2, Способ контактной стыковой сварки сопротивлением, при котором измеряют падение напряжения на электродах машины и протекающий сварочный ток, н вычисляют электрическое сопротивление свариваемых деталей и по его величине осуществляют управление и контроль процесса сварки, отличающийся тем, что, с целью повьтения качества сварных соединений, при повышенной инерционности сварочной машины, сварочньй . ток отключают в момент равенства первой производной по времени электрического сопротивления свариваемых деталей наперед заданной величине, большей нуля, при условии что вторая
Изобретение относится к сварочном производству, а именно к электрической контактной стыковой сварке сопротивлением преимущественно изделий из стальной проволоки.
Цель изобретения - повьш1ение качества сварных соединений с учетом инерционности сварочной машины.
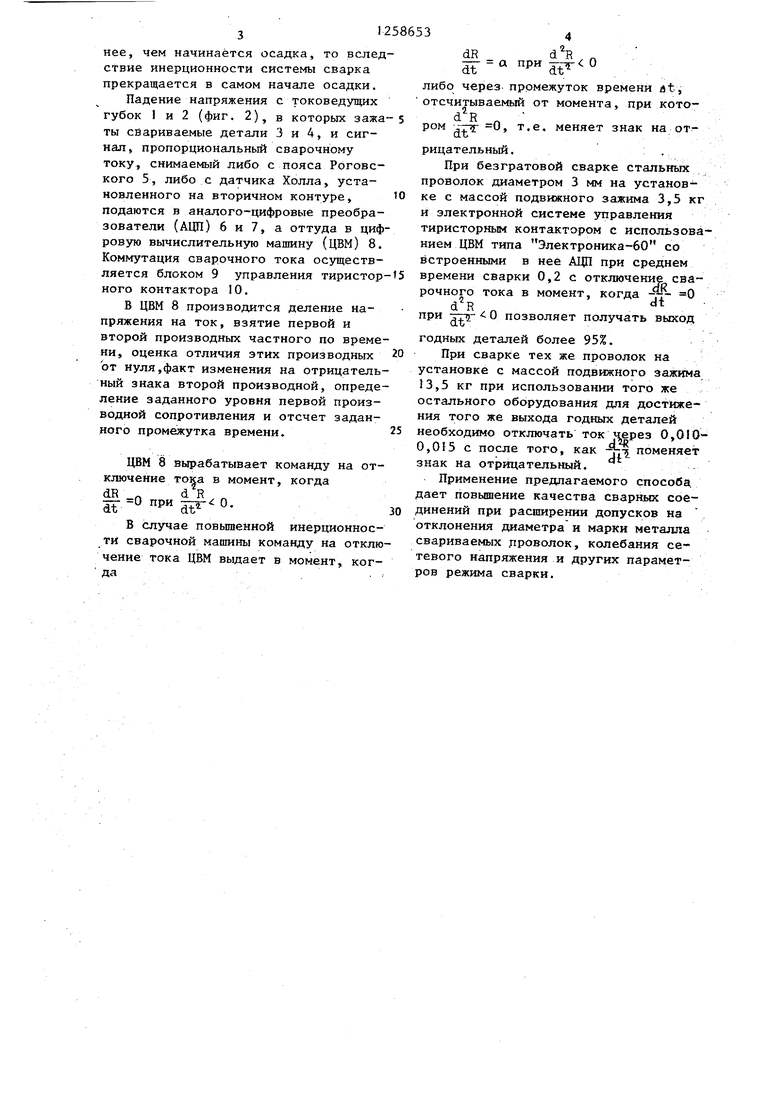
На фиг. I показана скена определения моментов выработки команд на отключение сварочного тока; на . 2 - блок-схема устройства для реализации способа.
