Изобретение относится к области сварки.
Целью изобретения является повышение качества сварных соединений и производительности сварочных работ за счет более точного определения момента оплав- ления по всему свариваемому сечению деталей.
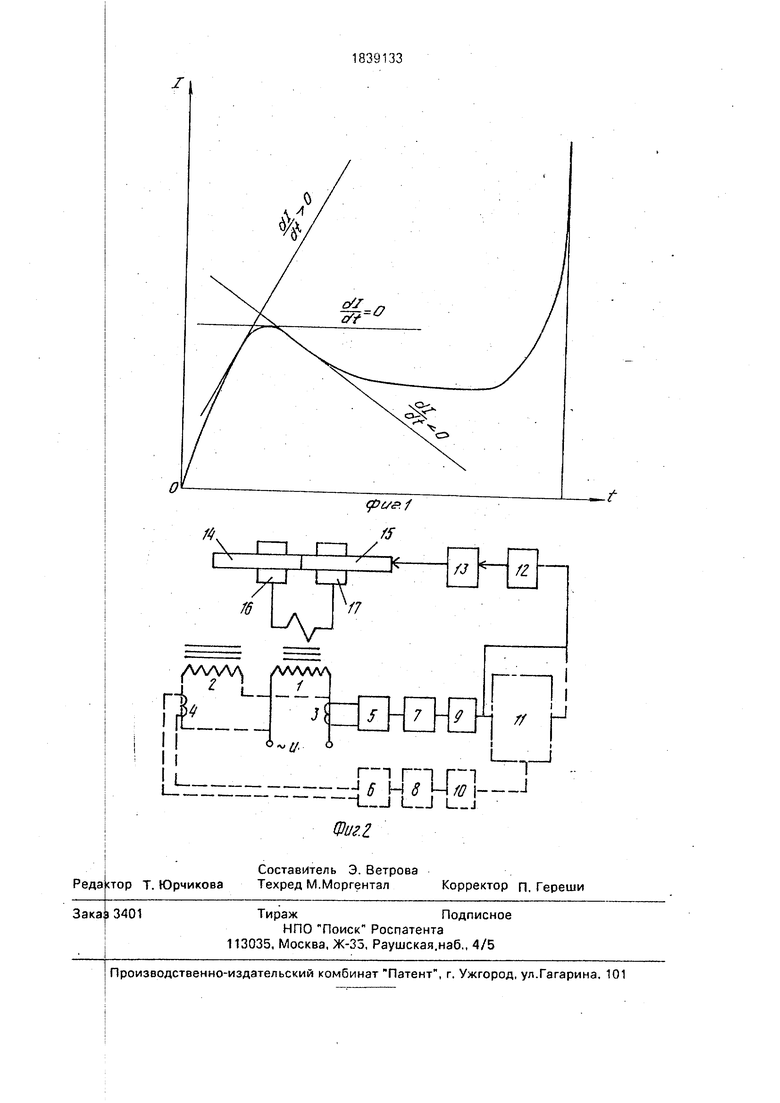
На фиг.1 представлены графическое изображение производных тока по времени и запись сварочного тока при контактной стыковой сварке деталей; на фиг.2 представлена схема устройства для определения момента оплавления деталей по всему свариваемому сечению и выработки сигнала на включение программы сварки.
Устройство, состоит из параллельно включенных сварочных трансформаторов 1 и,2, трансформаторов 3 и А тока, датчиков 5 и 6 тока, преобразователей 7 и 8 тока, дифференцирующих звеньев 9 и 10, блока 11 совпадения, блока 12 программирования, привода 13 перемещения машины. На фиг.2 показаны свариваемые детали 14 и 15 и токоподводящие зажимы 16 и 17.
Способ осуществляют следующим образом.
После начала оплавления на локальном участке свариваемого сечения на трансформаторе 3 тока возникает электрический сигнал, который усиливается датчиком 5 тока и выпрямляется преобразователем 7, затем подается на дифференцирующее звено 9. По мере оплавления косины сварочный ток возрастает, поэтому производная имеет положительное значение - сигнал на включение программирующего устройства не подается и оплавление продолжается без программы с постоянной скоростью. В момент оплавления деталей по всему свариваемому сечению ток оплавления имеет максимальное значение и некоторое время остается на этом уровне, при этом производная равна нулю - сигнал на включение
программы и в этом случае не выдается. При дальнейшем оплавлении ввиду значительного повышения электрического сопротивления свариваемых деталей сварочный ток
начинает уменьшаться. В этот момент производная принимает отрицательное значение, что фиксируется дифференцирующим звеном, которое выработает управляющий сигнал, производящий включение программирующего устройства. После включения программирующего устройства цепочка дифференцирующего звена разрывается и сигнал на программирующее устройство не подается.
При сварке деталей с развитым свариваемым сечением, к которым подводят напряжение от нескольких сварочных трансформаторов, в данном случае 3 и 4, включенных параллельно, устройство работает аналогично вышеописанному, за исключением того, что выход каждого дифференцирующего звена 9, 10 подключают к блоку 11 совпадения, который подает сигнал на включение программирующего
устройства только в том случае, когда в каждой параллельной цепи производная принимает отрицательное значение.
