Изобретение относится к способам повышения прочностных характеристик материала, в частности предела вы- .носливости чугунов, и может быть использовано для упрочнения чугунных изделий, например коленчатых валов , двигателей внутреннего сгорания.
Целью изобретения является повышение предела выносливости при минимальном изменении геометрии изделий,
В результате механической обработки (резцом, шлифования и даже полирования) в поверхностном слое деталей формируются макронапряжения и микроискажения, существенным образом влия- ющие на механические характеристики, в частности, на циклическую прочность. Установлено что наличие этих макронапряжений и микроискажений в чугуне снижает эффективность после- дующего упрочнения методом поверхностного пластического деформирования Для устранения этого негативного явления применяют электрохимическое стравливание тонкого поверхностного слоя после механической обработки.
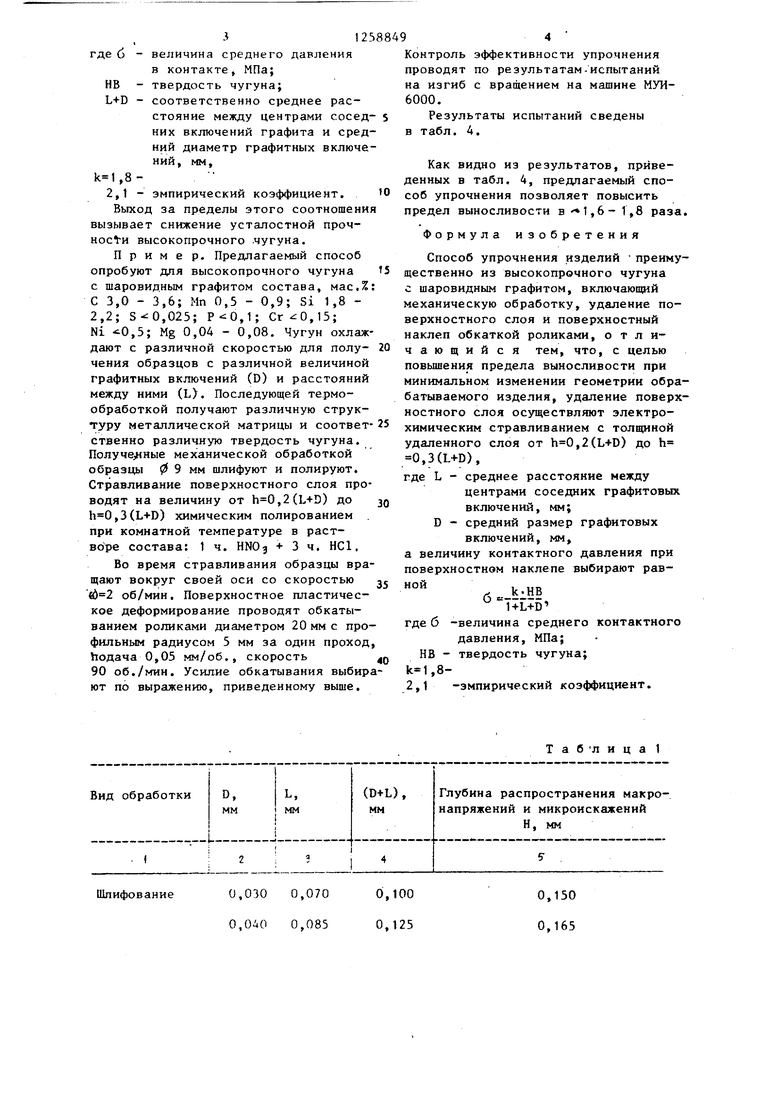
Связь глубины распространения накронапряженйй и микроискажений в чугуне с шаровидным графитом с раз- нерами включений D н расстояниями между ними L представлена в табл. 1.
Глубину распространения макронапряжений к 1 гакроискалсений олгределяют по прекращению1 изменения профиля рентгеновских дифракционных линий при послойном стеравливании дeфopмиpo ванной обработкой зоны цилиндрических образцов 09 мм.
