Известны резьбовые резцы для виутренией резьбы полукруглого сечения с канавкой по дну впадины, снабженные двумя разнесенными на 1/2 шага половинками спиральных перьев - черновым и чистовым, вершины и центр окружности режущих кромок которых расположены на одной прямой, а черновое перо выполнено на цилиндрической державке.
Предлагаемый резец отличается от известных тем, что режущие кромки перьев направлены в одну сторону, а чистовое перо выполнено на надеваемой на державку с возможностью поворота втулке, торец которой контактирует с торцом державки по ступенчатой спирали с шагом, равным щагу спирали перьев.
Такая конструкция резца обеспечивает нарезание резьбы на прямых и обратных ходах резца с реверсированием вращения шпинделя.
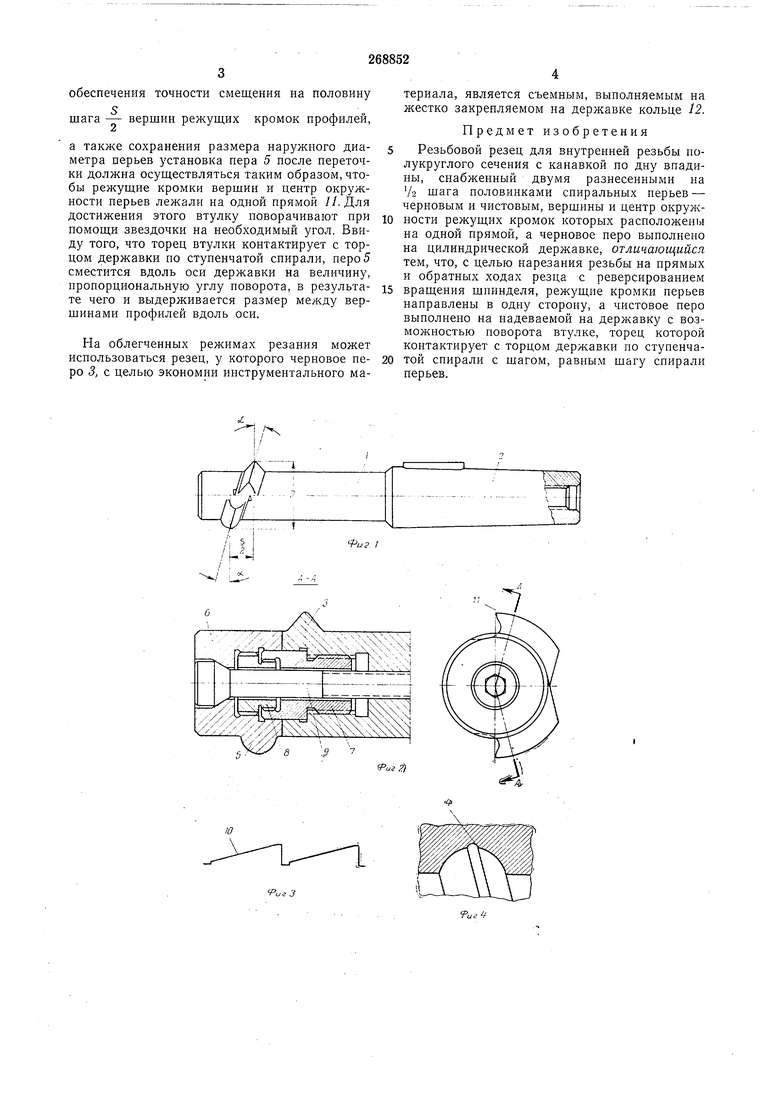
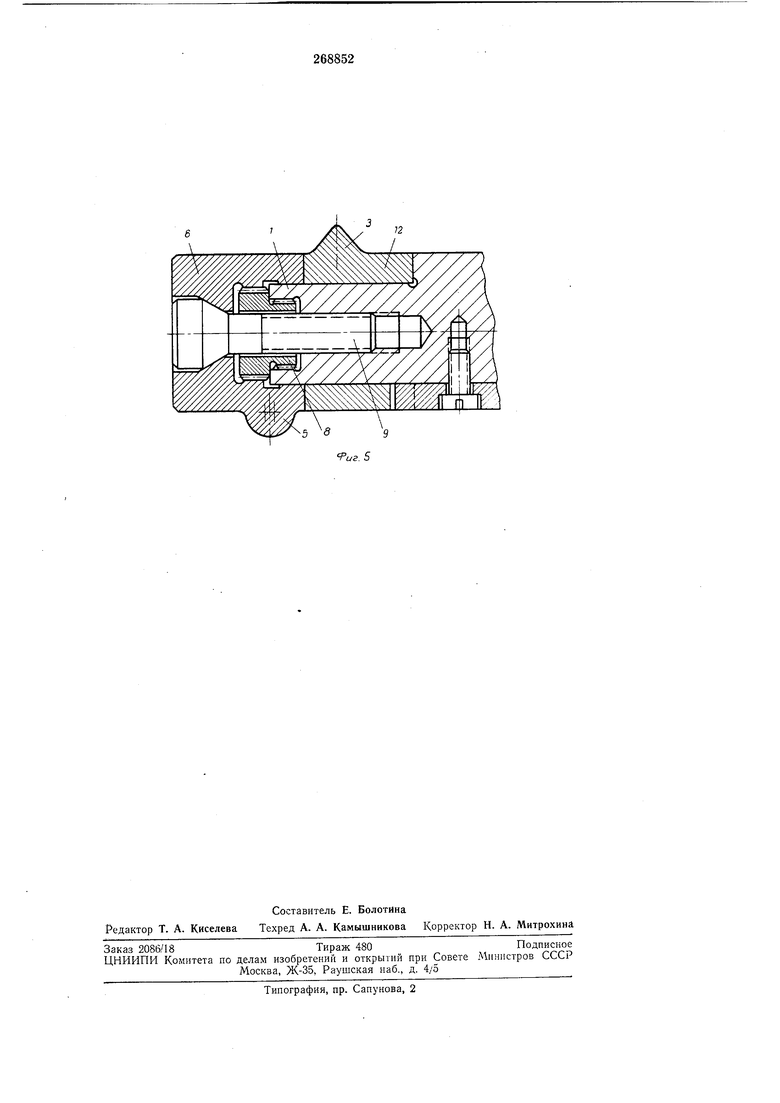
На фиг. 1 изображен предлагаемый резец; на фиг. 2 - вид на перья вдоль оси резца; на фиг. 3 - развертка ступенчатой спирали; на фиг. 4 - профиль нарезаемой резьбы; на фиг. 5 - резец с двумя съемными перьями.
Цилиндрическая державка 1 резца снабжена коническим хвостовиком 2 и одним спиральным пером 3, имеющим треугольный профиль, соответствующий при вершине профилю канавки. Перо 3 является черновым, снимает основную часть металла, разделяет стружку пополам и окончательно формирует канавку 4.
Перо 5 имеет полукруглый арочный профиль, является чистовым и окончательно формирует профиль резьбы. Перо 5 выполнено на поворотной втулке 6 и фиксируется в радиальном направлении при помощи штыря 7. Один конец штыря ввинчивается в державку, а на противоположном конце его н во .втулке 6 нарезаны внутренние зубья специального профиля с разницей числа зубьев на единицу. От
проворота при нарезании резьбы втулка с пером 5 фиксируется звездочкой S, а в осевом направлении прижата винтом 9. Поверхность прилегания втулки к торцу державки выполнена по ступенчатой спирали 10, шаг которой равен щагу спирали перьев.
При работе каждого профиля направления подач противоположны и поэтому их вершины смещены вдоль оси на половину шага резьбы / с
( - I, тол наклона спирали а каждого из
2 /
перьев равен углу наклона винтовой линии резьбы.
Режущие кромки перьев направлены в одну сторону для обеспечения нарезания резьбы на прямых и обратных ходах резца с реверсированием вращения шпинделя.