Характер изменения электрического сопротивления деталей (R) в процессе сварки показьгоает кривая 1, его
. ., ,dRv «. R первой второй (;ггтг) производ- cixdT
иых по времени показывают соответст- веняо кривые 2 и 3, сварочного тока и перемещения подвижного зажима - кривые 4 и 5. А - момент вьщачи команды иа отключение сварочного тока 8 - выдачи этой команды в случае повышенной инерционности сварочной машины, о- заданное значение ; At заданный промежуток времени после того момента, в котором 0. Пунктиром показан известный способ ; управления - по величине осадки, сплошной вертикальной линией - первы вариант способа, штрих-пунктиром
8653
производная этого сопротивления меньше нуля.
3. Способ контактной стыковой сварки сопротивлением, при котором измеряют падение напряжения на электродах машины и протекающий сварочньй ток и вычисляют электрическое сопротивление свариваемых деталей и по его величине осуществляют контроль и управление процесса сварки, отличающийся тем, что сварочньй ток отключают через заданный промежуток времени после момента изменения знака второй производной по времени электрического сопротивления свариваемых деталей с положительного на отрицательньй.
второй вариант способа при повьшгенной инерционности сварочной машины.
Способ осуществляется следующим образом.
При малой инерционности сварочной машины (как ее механической части, так и системы коммутации тока) команду на отключение сварочного тока выдают в тот момент (А), когда 0
при
d dt
dt
0. В этот момент рост R,
обусловленный повьшгением удельного сопротивления металла с ростом теплосодержания деталей,компенсируется сниже- нием R, которое определяется уменьшением длины деталей в результате начинающейся осадки.Величина осадки и соответственно грата еще мала,а соединение уже образовалось.
,4 о
При повышенной инерционности сварочной машины команду на отключение сварочного тока выдают заранее при
условии, что меньше нуля либо в
(it
dP
тот момент В, когда ;гг , либо через
dt
заданный промежуток времени ut, отсчитываемый от момента С, когда
0. At и Q подбираются экспериd R
dt
ментально в зависимости от инерционности сварочной мапшны. Так как команду на отключение тока выдают ранее, чем начинается осадка, то вследствие инерционности системы сварка прекращается в самом начале осадки.
Падение напряжения с токоведущих губок 1 и 2 (фиг, 2), в которых зажаты свариваемые детали 3 и 4, и сигнал, пропорциональный сварочному току, снимаемый либо с пояса Роговс- кого 5, либо с датчика Холла, установленного на вторичном контуре, подаются в аналого-цифровые преобразователи (АЦП) 6 и 7, а оттуда в цифровую вычислительную машину (ЦВМ) 8. Коммутация сварочного тока осуществляется блоком 9 управления тиристорного контактора 10.
В ЦВМ 8 производится деление напряжения на ток, взятие первой и второй производных частного по времени, оценка отличия этих производных от нуля,факт изменения на отрицательный знака второй производной, определение заданного уровня первой производной сопротивления и отсчет заданного промежутка времени.
ЦВМ 8 вырабатывает команду на отключение тока в момент, когда
-
0.
dR п
it - Р
d R
в случае повьтенной инерционности сварочной машины команду на отключение тока ЦВМ выдает в момент, когда
5 О 5
0
5
0
а при
О
dR
dt dt; либо через- промежуток времени at, отсчитываемый от момента, при котоd Rром ,-гтг 0 т.е. меняет знак на от
dt
рицательный..
При безгратовой сварке стальных проволок диаметром 3 мм на установке с массой подвижного зажима 3,5 кг и электронной системе управления тиристорньм контаистором с использованием ЦВМ типа Электроника-60 со встроенными в нее АЩ при среднем времени сварки 0,2 с отключение сваЖ. 0
рочного тока в момент, когда
при О dt
dt
позволяет получать выход
годных деталей более 95%.
При сварке тех же проволок на установке с массой подвижного зажима 13,5 кг при использовании того же остального оборудования для достижения того же выхода годных деталей необходимо отключать ток через 0,010- 0,015 с после того, как -4j поменяет знак на отрицательный.
Применение предлагаемого способа. дает повышение качества сварных соединений при расширении допусков на отклонения диаметра и металла свариваемых дроволок, колебания сетевого напряжения и других параметров режима сварки.
