11258523
Изобретение относится к прокатному производству и может быть испольте
зовйно при изготовлении холоднокатаной нагартованной лентл из углеродистой и пружинной стали,применяемой в машиностроении для изготовления моторных цепей, дисков сцепления и других деталей.
Цель изобретения - повышение пластичности и однородности свойств при сохранении прочности.
В табл. 1 даны режимы отжига и свойства нагартованной ленты.
Т а б л и ji а 1
Из данных табл. 1 следует что температура начала рекристаллизации
Пример 1. Горячекатаную полосу из стали толщиной 3,2 мм, шириной 1400 мм подвергают продольному роспуску на полосу шириной 450 мм, затем травлению в непрерывной линии. После травления ленты сматьтают в рулон весом 10 т и проводят смягчающий отжиг подката, после чего осуществляют холодную прокату с обжатие 31,3% до толщины 2,2 мм. После холод ной прокатки плотносмотанные рулоны имеют внутренний диаметр 750 мм, на- ружньй диаметр 2000 мм. Отжиг рулоно 35 осуществляют в однотонной колпаковой печи садкой весом 50 т с нагревом в среде запщтного газа (4-6% Н, 94-96 NJJ). Скорость нагрева в опережающей точке садки 100 С/ч, в отстающей
холоднокатаной ленты из стали 65Г на- О точке садки 12,5 С/ч. После нагрева
ходится в районе 600 С. Отжиг ленты при температуре ниже температуры рекристаллизации на 40-200 С, т.е. при 400-580 С, обеспечивает прочностные свойства в пределах нормы для нагартованной ленты. Пластичность ленты из стали 65Г, изготовленной по предлагаемому способу, в 3 раза вьшге, чем из ленты, изготовленной по известному способу.
Обработка при 350°С и ниже не обеспечивает получение прочности менее 1200 МПа.
Обработка при температуре вьше температуры начала рекристаллизации
5
0
(620 С и вьпие) приводит к интенсивному разупрочнению, при температуре отжига прочность ленты снижается до 675 МПа (по нормам прочность нагартованной ленты должна быть не менее 750 МПа).
Обработка по предлагаемому способу обеспечивает получение высокопрочной ленты со свойствами, ди4)ференци- рованными по классам прочности Hi (свыше 750 до 900) Н2 (свьше 900 до 1050), НЗ (свыше 1050 до 1200). Отжиг при 550-580°С обеспечивает получение прочности класса Н1, отжиг при 450-500 С - класса Н2, при 400-450 С - класса НЗ. Любой из зтих трех режимов обеспечивает получение ленты с прочностью класса Н (свыше 750 до 1200).
Пример 1. Горячекатаную полосу из стали толщиной 3,2 мм, шириной 1400 мм подвергают продольному роспуску на полосу шириной 450 мм, затем травлению в непрерывной линии. После травления ленты сматьтают в рулон весом 10 т и проводят смягчающий отжиг подката, после чего осуществляют холодную прокату с обжатием 31,3% до толщины 2,2 мм. После холодной прокатки плотносмотанные рулоны имеют внутренний диаметр 750 мм, на- ружньй диаметр 2000 мм. Отжиг рулонов 5 осуществляют в однотонной колпаковой печи садкой весом 50 т с нагревом в среде запщтного газа (4-6% Н, 94-96% NJJ). Скорость нагрева в опережающей точке садки 100 С/ч, в отстающей
5
0
проводят вьщержку в течение 10 ч для выравнивания температуры по толщине намотки рулонов. По окончании вьщерж- ки проводят охлаждение до 150 С. За45 тем рулоны охлаждают на складе до температуры окружающей среды, подвергают продольному роспуску с обрезной кромкой на агрегатах резки с кромко- моталками и механическим испытаниям.
50 Результаты испытаний механических свойств высокопрочной ленты из стали, изготовленной по предлагаемому способу, приведены в табл. 2.
Обработка при температуре 400-430 С обеспечивает получение прочности в пределах 1050-1200 МПа (класс НЗ) при 4 0-500 0 - получение прочности в пределах 900-1050 МПа (класс Н2); при 500-550 С - получение прочности 3 пределах 750 - 900 МПа (класс Н1)30
Пример 2. Горячекатаную по- лосу из стали толщиной 6,0 ни, шири- - ной 1400 мм подвергают роспуску на полосу шириной 450 мм, затем травлению, смягчающему отжигу, холодной
25
33,3 400-430 480 33,3 500-530 681
Таблица 2
прока ;ке до толщины, 4,0 мм Тобжатие 33,3%), смотке в рулон весом 10 т и отжигу по предлагаемому способу, как описано в примере 1. Химический сос гав стали следующий, %: С 0,50; Si ),28; Мп 0,68; S 0,024; Р 0,030; Сг J,04; Ni 0,07; Си 0,13; А1 0,005.
