 |
| Торцевая фреза для обработки армированных волокном материалов, таких как углепластик | 2013 |
|
RU2669963C2 |
| Фреза для электродного графита и её использование в качестве торцевой фрезы для обработки оксидной керамики | 2017 |
|
RU2743504C2 |
| Стоматологическая фреза и способ фрезерования при изготовлении стоматологических комплектующих | 2013 |
|
RU2669983C1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| КОНЦЕВАЯ ФРЕЗА, ОБЛАДАЮЩАЯ ЖЕСТКОСТЬЮ НА КРУЧЕНИЕ | 2005 |
|
RU2394670C2 |
| ТОРЦОВАЯ ФРЕЗА | 2005 |
|
RU2288813C1 |
Изобретение относится к режущему инструменту для обработки усиленных волокном материалов. Инструмент содержит заданное количество главных стружечных канавок, образующих с соответствующей кромкой для черновой обработки режущий клин с черновым лезвием, заданное количество вспомогательных стружечных канавок, соответствующее количеству главных стружечных канавок. Часть черновых лезвий расположена с поворотом влево вокруг оси инструмента, а другая часть черновых лезвий расположена вдоль оси инструмента или с меньшим по абсолютному значению углом поворота по сравнению с непосредственно предваряющими их черновыми лезвиями, расположенными с поворотом влево. Следующие за черновыми лезвиями с поворотом влево чистовые лезвия не имеют поворота или имеют меньший по абсолютному значению угол поворота, если сравнивать с непосредственно предваряющими их черновыми лезвиями с поворотом, и расположены вдоль оси инструмента. Чистовые лезвия, следующие за черновыми лезвиями, не имеющими поворота или имеющими меньший по абсолютному значению угол поворота, если сравнивать с непосредственно предваряющими их черновыми лезвиями с левым поворотом, расположены вокруг оси инструмента с поворотом влево. Повышается качество обработанной поверхности. 2 н. и 12 з.п. ф-лы, 1 ил.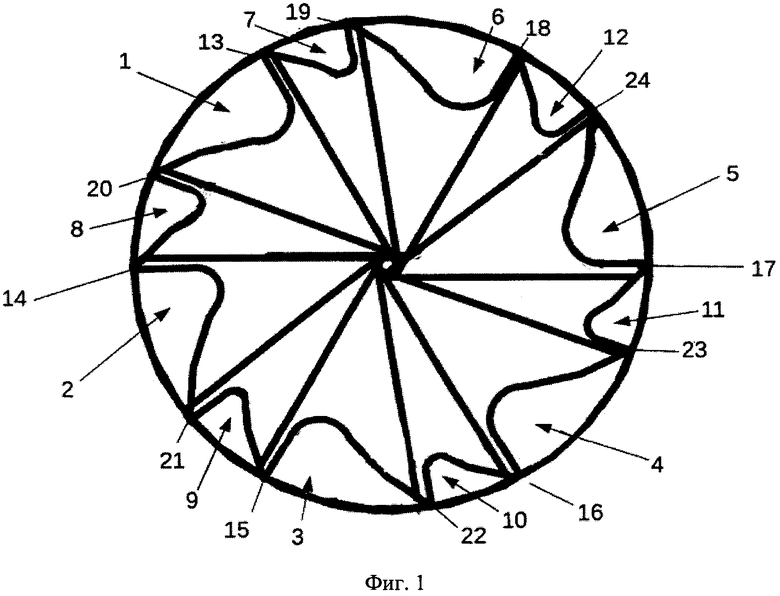
1. Режущий инструмент, в частности концевая фреза для обработки армированных волокном материалов, таких как углепластик, композиционные материалы на стекловидной основе и армированные полиэфирной нитью полимеры, содержащий
заданное количество главных стружечных канавок (1, 2, 3, 4, 5, 6), образующих с соответствующей кромкой для черновой обработки режущий клин с черновым лезвием (13, 14, 15, 16, 17, 18),
заданное количество вспомогательных стружечных канавок (7, 8, 9, 10, 11, 12), соответствующее количеству главных стружечных канавок (1, 2, 3, 4, 5, 6), расположенных по окружности за соответствующими им главными стружечными канавками (1, 2, 3, 4, 5, 6) и занимающих промежуток между соответствующей поперечной кромкой для чистовой обработки и поперечной кромкой для черновой обработки, расположенной перед вспомогательной канавкой по направлению движения, и образующих с кромкой для чистовой обработки режущий клин с чистовым лезвием (19, 20, 21, 22, 23, 24), отличающийся тем, что часть черновых лезвий (13, 14, 15, 16, 17, 18) расположена с поворотом влево вокруг оси инструмента, а