гтт«
Редактор А. Сабо
. , л«г .
Составитель Г. Чайковский
Техред М.Ходанич Корректор А. Обручар
Заказ 5071/16 Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, уя. Проектная, 4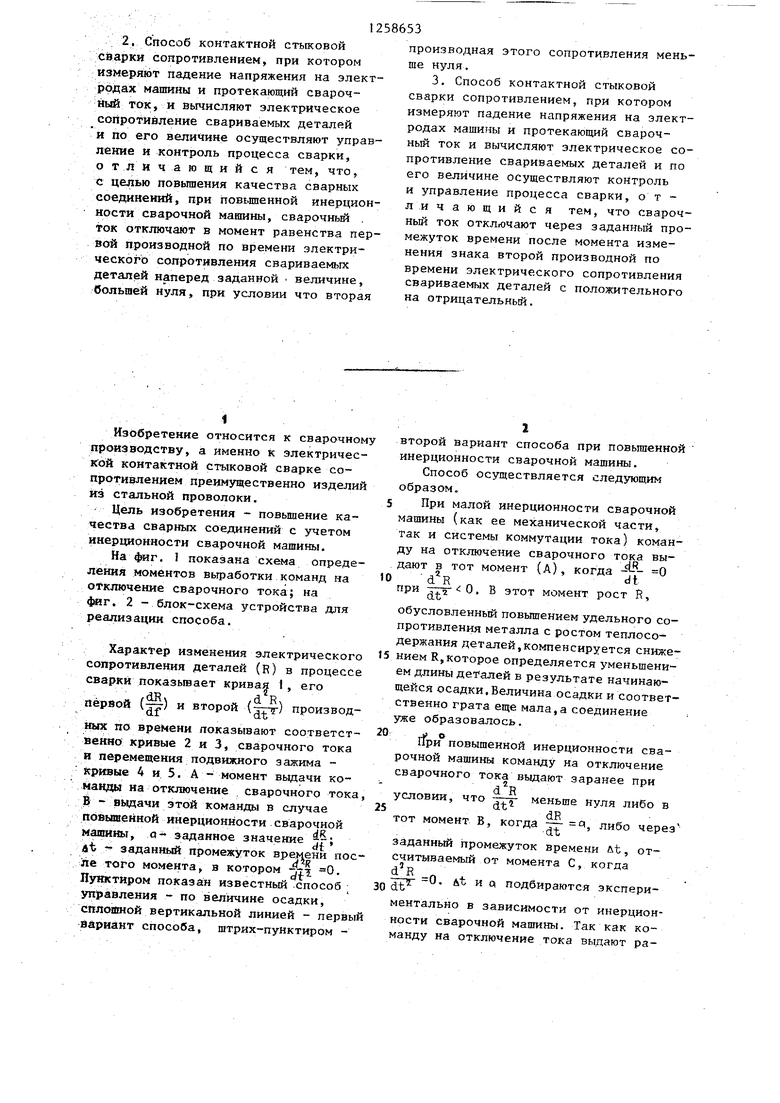
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1655708A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1459857A1 |
| Способ стыковой сварки сопротивлением | 1986 |
|
SU1386405A2 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1986 |
|
SU1391827A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1648680A1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1512735A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1839133A1 |
| Способ управления процессом контактной стыковой сварки непрерывным оплавлением | 1988 |
|
SU1641546A1 |
1. Способ контактной стыковой сварки сопротивлением, при котором измеряют падение напряжения на электродах магаины и протекающий сварочный ток, вычисляют электрическое сопротивление свариваемых деталей и по его величине осуществляют управление и контроль процесса сварки, о т л и- чающийся тем, что, с целью повьппения качества сварных соедине- НИИ, сварочный ток отключают в момент равенства нулю первой производной электрического сопротивления свариваемых деталей по времени при условии, что вторая производная этого сопротивления меньше нуля. к ел 00 0 ел со