Программирующее устройство задает
закон перемещения привода 13 машины, который воздействует на свариваемые детали 14, 15, расположенные в зажимах 16, 17. Изобретение позволяет автоматически с высокой точностью корректировать режим
сварки, учитывая при этом разделку кромок и косину между торцами деталей каждого стыка в отдельности. Это позволяет значительно повысить производительность контактной сварки и стабильность качества
сварных соединений.
(56) Солодовников С.А., Кучук-Яценко С.И. и др. Оборудование для контактной сварки рельсов и его эксплуатация. Киев: Наукова думка, 1973, с. 13.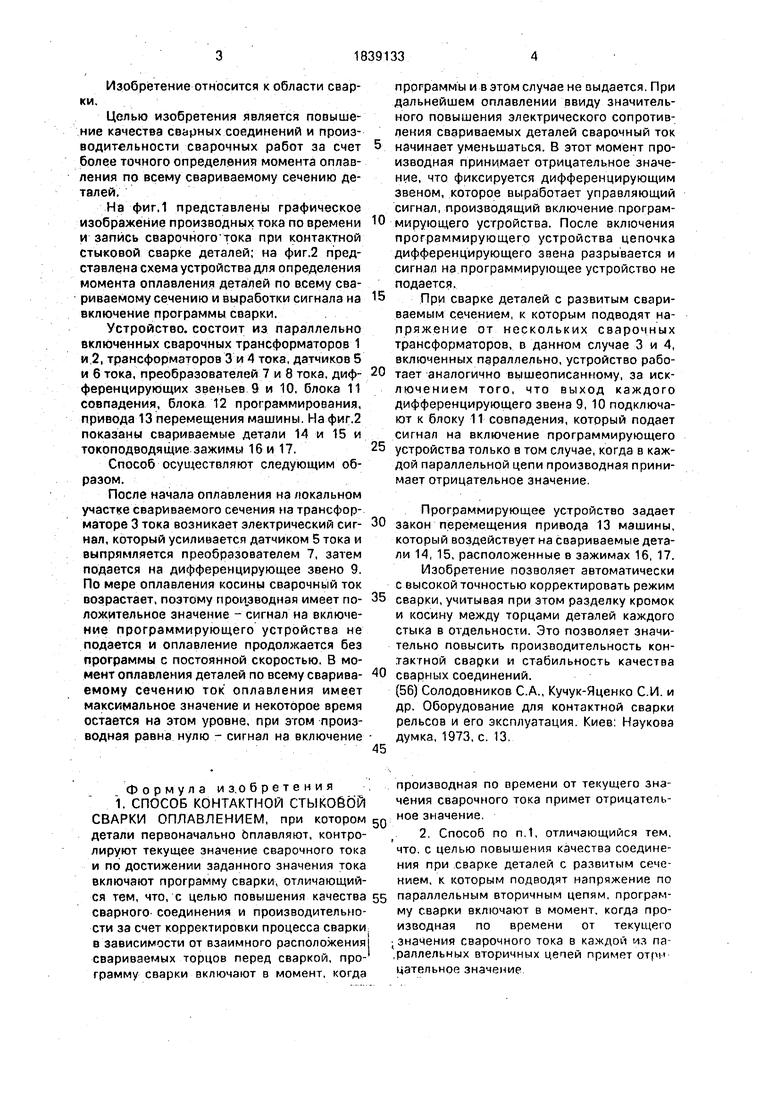
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом стыковой сварки оплавлением | 1991 |
|
SU1757818A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1655708A1 |
| Способ управления процессом контактной стыковой сварки оплавлением | 1986 |
|
SU1391828A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Машина для контактной стыковой сварки оплавлением | 1979 |
|
SU904247A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281190C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки оплавлением | 1979 |
|
SU854642A1 |
| Устройство контроля и управления процессом контактной стыковой сварки | 1986 |
|
SU1344545A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1459857A1 |
Формула изобретения 1. СПОСОБ КОНТАКТНОЙ СТЫКОббЙ СВАРКИ ОПЛАВЛЕНИЕМ, при котором 50 детали первоначально Ьплавляют, контролируют текущее значение сварочного тока и по достижении заданного значения тока включают программу сварки, отличающийся тем, что, с целью повышения качества 55 сварного соединения и производительности за счет корректировки процесса сварки, в зависимости от взаимного расположения свариваемых торцов перед сваркой, программу сварки включают в момент, когда
производная по времени от текущего значения сварочного тока примет отрицательное значение.
2, Способ по п.1, отличающийся тем, что. с целью повышения качества соединения при сварке деталей с развитым сечением, к которым подводят напряжение по параллельным вторичным цепям, программу сварки включают в момент, когда производная по времени от текущего ; значения сварочного тока в каждой из па- .раллельных вторичных цепей примет отри цательное значение