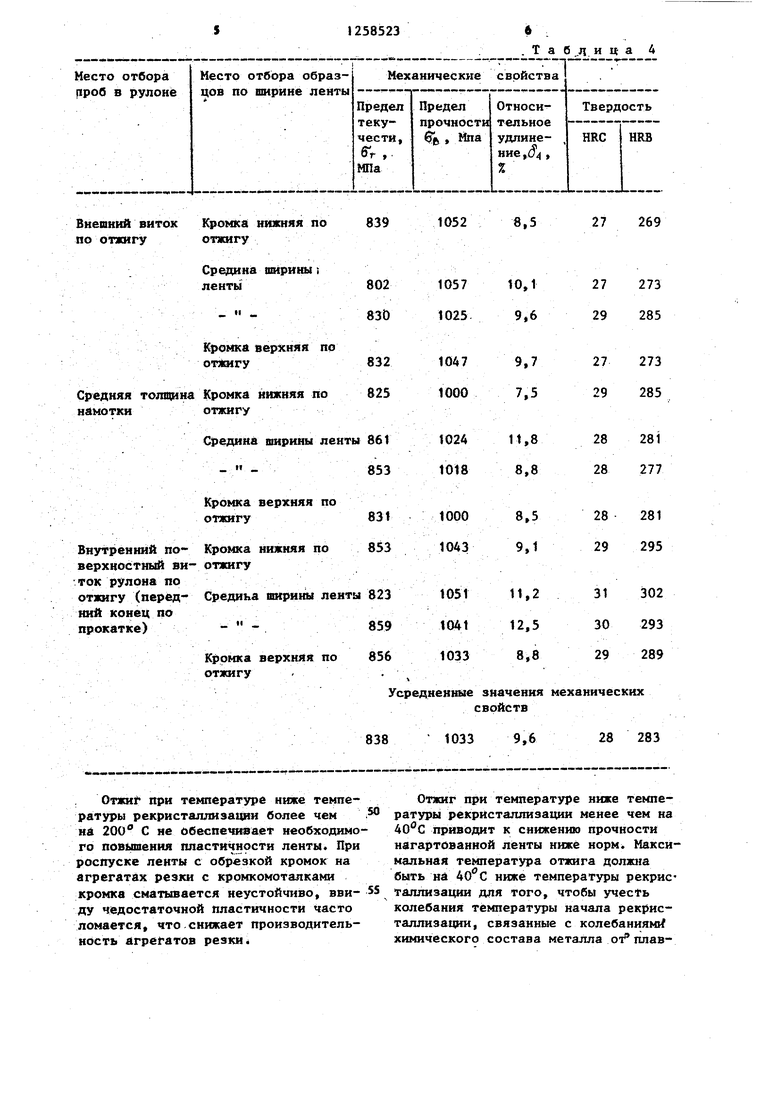
Результаты испытаний механических свойств ленты из стали по классам прочности Н (750-1100), HI (750- 950), Н2 (-900-1100) и по пластичности представлены в табл. 3 и 4.
|Т а б л и ц а 3
957
1042 935
3,2
8,2 9,7
Кромка нижняя по отжигу
Средина ширины; ленты
Кромка верхняя по отзкигу
Кромка нижняя по отжигу
Средина ширины ленты 861 - Кромка верхняя по отжигу
Кромка нижняя по отжигу
Срёдиьа ширины ленты 823 «I
Кромка верхняя по отжигу
, ОтжиГ при температуре ниже температуры рекристаллизации более чем на 200 С не Обеспечивает необходимого повышения пластичности ленты. При роспуске ленты с обрезкой кромок на агрегатах резки с кромкомоталками кромка сматывается неустойчиво, вви- ду недостаточной пластичности часто ломается, что.снижает производительность агрегатов резки
Таблица А
1052
8,5
27
269
Усредненные значения механических свойств
838
1033
9.6
28 283
Отжиг при температуре ниже температуры рекристаллизации менее чем на 40 с приводит к снижению прочности нагартованной ленты ниже норм. Максимальная температура отжига должна быть на ниже температуры рекристаллизации для того, чтобы y4ectb колебания температуры начала рекристаллизации, связанные с колебаниям химического состава металла от плав
71
ки к плавке и неоднородностью дефор- мащ1и от полосы к полосе, вызванную продольной и поперечной разнотолщин- ностью горячекатаного проката.
Осуществление в способе холодной прокатки с относительным обжатием 30-60% обеспечивает сокращение производственного цикла, увеличение производительности и экономию энергоресурсов .
Холодная прокатка с обжатием менее 30% нерациональна с точки зрения производительности стана холодной . прокатки. Обжатие более 60% приводит к возникновению надрывов на кромке, что уменьшает выход годного при производстве ленты.
Экономическая эффективность предлагаемого способа по сравнению с известным заключается в увеличении про изводительности процесса холодной прокатки, получении ленты из углеродистой и пружинной стали с высокой пластичностью при сохраншш прочности.
Производительность процесса продольного роспуска с обрезкой кромок увеличивается за счет возможности подрезки высокопрочной ленты на агрегатах резки с кромкомоталками. Кроме
Редактор О. Головач Заказ 5061/10
Составитель В. Васильева
Техред А.Кравчук-. Корректоре. Шекмар
Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
0
8523
8
того, создается возможность.изготовления высокопрочной ленть из углеродистой пруж11нной стали в толщинах 1-4 мм с дифференцированной прочг ностью в соответствии с нормами. При осуществлении предлагаемого способа достигаются увеличение однородности металлических свойств по толщине ленты и выхода годного, а также высокая однородность прочностных свойств. Так, разбег по прочности в пределах одного рулона весом 10-12 т не пре- вьшает 60 МПа.
