Изобретение относится к прокатому производству, в частности к от- , ёлке проката на агрегатах непрерыв- ого действия, и может быть использоано при производстве холодногнутых рофилей проката.
Цель изобретения - расширение технологических возможностей.
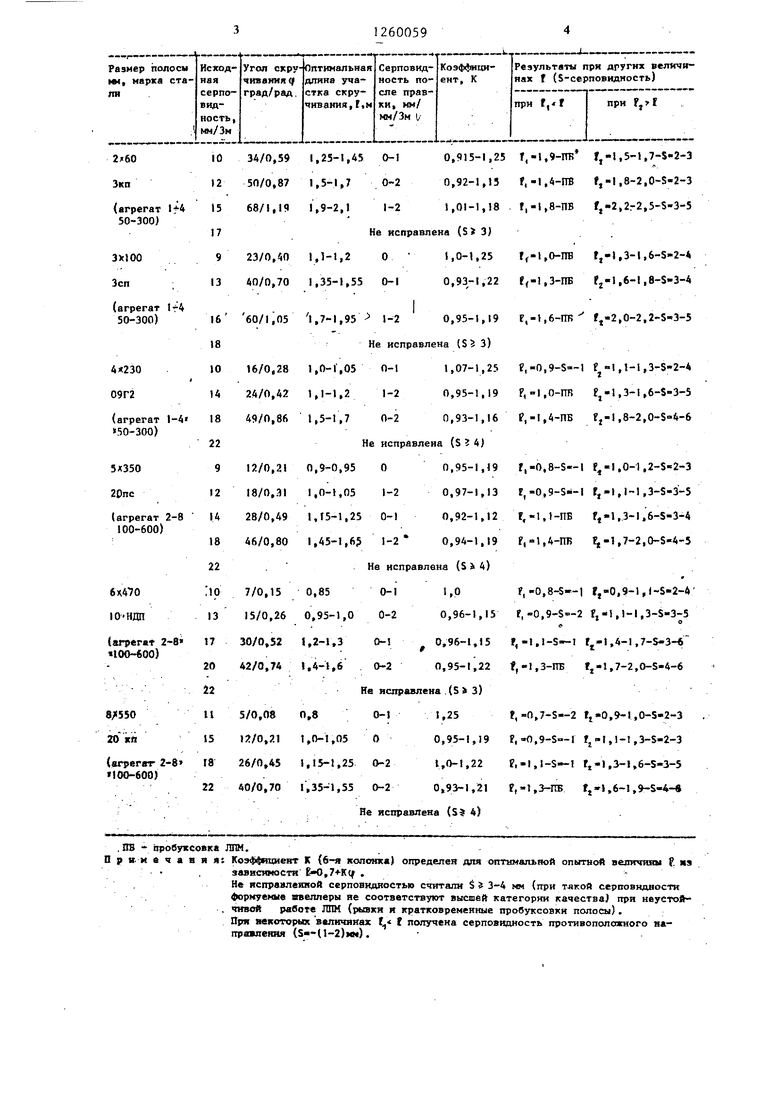
Выправляемую полосу поворачивают округ ее более длинной .-кромки перед правильной машиной (например, с помощью тянущих роликов, имеющихся на всех,современных профилеги0оч- ных агрегатах), одновременно увеличивая перекрытие роликов правильной машины со стороны более короткой кромки полосы до требуемого уменьшения или исчезновения серповидкос- ти после этой машины, причем длину участка скручивания полосы Е принимают пропорциональной величине угла поворота полосы Cf иа выражения
,7+(0,92-1,25}Cf,
где - длина участка скручивания
поло сы, м; С - угол скручивания полосы,
рад.
Предлагаемый способ реализуется следующим образом.
Тянущие ролики (ТР) профилеги- бочного агрегата, выполненные с возможностью поворота в вертикальной плоскости (для скручивания полосы) и перемещения вдоль направления движения полосы (с фиксированием на требуемом расстоянии от листо- правильной машины - ЛПМ), устанавливают на минимальном расстоянии от ЛПМ, которое определяется из приведенной вьшзе эмпирической зависимости при (f 0.
При прохождении через ТР и ЛПМ агрегата серповидного участка полосы эту пйлосу начинают поворачивать вокруг ее более длинной кромки (визуально на ней наблюдается волнистость) , одновременно увеличивая перекрытие роликов ЛПМ с помощью нажимного устройства со стороны более короткой (вогнутой в горизонтальной плоскости) кромки полосы. Так как увеличение перекрытия роликов ЛПМ уменьшает радиус изгиба, проходящей через ЛПМ полосы, то одностороннее увеличение перекрытия усиливает эффект вытягивания (пластического растяжения) короткой кромки.
При скручивании полосы и одновременном увеличении перекрытия роликов ЛПМ обычно наступает пробуксовка этих роликов (вплоть до полной остановки
полосы). Поэтому ТР удаляют от ЛПМ, что уменьшает сопротивление полосы заходу в ЛПМ на участке скручивания, то устранения пробуксовки и продолжения движения полосы через
ТР и ЛПМ с требуемой скоростью. Ес- ли выходящая из ЛПМ полоса имеет недопустимую серповидность, то все операции повторяются в описанной последовательности до -уменьшения или
устранения серповидности.
При прохождении через ТР и ЛПМ участка полосы с серповидностью меньшей, чем исправленная, расстояние между ТР и ЛПМ (т.е. длину участка
скручивания ,угол скручивания, а также величину одностороннего перекрытия роликов уменьшают, так как в противном случае на выходе из ЛПМ можно получить серповидность полосы
противоположного (чем до правки) направления .
Опытную проверку предлагаемого способа правки серповидной полосы, используемой в качестве заготовки
при формовке сортовых гнутых профилей, производили на профилегибочных агрегатах 1-4 50-300 и 2-8 00-600.