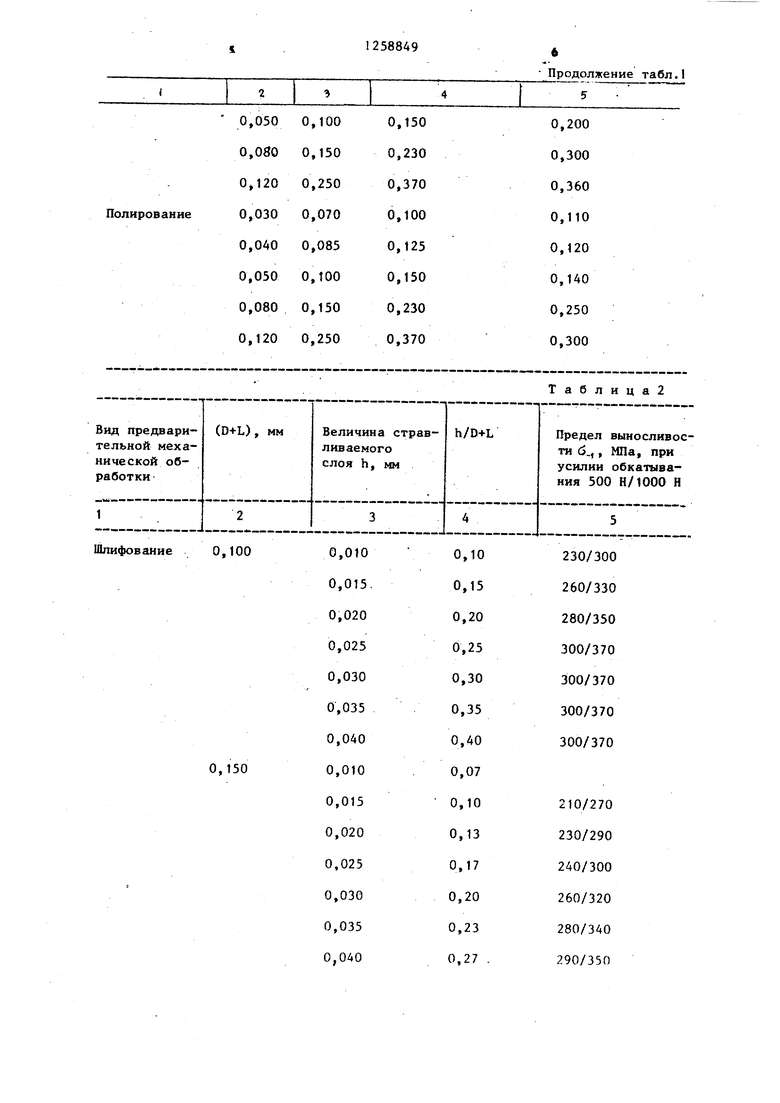
Оптимальная величина стравлираемо го слоя зависит от глубины распро- странения макронапряжений и микроискажений, а следовательно, и от величины (D+L).
