И:и.1б)етсннс относится к изготовлению изделий и,ч пластических масс и может применяться при полвпде 6есконечнТ5Й цепи застежки молнии Р инструмент, например при ириформопании литьем под давлением соединительных элементов для разъемных застежек молний или начальных и конечных частей для застежек молний, при этом должно обеспечиваться разъединение обеих половин застежки молнии.
Известно устройство (патент ГДР № 119374. кл. В 29 D 5/00. 1976). содержащее распорники. подвижно установленные в наклонных наплавляющих пазах нижней части инструмента, причем в верхней части распорники снабжены захватами (зубьями). Распорники служат для разъединения бесконечной цепи застежки молнии, которые захватами, размешаемыми в промежутках замыкающих звеньев цепи застежки молнии, при перемещении верхней части инструмента вниз раздвигают и транспортируют цепь в объем обработки, например инструмент для литья под давлением.
Необходимый для коммутационной операции щуп препятствует разъединению цепи застежки молнии, так как он сжимает первые замыкающие звенья цепи. Для правильной работы необходимо, чтобы щуп после передачи цепи застежки молнии на рас- пориик имел достаточно време(и для его опускания. Это не обеспечивается в данном устройстве, так как опускание щупа и начало разъединения по времени совпадают.
Кроме того, цепь транспортируется в данном устройстве под углом 40°, что для многих конфекционирующих инструментов является неудовлетворительным. Эти инструменты требуют угол транспортирования D 90, т.е. по меньшей мере в последней фазе необходимо вертикальное транспортирование цепи застежки молнии в конфекциони- рующий инструмент. Кроме этого, при давлении цепи застежки относительно верхней части инструмента создается трение, которое приводит к проскальзыванию, и не обеспечивается точная подача в позицию обработки инструмента.
Целью изобретения является повы1ление качества изделия при использовании распорных устройств для осуществления рабочих тактов конфекционных устройств за счет обеспечения вертикального транспортирования цепи застежки молнии в объем обработки и исключения трения в верхней части инструмента в процессе разъединенпя звеньев цепи застежки молнии.
Согласно изобретению каждый распор- иик установлен с возможностью принудительного беззазорного перемеидения между двумя располо..еннь1ми на разной высоте и смещенных относительно друг друга роликов, причем внутренняя направляющая плоскость распорников в верхней части имеет
выемку радиусом 5 мм, ени.чу к которой примыкает вертикальный участок длиной 2 мм. переходящий в участок длиной 20 мм. наклонный под углом 25° к вертикальному
участку, затем в вертикальный участок длиной 2 мм. к которому примыкает выемка, имеющая радиус 5 мм, а направляющая плоскость распорников имеет в средней части распорника выемку радиусом 5 мм, к которой снизу примыкает прямой участок длиной 2 мм, переходящий в наклонный под углом 25 к вертикали участок, расположенный параллельно наклонному участку на внутренней направляющей плоскости распорника, при этом на верхнем крае каждого
распорника смонтирована поводковая цапфа, а в верхней части инструмента подвижно установлены клинья с пазами для взаимодействия с поводковыми цапфами.