При нереточке по передней грани уменьшается как диаметральный размер вершинами профилей, так и размер вдоль оси. Для
обеспечения точности смещения на половину
5
шага - вершин режущих кромок профилей,
i
а также сохранения размера наружного диаметра перьев установка пера 5 после переточки должна осуществляться таким образом, чтобы режущие кромки вершин и центр окружности перьев лежали на одной прямой //. Для достижения этого втулку поворачивают при помощи звездочки на необходимый угол. Ввиду того, что торец втулки контактирует с торцом державки по ступенчатой спирали, перо 5 сместится вдоль оси державки на величину, пропорциональную углу поворота, в результате чего и выдерживается размер между вершинами профилей вдоль оси.
На облегченных режимах резания может использоваться резец, у которого черновое перо 3, с целью экономии инструментального материала, является съемным, выполняемым на жестко закрепляемом на державке кольце 12.
Предмет изобретения
Резьбовой резец для внутренней резьбы полукруглого сечеиия с канавкой по дну впадины, снабженный двумя разнесенными на /2 шага половинками спиральных иерьев - черновым и чистовым, вершины и центр окружности режущих кромок которых расположены на одной прямой, а черновое перо выполнено на цилиндрической державке, отличающийся тем, что, с целью нарезания резьбы на прямых и обратных ходах резца с реверсированием
вращения шпинделя, режущие кромки перьев направлены в одну сторону, а чистовое перо выполнено на надеваемой на державку с возможностью поворота втулке, торец которой контактирует с торцом державки по ступенчатой спирали с шагом, равным шагу спирали перьев.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЙ РЕЗЕЦ | 1970 |
|
SU264109A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОЙ ВТУЛКИ | 2005 |
|
RU2311570C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ ФАСОННОГО ПРОФИЛЯ | 1970 |
|
SU272008A1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| Торцевая фреза для обработки армированных волокном материалов, таких как углепластик | 2013 |
|
RU2669963C2 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| Устройство для механической обработки корпусов наручных часов | 1980 |
|
SU966659A1 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |
72