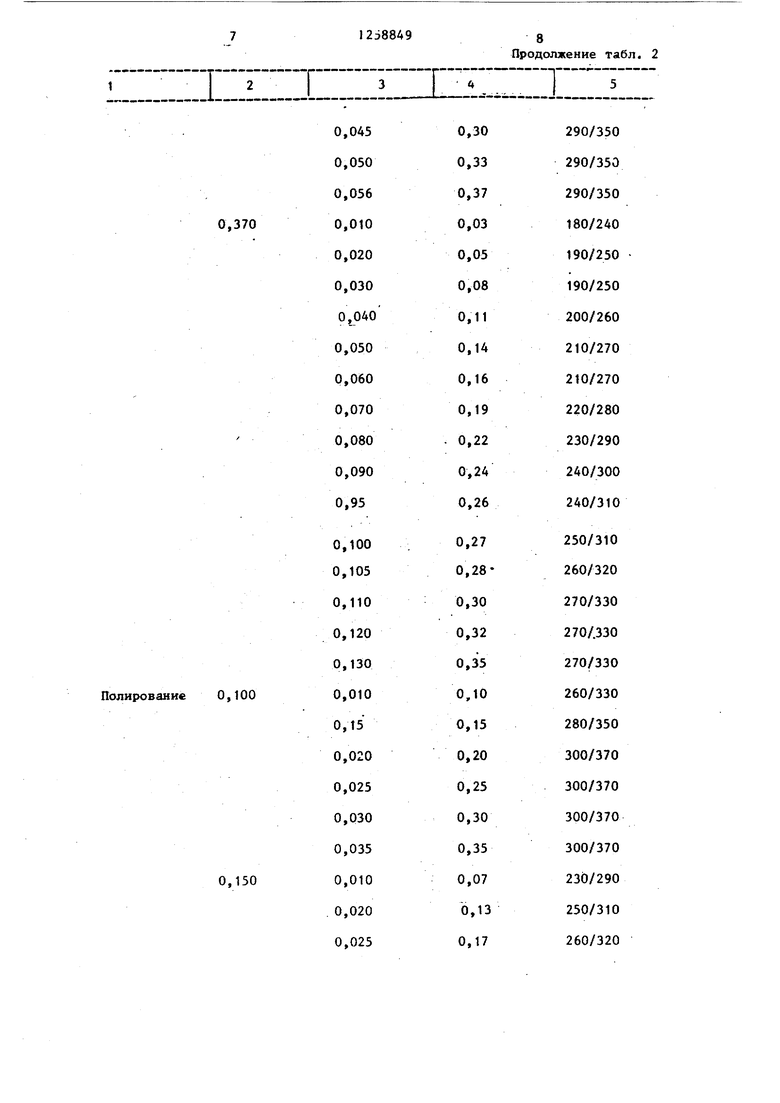
Результаты определения оптималь ной величины стравливаемого слоя сведены в табл, 2.
Предел выносливости определяют испытаниями на знакопеременный изгиб при вращении на испытательной машине МУИ-6000.
Перед испытаниями образцы 9 мм обкатывают роликами 0 20 мм с профильным радиусом 5 мм при нескольких условиях обкатывания. Все образцы имеют одинаковую твердость НВ (290-300).
Как видно из табл. 2, для различной механической обработки поверхности перед поверхностным пластическим деформированием (с различными усилиями) Следует проводить стравливание поверхностного слоя, причем толщину удаляемого слоя можно определить из соотношения
0,2.j.Jg.O,3.
Нижний предел этого соотношения - ,2(L+D) связан с понижением усталостной прочности чугуна. Увеличение h сверх 0,3(L+D) не вызывает дальнейшего увеличения усталостной прочности, а приводит к нежелательному изменению геометрии (уменьшению диаметра) детали и поэтому нецелесо образно.
Так как глубина формирования макронапряжений и микроискажений при поверхностной обработке, включая и .поверхностное пластическое деформирование, зависит от параметра (L+D), определяют оптимальное усилие обкаты вания при изменении этого параметра. При этом изучают высокопрочный чугун с различной твердостью.
В качестве параметра усилия обкатывания выбирают величину среднего давления в контакте. Этот параметр пригоден для деталей различного диаметра. Он удобен для характеристики относительных изменений напряженно- деформированного состояния.