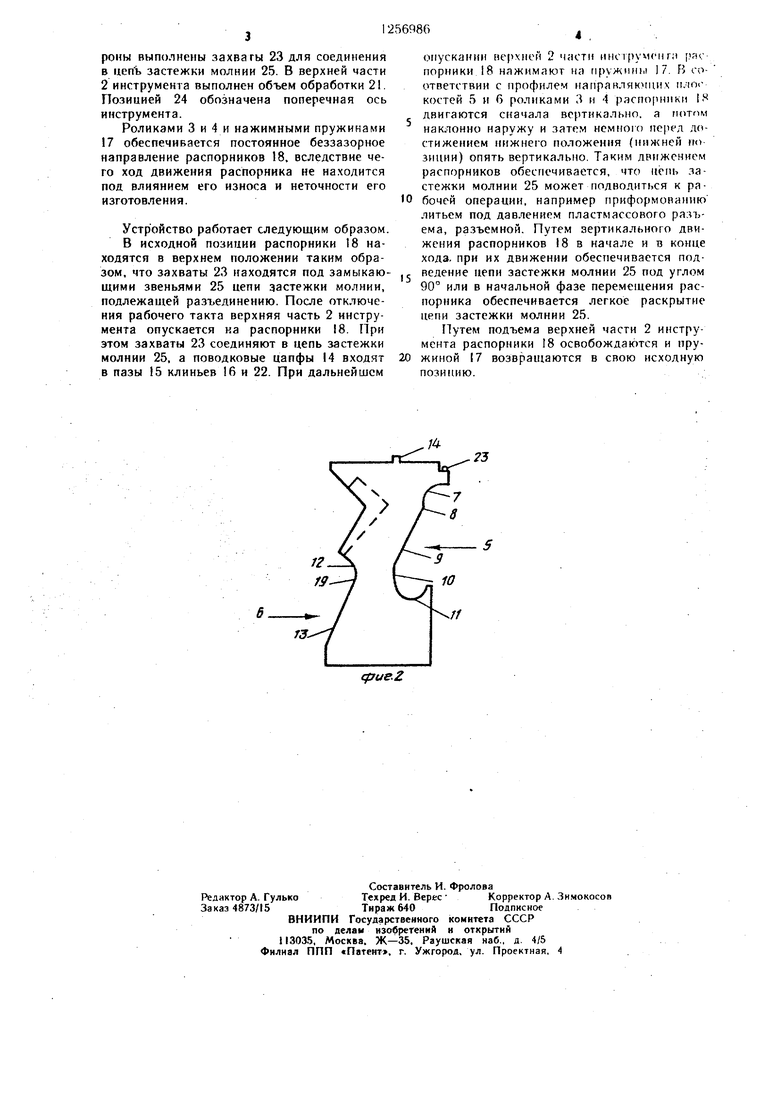
На фиг. i показано устройство, продольный разрез, (слева - в исходном положеНИИ, справа - в положении, когда распор- ник опущен в крайнее нижнее рабочее положение); на фиг. 2 - распорник.
Подводяихее устройство для конфекционирующих инструментов состоит из нижней части 1 и верхней части 2 инструмента. В нижней части 1 расположены распорники 18. Они направляются внешним роликом 3 и внутренним роликом 4 и каждый распорник прижимается к ролику 4 выемкой I посредством нажимной пружины 17 (см. левую часть фиг. I). В верхней части 2 инструмента подвижно установлены клинья 16 и 22, которые подпружинены к середине инструмента пружинами 20. На верхнем крае каждого распорника 18 смонтирована поводковая цапфа 14, а в нижней части клиньев 16 и 22 выполнены пазы 15 для взаимодействия с поводковыми цапфами 14. Распорник 18 выполнен в виде одной детали (фиг. 2). На внешней и внутренней направляющих плоскостях 5 и 6 распорника выполнены соответствующие выемки и различные участки, чтобы обеспечить определенный ход движения распорника при его опускании и подъеме. Внутренняя направляющая плоскость распорника в верхней части имеет выемку 7
радиусом 5 мм. снизу к которой примыкает вертикальный участок 8 длиной 20 мм, наклонный под углом 25° к вертикальному участку 8, затем вертикальный участок 10 длиной 2 мм, к которому примыкает выемка П, имеющая радиус 5 мм. Внешняя.направляющая плоскость pacnopHHsia в средней части имеет выемку 12 радиусом 5 мм, к которой снизу примыкает Прямой участок 19 длиной 2 мм. переходящий в наклонный под углом 25° к вертикали участок 13. расположенный параллельно участку 9. Ролики 4 и 3 имеют радиус 5 мм, который соответствует радиусам выемок И и 12. На верхнем конце распорника 18 с внутренней сто
роны выполнены захваты 23 для соединения в цепь застежки молнии 25. В верхней части 2 инструмента выполнен объем обработки 2. Позицией 24 обозначена поперечная ось инструмента.
Роликами 3 и 4 и нажимными пружинами 17 обеспечивается постоянное беззазорное направление распорников 18. вследствие чего ход движения распорника не находится под влиянием его износа и неточности его изготовления.