15 Формулаизобретения
Способ изготовления холоднокатаной высокопрочной ленты, преимущественно из углеродистой и пружинной стали, включающий горячую прокатку, смягчающийютжиг, холодную прокатку, отжиг и продольный роспуск ленты с обрезкой кромок, отличающий- с я тем, что, с целью повышения пластичности и однородности свойств при сохранении прочности, холодную прокатку осуществляют с обжатием 30-60%, а отжиг производят при температуре ниже температуры рекристаллизации на 40-200 с.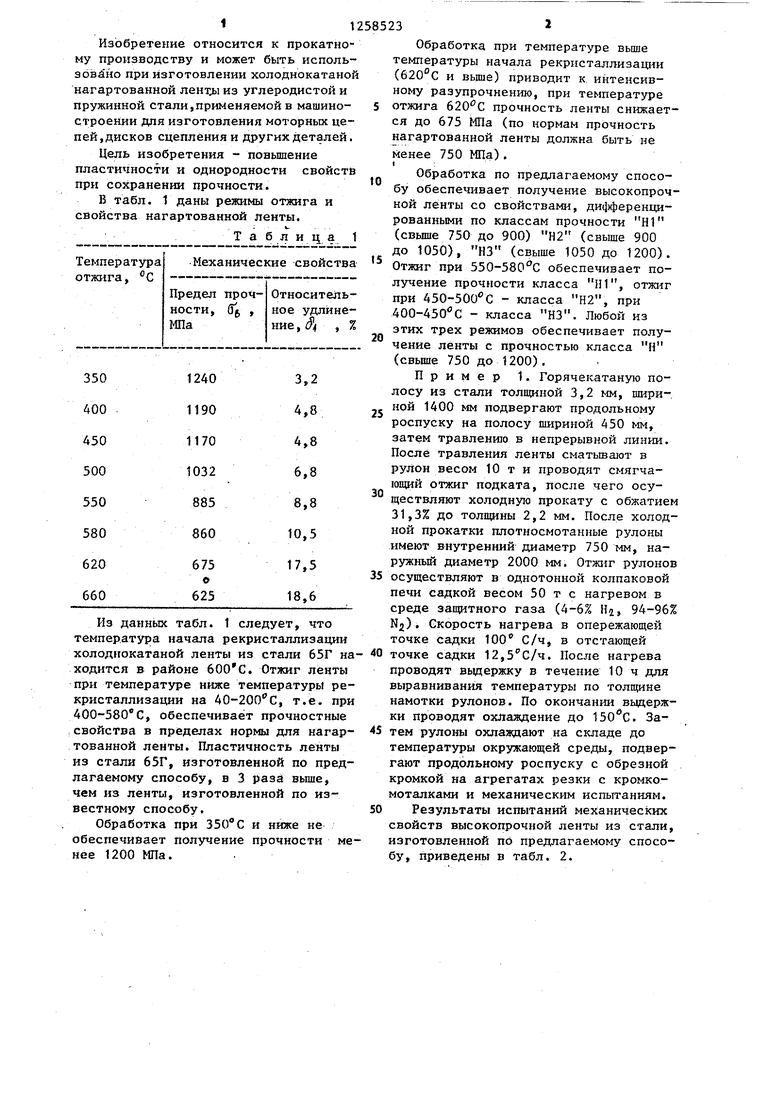

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления холоднокатаной нагартованной ленты для производства биметаллических ленточных пил | 1991 |
|
SU1780884A1 |
| Способ обработки полосы из низкоуглеродистой стали | 1981 |
|
SU995925A1 |
| Способ производства тонкой высокопрочной стальной полосы,с покрытием из железоцинкового сплава | 1985 |
|
SU1303623A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 1999 |
|
RU2155645C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2001 |
|
RU2203965C2 |
| Способ производства высокопрочной оцинкованной стальной полосы | 1987 |
|
SU1482961A1 |
| Способ изготовления нагартованной ленты для пильных цепей | 1988 |
|
SU1532597A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ УПАКОВОЧНОЙ ЛЕНТЫ | 2013 |
|
RU2529325C1 |
| Способ производства холоднокатаного проката | 2024 |
|
RU2834541C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
Изобретение относится к прокатному производству и может использоваться при изготовлении холоднокатаной нагартованной ленты из углеродистой и пружинной стали, применяемой для моторных цепей. Цель изобретения - повышение пластичности н однородности свойств при сохранении прочности. Способ состоит в том, что холодную прокатку осуществляют с обжатием 30-60%, а отжиг производят при температуре ниже температуры рекристаллизации на 40-200 С. 4 табл. (fl С
| Способ производства нагартованной ленты из нержавеющих сталей аустенитного класса | 1974 |
|
SU655736A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления нагартованной ленты из нержавеющих сталей аустенитного класса | 1979 |
|
SU929718A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