Определение оптимального усилия обкатывания проводят на цилиндрических образцах 9 мм, которые после механической обработки шлифова кием и полированием стравливают по цилиндрической поверхности химическим полированием при комнатной температуре в растворе состава 1 ч. HNO,+3 ч. НС1 по предлагаемой Технологии. Во время стравливания образцы вращают вокруг своей оси со скоростью Си 2 об/мин. Контроль эффективности упрочнения, проводят по результатам испытаний на изгиб при вращении на испытательной машине МУИ-6000..,
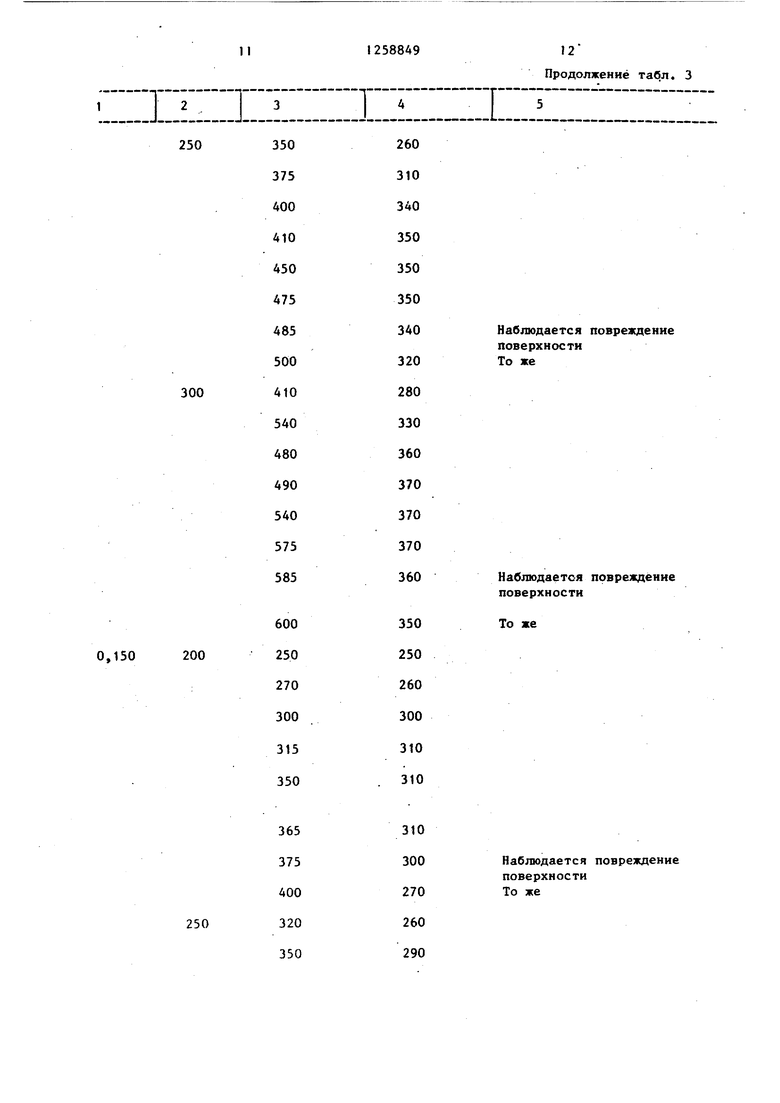
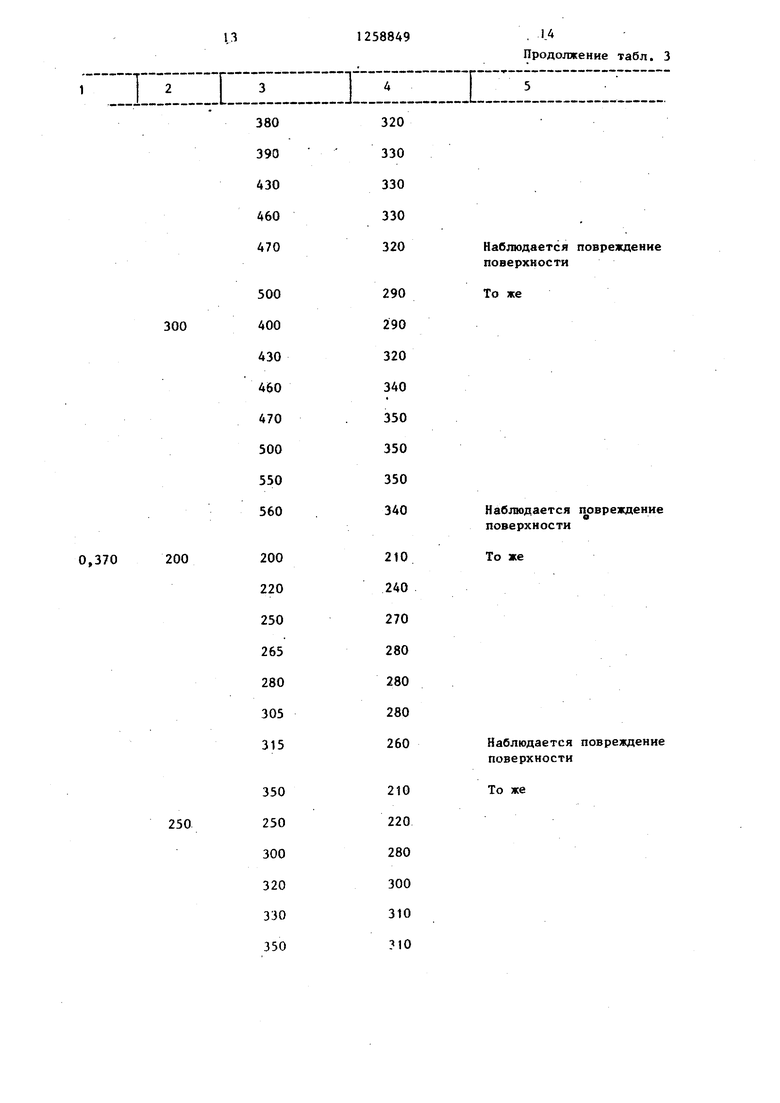
Результаты измерений сведены в табл. 3.
