со
00 О)
о ел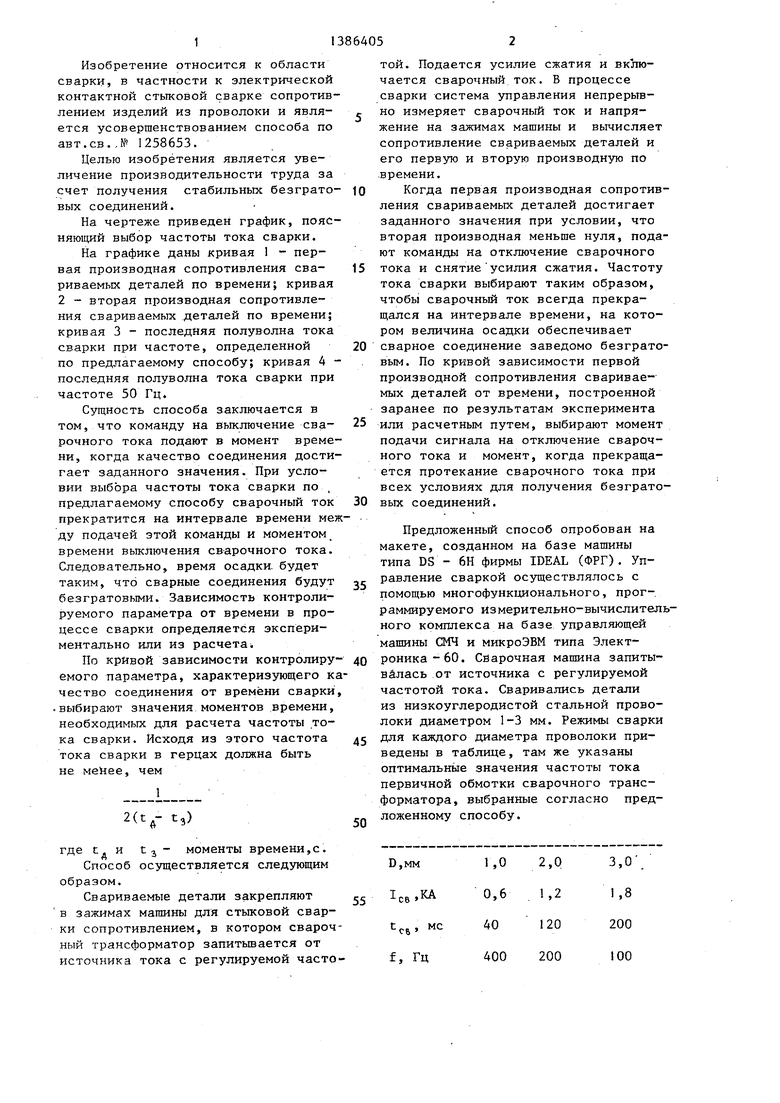
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки сопротивлением /его варианты/ | 1985 |
|
SU1258653A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1648680A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ ПИТАНИЕМ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА ПРИ СВАРКЕ | 2011 |
|
RU2521743C2 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО ПИТАНИЯ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА | 2007 |
|
RU2392099C2 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1655708A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1983 |
|
SU1080941A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| Способ регулирования процесса контактной сварки | 1986 |
|
SU1581512A1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434723C1 |
| Способ контроля сопротивления короткого замыкания контактной стыковой машины | 1981 |
|
SU1042927A1 |
Изобретение относится к области сварки, в частности к контактной стыковой сварке сопротивлением изделий из проволоки. Цель - получение безгратовогр :соединения, преимущественно изделий из проволоки. В ходе сварки измеряют сопротивление свариваемого соединения, его первую и вторую производные. Сварку ведут на повышенной частоте питающего напряжения. Значение частоты выбирается исходя из того, что параметр, характеризующий окончание процесса сварки и определяемый из значений сопротивления, достигает заданного значения . 1 ил.,1 табл.