другая часть черновых лезвий расположена вдоль оси инструмента или с меньшим по абсолютному значению углом поворота по сравнению с непосредственно предваряющими их черновыми лезвиями, расположенными с поворотом влево, причем следующие за черновыми лезвиями с поворотом влево (13, 15, 17) чистовые лезвия (19, 21, 23) не имеют поворота или имеют меньший по абсолютному значению угол поворота, если сравнивать с непосредственно предваряющими их черновыми лезвиями с поворотом, и расположены вдоль оси инструмента, причем чистовые лезвия (20, 22, 24), следующие за черновыми лезвиями (14, 16, 18), не имеющими поворота или имеющими меньший по абсолютному значению угол поворота, если сравнивать с непосредственно предваряющими их черновыми лезвиями с левым поворотом (13, 15, 17), расположены вокруг оси инструмента с поворотом влево.
2. Режущий инструмент по п. 1, отличающийся тем, что передний угол на всех чистовых лезвиях (19, 20, 21, 22, 23, 24) больше, чем передний угол на соответствующих предваряющих их черновых лезвиях (13, 14, 15, 16, 17, 18).
3. Режущий инструмент по п. 1 или 2, отличающийся тем, что угол наклона острия на каждом предваряющем черновом лезвии (13, 14, 15, 16, 17, 18) к острию на каждом следующем за ним чистовом лезвии (19, 20, 21, 22, 23, 24) меньше, чем угол наклона острия каждого последующего чистового лезвия (19, 20, 21, 22, 23, 24) к острию на следующем за ним черновом лезвии (13, 14, 15, 16, 17, 18), и составляет у инструмента с четырьмя черновыми и чистовыми лезвиями на всех чистовых лезвиях около 20-35°, а у инструмента с шестью черновыми лезвиями (13, 14, 15, 16, 17, 18) и шестью чистовыми лезвиями (19, 20, 21, 22, 23, 24) около 15-25° на всех чистовых лезвиях.
4. Режущий инструмент по п. 1, отличающийся тем, что черновые лезвия (13, 14, 15, 16, 17, 18) и чистовые лезвия (19, 20, 21, 22, 23, 24) равномерно распределены по окружности вокруг оси инструмента.
5. Режущий инструмент по п. 1, отличающийся тем, что острия по меньшей мере на черновых лезвиях закруглены предпочтительно с радиусом 0,1-0,5 мм.
6. Режущий инструмент по п. 1, отличающийся тем, что количество главных стружечных канавок (1, 2, 3, 4, 5, 6) и соответствующее количество следующих за главными стружечными канавками (1, 2, 3, 4, 5, 6) по окружности вспомогательных стружечных канавок (7, 8, 9, 10, 11, 12) составляет четыре или шесть.
7. Режущий инструмент по п. 1, отличающийся тем, что черновые и чистовые лезвия без поворота или практически без поворота (14, 16, 18, 19, 21, 23) имеют угол подъема от -2 до 2°, предпочтительно 0°.
8. Режущий инструмент по п. 1, отличающийся тем, что лезвия с левым поворотом (13, 15, 17, 20, 22, 24) имеют угол подъема от -10 до - 6°, предпочтительно угол - 8°.
9. Режущий инструмент по п. 1, отличающийся тем, что длина черновых и чистовых лезвий (13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24) имеет значение, равное максимально двукратной величине диаметра инструмента.