Обобщая приведенные в табл. 3 результаты при помощи интерполяции на ЭВМ, выбор усилия обкатывания при ППД высокопрочного чугуна проводят по выражению
. k HB
Т Тт:Щ
где б - величина среднего давления
в контакте, МПа; НВ - твердость чугуна; Ы-D - соответственно среднее расстояние между центрами сосед- них включений графита и средний диаметр графитных включений, мм, ,8- 2,1 - эмпирический коэффициент.
Выход за пределы этого соотношения вызывает снижение усталостной прочности высокопрочного .чугуна.
Приме р. Предлагаемый способ опробуют для высокопрочного чугуна с шаровидным графитом состава, мас.% С 3,0 - 3,6; Мп 0,5 - 0,9; Si 1,8 - 2,2; ,025; ,1; ,15; Ni 0,5; Mg 0,04 - 0,08. Чугун охлаждают с различной скоростью для полу- чения образцов с различной величиной графитных включений (D) и расстояний между ними (L). Последующей термообработкой получают различную структуру металлической матрицы и соответ- ственно различную твердость чугуна. Получе ные механической обработкой образцы 0 9 мм шлифуют и полируют. Стравливание поверхностного слоя проводят на величину от ,2(L+D) до ,3(L+D) химическим полированием при комнатной температуре в растворе состава: 1 ч. HNOj «3ч. НС1,
Во время стравливания образцы вращают вокруг своей оси со скоростью об/мин. Поверхностное пластическое деформирование проводят обкатыванием роликами диаметром 20 мм с профильным радиусом 5 мм за один проход, Ьодача 0,05 мм/об., скорость 90 об,/мин. Усилие обкатывания выбирают по выражению, приведенному выше.
Шлифование
0,030 0,070 0,100 0,040 0,085 0,125
Контроль эффективности упрочнения проводят по результатам-испытаний на изгиб с вращением на машине МУИ- 6000.