Устройство работает следующим образом В исходной позиции распорники 18 находятся в верхнем положении таким образом, что захваты 23 находятся под замыкаю 1ДИМИ звеньями 25 цепи застежки молнии, подлежащей разъединению. После отключения рабочего такта верхняя часть 2 инструмента опускается на распорники 18. При этом захваты 23 соединяют в цепь застежки молнии 25, а поводковые цапфы 14 входят в пазы 15 клиньев 16 и 22. При дальнейшем
опускании верхней 2 чгк ти инструмсмг;) ряс порники 18 нажимают на пружинм 17. В соответствии с профилем напраклякмцих ii. ioc костей 5 и 6 роликами 3 и 4 распорнпкм 18 двигаются сначала вертикально, а потпм наклонно наружу и затем немного ie|ien стижением нижнего положения (нижней гго зиции) опять вертикально. Таким движением распорников обеспечивается, что иепь застежки молнии 25 может подводиться к ра- О бочей операции, например приформованию литьем под давлением пластмассового рялъ- ема, ра.зъемной. Путем вертикального движения распорников 18 в начале и в конце хода, при их движении обеспечивается под- ,, ведение цепи застежки молнии 25 под углом 90° или в начальной фазе перемещения распорника обеспечивается легкое раскрытие цепи застежки молнии 25.
Путем подъема верхней части 2 инструмента распорники 18 освобождак)тся и пру- 20 жиной 17 возвращаются в свою исходную позицию.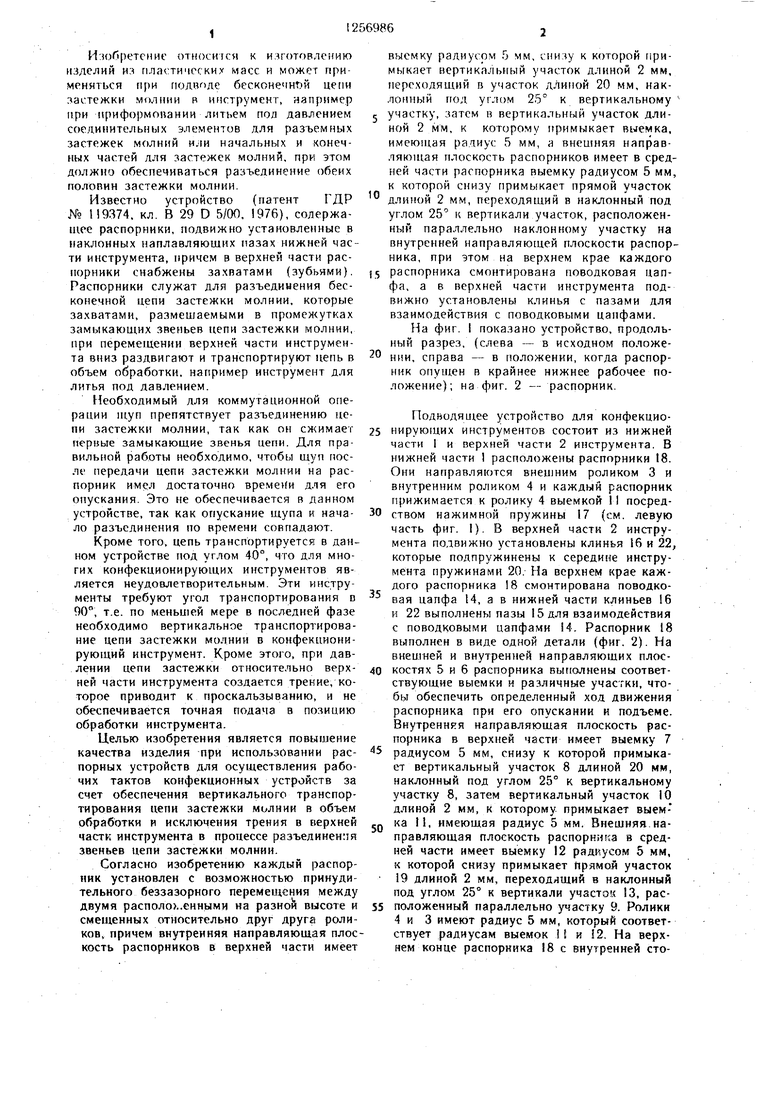
tpue.Z