10. Режущий инструмент по п. 1, отличающийся тем, что передний угол на всех черновых лезвиях имеет разные значения, преимущественно с тенденцией к увеличению, начиная от чернового лезвия с наименьшим передним углом и заканчивая черновым лезвием с наибольшим передним углом, предпочтительно с поочередным возрастанием по мере движения по окружности до тех пор, пока за черновым лезвием с наибольшим передним углом вновь не последует черновое лезвие с наименьшим передним углом, например с шагом 3-5°, причем передний угол у инструмента с четырьмя черновыми и чистовыми лезвиями составляет 5, 8, 11, 14° на четырех черновых лезвиях.
11. Режущий инструмент по п. 1, отличающийся тем, что черновые лезвия переходят в заднюю поверхность без круговых шлифовальных фасок, причем значения заднего угла на всех черновых поперечных кромках различны, предпочтительно увеличиваются на 3-5°, начиная с черновой поперечной кромки с наименьшим задним углом и заканчивая черновой поперечной кромкой с наибольшим задним углом, и составляют у инструмента с четырьмя черновыми и чистовыми поперечными кромками, например, 12, 17, 22, 27° на четырех черновых поперечных кромках, причем наименьший задний угол выполнен предпочтительно на черновой поперечной кромке с черновым лезвием с наименьшим передним углом, а задний угол на отдельных черновых поперечных кромках увеличивается по мере возрастания соответствующего переднего угла, возрастающие значения которого составляют, например, у инструмента с четырьмя черновыми и чистовыми поперечными кромками 5, 8, 11, 14° соответственно, при этом задний угол 12° предусмотрен на черновом лезвии с передним углом 5°, задний угол 17° - на черновом лезвии с передним углом 8°, задний угол 22° - на черновом лезвии с передним углом 11°, а задний угол 27° - на черновом лезвии с передним углом 14°.
12. Режущий инструмент по п. 1, отличающийся тем, что значения переднего угла на всех чистовых лезвиях различаются, предпочтительно увеличиваются на 3-5°, начиная с чистового лезвия с наименьшим передним углом и заканчивая чистовым лезвием с наибольшим передним углом, при этом соответствующие значения у инструмента с четырьмя черновыми и чистовыми лезвиями составляют 10, 14, 18, 22°, причем передний угол имеет предпочтительно наибольшую величину на том чистовом лезвии, который следует за черновым лезвием с наименьшим передним углом, и уменьшается по мере увеличения переднего угла на соответствующем предваряющем черновом лезвии, пока передний угол не достигнет минимального значения на том чистовом лезвии, которое следует за черновым лезвием с наибольшим передним углом.
13. Режущий инструмент по п. 1, отличающийся тем, что задний угол имеет различные значения на всех чистовых лезвиях, предпочтительно увеличивается на 3-5°, начиная с чистового лезвия с наименьшим задним углом и заканчивая чистовым лезвием с наибольшим задним углом, причем задний угол имеет предпочтительно наибольшую величину на том чистовом лезвии, которое следует за черновым лезвием с наименьшим задним углом, и уменьшается по мере увеличения заднего угла на соответствующем предваряющем черновом лезвии, пока задний угол не достигнет минимального значения на том чистовом лезвии, которое следует за черновым лезвием с наибольшим передним углом.
14. Применение режущего инструмента по одному из пп. 1-13 для вырезки ступеней при ремонте поврежденной детали из армированных волокном материалов, таких как углепластик, при котором на детали, подлежащей склеиванию с латающим элементом, вырезают ступени, предпочтительно имеющие ширину и высоту 0,1-0,5 мм, расположенные вокруг поврежденного участка, например неправильно просверленного отверстия, уступообразно раскрываясь по направлению к латающему элементу или вдоль стенки, поднимаясь по направлению к латающему элементу.
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| US 4227837 A | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Способ изготовления лезвийного инструмента | 1990 |
|
SU1780977A1 |
| КОНЦЕВАЯ ФРЕЗА, ОБЛАДАЮЩАЯ ЖЕСТКОСТЬЮ НА КРУЧЕНИЕ | 2005 |
|
RU2394670C2 |