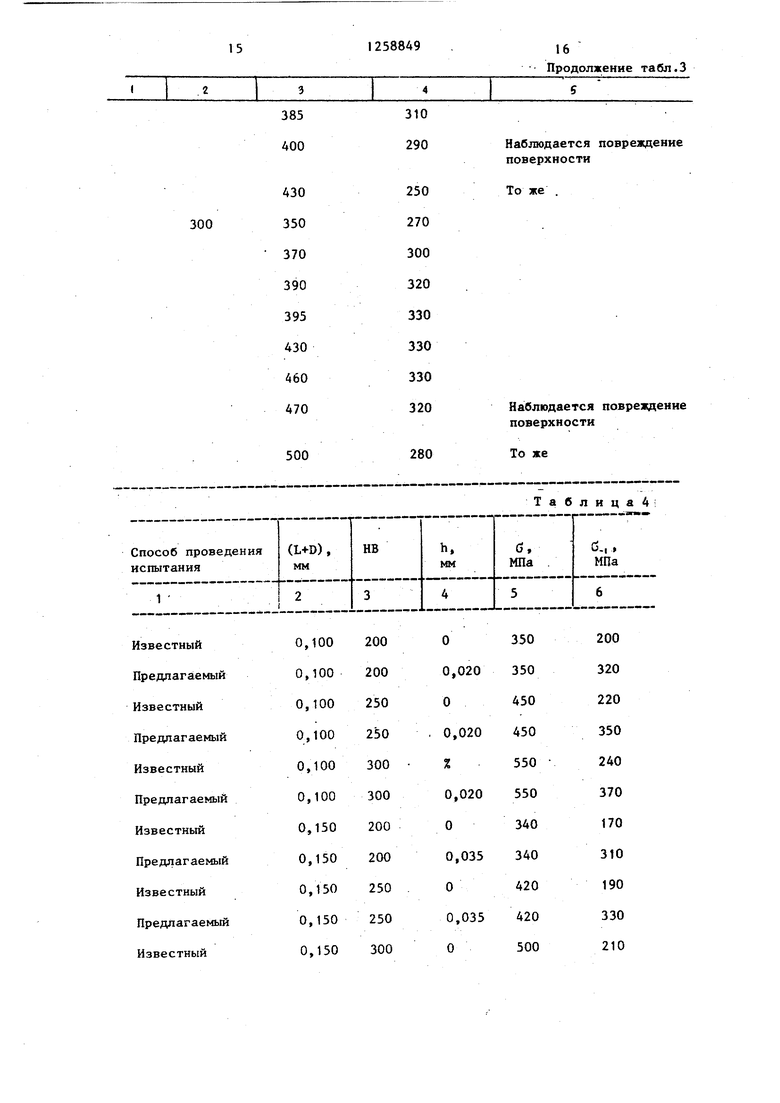
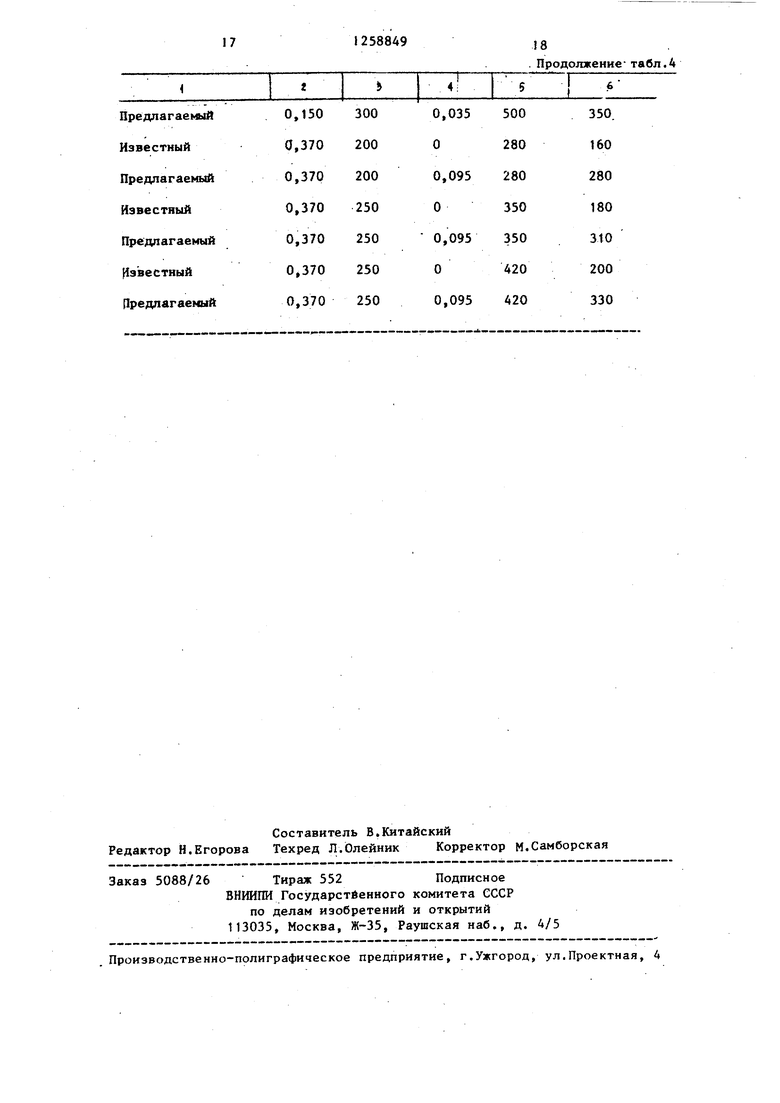
Результаты испытаний сведены в табл. 4.