к
Изобретение относится к области сварки, в частности к электрической контактной стыковой сварке сопротивлением изделий из проволоки и явля- ется усовершенствованием способа по авт.св.,№ 1258653.
Целью изобретения является увеличение производительности труда за счет получения стабильных безграто- вых соединений.
На чертеже приведен график, поясняющий выбор частоты тока сварки.
На графике даны кривая 1 - первая производная сопротивления сва- риваемых деталей по времени; кривая 2 - вторая производная сопротивления свариваемых деталей по времени; кривая 3 - последняя полуволна тока сварки при частота, определенной по предлагаемому способу; кривая 4 - последняя полуволна тока сварки при частоте 50 Гц.
Сущность способа заключается в том, что команду на выключение сварочного тока подают в момент времени, когда качество соединения достигает заданного значения. При условии выбора частоты тока сварки по предлагаемому способу сварочный ток прекратится на интервале времени между подачей этой команды и моментом времени выключения сварочного тока. Следовательно, время осадки, будет таким, что сварные соединения будут безгратовыми. Зависимость контролируемого параметра от времени в процессе сварки определяется экспериментально или из расчетаi
По кривой зависимости контролиру- емого параметра, характеризующего качество соединения от времени сварки, выбирают значения моментов времени, необходимых для расчета частоты тока сварки. Исходя из этого частота тока сварки в герцах должна быть не мейее, чем
2( t,)
где t, и tj - моменты времени,с.
Способ осзпцествляется следующим образом.
Свариваемые детали закрепляют в зажимах мащины для стьжовой сварки сопротивлением, в котором сварочный трансформатор запитьшается от источника тока с регулируемой часто
5
0
0 з
0
5
5
0
той. Подается усилие сжатия и включается сварочный ток. В процессе сварки система управления непрерывно измеряет сварочный ток и напряжение на зажимах машины и вычисляет сопротивление свариваемых деталей и его первую и вторую производную по .времени.
Когда первая производная сопротивления свариваемых деталей достигает заданного значения при условии, что вторая производная меньше нуля, подают команды на отключение сварочного тока и снятие усилия сжатия. Частоту тока сварки выбирают таким образом, чтобы сварочный ток всегда прекращался на интервале времени, на котором величина осадки обеспечивает сварное соединение заведомо безграто- вым. По кривой зависимости первой производной сопротивления свариваемых деталей от времени, построенной заранее по результатам эксперимента или расчетным путем, выбирают момент подачи сигнала на отключение сварочного тока и момент, когда прекращается протекание сварочного тока при всех условиях для получения безграто- вых соединений.
Предложенный способ опробован на макете, созданном на базе машины типа DS - 6Н фирмы IDEAL (ФРГ). Управление сваркой осуществлялось с помощью многофункционального, программируемого измерительно-вычислительного комплекса на базе управляющей машины СМЧ и микроЭВМ типа Электроника -60. Сварочная машина запиты- вйлась от источника с регулируемой частотой тока. Сваривались детали из низкоуглеродистой стальной проволоки диаметром 1-3 мм. Режимы сварки для каждого диаметра проволоки приведены в таблице, там же указаны оптимальные значения частоты тока первичной обмотки сварочного трансформатора, выбранные согласно предложенному способу.
Брак,%
2,0 2,0
Брак при
50 Гц,% 30 25
1386405
2,0 деталей при питании первичной обмотки сварочного трансформатора током с частотой, выбранной по предлагае10 5 мому способу, и с частотой питающей сети 50 Гц.
Снижение частоты тока сварки приводит к росту процента бракован- ных изделий по грату. Повьшение частоты сверх указанной в таблице приводит к увеличению потребляемой сварочной машинной мощности.
В таблице приводятся сравнитель- ные данные по выходу бракованных
Формула изобретения
Способ стыковой сварки сопротивлением по авт.св. № 1258653, отличающийся тем, что, с целью увеличения производительности труда за счет получения стабильных без- гратовых соединений, сварку ведут на повьшенной частоте.
| Способ контактной стыковой сварки сопротивлением /его варианты/ | 1985 |
|
SU1258653A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