С этой целью подвергали правке полосы толщиной Н 2-8 мм и шириной
В 60-550 мм из различных марок сталей,о
Полосы указанных размеров (т,е, с величиной В:Н 30-75 ) составляют не .менее 95% сортамента заготовки,
применяемой для производства сортовых гнутых профилей. Установленные на агрегатах 1-4x50-300 и 2-8 100 600 лист.оправильные машины 9 100 ( 9-роликовая) и 11150.680
(11-роликовая являются типовыми для профилегибочных агрегатов, произво- дяших сортовые гнутые профили. В опытах перекрытие на одной из сторон ЛПМ бьшо больше: для 9-роликовой
ЛПМ - на 0,5-2,5 мм, дпя 11-ролико- вой ЛПМ на 0,5-4 мм.
Результаты опытов приведены в таблице.
Использование изобретения позво- лит расширить технологические возможности за счет обеспечения качественной правки полос с исходной серповидностью до 22 мм/3 и.
Зкп
(агрегат 1--4 50-300)
3X100 Зсп
(агрегат It4 50-300)
t
09Г2
(агрегат 1-4 1-50-300)
0,915-1,25Г,-1,,-1,5-1,7-S«2-3
0,92-1,15f, 1,4-ПВf,.|,8-2,0-5-2-3
68/1,1Я 1,9-2,11-21,01-1,18,-1,8-ПБГ,-2,2г2,5-5-3-5
Не исправлена (S% 3)
10 34/0,59 1,25-1,45 0-1 12 50/0,87 1,5-1,70-2
15 17
13
16
18 10 14 18 22
23/0,40 1,1-1,2 О 40/0,70 1,35-1,55 0-1
60/1,05 1,7-1,95 1-2
1,0-1,25 ,0-ПВ Г,-1,3-1,6-5-2-4 0,93-1,22 г,-1,3-ПБ fj-1,6-1,8-5-3-4
0,95-1,19 f,-J, f,-2,0-2,2-5-3-5
Не исправлена (55 3)
16/0,28 1,0-1,05 П-1 1,07-1,25 «,-0,9-5-1 ,1-1,3-5-2-4 24/0,42 1,1-1,2 1-2 0,95-1,19 Р,-1,0-гт ,3-1,6-5-3-5 49/0,86 1,5-1,7 0-2 0,93-1,16 е,-1,4-ПБ fj-1,8-2,0-5-4-6
Не исправлена (524)
12/0,21 0,9-0,95 О 0,95-1,19 ,-0,8-5-1 f,-1,0-1,2-5-2-3 18/0,31 1,0-1,05 1-2 0,97-1,13 E,-0,9-S--I Г,-1,1-1,3-5-3-5 28/0,49 1,Г5-1,25 0-1 0,92-1,12 1,1.1-ПБ ,3-1.6-5-3-4 46/0,80 1,45-1,65 1-2 0,94-1,19 f,l,4-ra5 )(-1,7-2,0-5-4-5
Не исправлена (5 i 4)
7/0,15 0,850-11,0f,-0,8-5-1 f,-0,9-1,1-5-2-4
15/0,26 0,95-1,0 0-20,96-1,15 Г,-0,9-5-2 f,-l, 1-1,3-5-3-5
30/0,52 1,2-1,30-1 0,96-1,15f,-l,l-5-I ,4-1,7-5-3-«
42/0,74 ,4-1,б0-20,95-1,22,-1,3-ПБ ,-,7-2,0-5-4-6
Не исправлена .(5 % З)
5/0,08 0,80-11,25f,-0,7-5-2 tj-0,9-1,0-5-2-3
12/0,21 1,0-1,05 О0,95-1,19Р,-0,9-5-1 ,1-1,3-5-2-3
1,15-1,25 0-21,0-1,22f,-l,I-5-1 Г,-1,3-1,
40/0,70 1,35-1,55 0-20,93-1,21f,«l,3-ITB t,-l,6-1,9-5-4-в
Не исправлена (З 4)
. ПВ - пробуксовка ЛПМ. Пря.мвчавия; Коэффициент К {6-я колонка) определен для оптимальной опытной величины Р. NS
. зависимости , ,.Не испражпеяной серповидяостью считали S г 3-4 мм (при тлкоЯ серповндности
. ввеплеры не соответствуют высшей категории качества) при нвустой. чивой работе ЛПМ (рывки и кратковременные пробуксовки полосы), При яекоторых величинах t t получена серповидность противоположного провленяя ($«-(1-2)им).
1,0-1,25 ,0-ПВ Г,-1,3-1,6-5-2-4 0,93-1,22 г,-1,3-ПБ fj-1,6-1,8-5-3-4
0,95-1,19 f,-J, f,-2,0-2,2-5-3-5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства листовых профилей с волнистыми продольными гофрами и агрегат для его осуществления | 1991 |
|
SU1809790A3 |
| Профилегибочный агрегат | 1990 |
|
SU1727943A1 |
| Способ правки стального проката | 2021 |
|
RU2784711C1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ СТАЛИ ТОЛЩИНОЙ 2-6 ММ | 1995 |
|
RU2089355C1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1984 |
|
SU1169775A1 |
| СПОСОБ ПРАВКИ ПОЛОСЫ | 1987 |
|
RU1469660C |
| Способ задачи полосы в профилегибочный стан | 1988 |
|
SU1611498A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044578C1 |
| Профилегибочный стан | 1981 |
|
SU988407A1 |
| Профилегибочный стан | 1982 |
|
SU1042839A1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ОЧИСТНОГО ПОРШНЯ В ТРУБОПРОВОДЕ | 1995 |
|
RU2123896C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