Как видно из результатов, приведенных в табл. 4, предлагаемый способ упрочнения позволяет повысить предел выносливости в ,6- 1,8 раза
Формула изобретения
Способ упрочнения изделий преимущественно из высокопрочного чугуна с шаровидным графитом, включающий механическую обработку, удаление поверхностного слоя и поверхностный наклеп обкаткой роликами, отличающийся тем, что, с целью повышения предела выносливости при минимальном изменении геометрии обрабатываемого изделия, удаление поверхностного слоя осуществляют электрохимическим стравливанием с толщиной удаленного слоя от ,2(L+D) до h 0,3(), где L - среднее расстояние между
центрами соседних графитовых
включений, мм; D - средний размер графитовых
включений, мм,
а величину контактного давления при поверхностном наклепе выбирают . k.HB
-- HL D
где б -величина среднего контактного
давления, МПа; НВ - твердость чугуна; ,8- 2,1 -эмпирический коэффициент.
Т а б -л и ц а 1
0,150 0,165
Шлифование0,100
Продолжение табл.1
Таблица2
,100
200
310 315 325 350 380 390 400 410
ТаблицаЗ
Наблюдается повреждение
поверхности
То же
Продолжение табл. 3
17
0,150 0,370 0,370 0,370 0,370 0,370 0,370
Составитель В.Китайский Редактор Н.Егорова Техред Л.Олейник Корректор М.Самборская
Заказ 5088/26 Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
1258849
8 . Продолжение табл.4
0,035
О
0,095
О
0,095
О
0,095
500 280 280 350 350 420 420
350. 160 280 180 310 200 330

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей | 1986 |
|
SU1341225A1 |
| Способ контроля термической обработки стали | 1987 |
|
SU1497240A1 |
| Способ упрочнения деталей из чугуна с шаровидным графитом | 1969 |
|
SU274813A1 |
| УДАРНО-ОБКАТНОЙ ИНСТРУМЕНТ С АКСИАЛЬНО СМЕЩЕННЫМИ ИНДЕНТОРАМИ | 2009 |
|
RU2412038C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ С ПРУЖИННЫМ ВИБРАТОРОМ | 2006 |
|
RU2317883C1 |
| СПОСОБ УДАРНОЙ ОБКАТКИ | 2009 |
|
RU2412039C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ УСТРОЙСТВОМ С ПРУЖИННЫМ ВИБРАТОРОМ | 2006 |
|
RU2317884C1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2314906C1 |
| ВЫСОКОПРОЧНЫЙ АНТИФРИКЦИОННЫЙ ЧУГУН | 2007 |
|
RU2337996C1 |
| УСТРОЙСТВО ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2371299C1 |
Изобретение относится к способам повьшения прочностных характеристик материала, в частности, предела выносливости чугунов, и может быть использовано для упрочнения чугунных изделий, например коленчатых валов двигателей внутреннего сгорания. Целью изобретения является повышение предела выносливости при минимальном изменении геометрии изделий. После механической обработки осуществляют удаление поверхностного слоя электрохимическим стравливанием слоя толщиной от h-0,2(L+D) до Ь«0,3(Ы-0), где L - среднее расстояние между центрами соседних графитовых включений, м; D - средний размер графитовых включений, KW, затем проводят поверхностный наклеп обкаткой роликами с величиной контактного давления 
| Способ обработки сварных изделий изАуСТЕНиТНыХ КОРРОзиОННОСТОйКиХ СТАлЕй | 1979 |
|
SU840161A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 975815, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
