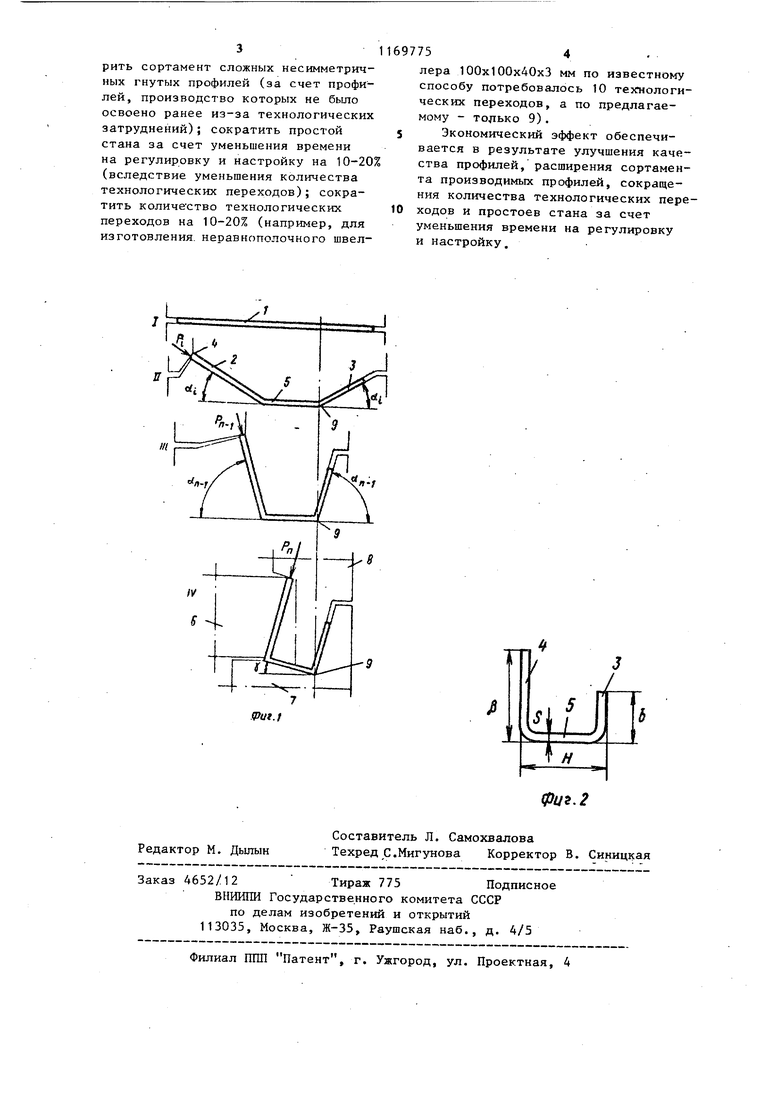
Изобретение относится к обрабо ке давлением листового материала валками специальной формы и предназначено для использования в чер металлургии, а также в транспортном, тракторном и сельскохозяйственном машиностроении. Цель изобретения - повышение к чества профилей путем уменьшения их серповидности. На фиг. 1 показана схема формо ки неравнопопочного швеллера по п лагаемому способу при повороте стенки профиля в последнем технологическом переходе на угол v ; на фиг. 2 - готовьй неравнополочньй швеллер, поперечное сечение. Предлагаемый способ может быть осуществлен с помощью устройства, содержащего комплект валков для изготовления неравнополочного г,ну го профиля. Режим профилирования неравнопол ного швеллера 100x100x40x3 мм стал Ст.З, определенней по предлагаемом способу для случая поворота стенки профиля в последнем переходе, прив ден в таблице. Для получения готового профиля по предлагаемому способу потребова лось девять технологических переходов. В I переходе исходная заготовка (полоса) 1 задается в формун клети. В переходах II и III произв дилась постепенная подгибка больше полки 2 и меньшей полки 3 на одинаковые углы od с одновременным приложе нием поперечного сжимающего усилия Р к кромке 4 большей полки 2, при этом стенка 5 оставалась в горизонтальном положении. В переходе IV одновременно производились догибка большей полки 2 боковым роликом 6 до ее окончательного положения относительно стенки 5; догибка меньшей полки 3 нижним валком 7 до ее окончательного положения относительно стенки 5; поперечное сжатие большей полки 2 усилием Р прикладываемым к ее кромке путем давления со стороны верхнего валка 8; поворот стенки 5 профиля относительно вершины места изгиба 9, прилегающего к мейьшей полке 3, на угол -у направлении подгибки большей полки 2. Угол поворота -у определяется по эмпирической формуле 2,5 S Н где тр - общий угол поворота стенки профиля по крайней мере в одном из последних технологических переходов, град; толщина металла заготовки, мм; ширина стенки профиля, мм; ширина большей полки профиля , мм; ширина меньшей полки профиля , мм. Винтообразное скручивание готового профиля составило 0°40- 0°55 на 1 м длины, что находится в пределах требований ГОСТа 8281-80 (допускаемое винтообразное скручивание на 1 м длины), серповидность составила 0,8-0,95 мм на 1 м длины, что также находится в пределах требования указанного ГОСТа (допускаемая серповидность 1 мм на 1 м длины). Согласно данным опытной проверки предложенный способ изготовления позволяет по сравнению с известным улучшить качество готовых профилей путем уменьшения серповидности (например, при изготовлении неравнополочного швеллера 100x100x40x3 мм из стали Ст.З по предлагаемому способу серповидность профиля составляла О,8-0j95 мм на 1 м длины, а при изготовлении по известному 1,3-1,8 мм на 1 м длины); расши
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Способ изготовления несимметричных гнутых листовых профилей проката,преимущественно корытообразного типа с неравными боковыми элементами (его варианты) | 1983 |
|
SU1172626A1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| Способ изготовления гнутых профилей | 1983 |
|
SU1138206A1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Способ изготовления неравнополочных гнутых профилей | 1981 |
|
SU1007782A1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1985 |
|
SU1278058A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА по авт.св. №942306, отличающийся тем, что, с целью повышения качества профилей путем уменьшения их серповидности, одновременно с подгибкой полок и поперечным сжатием большей полки усилием, перпендикулярным плоскости ее торЦа, по крайней мере в одном из последних переходов производят поворот стенки профиля относительно вершины места изгибА, прилегающего к меньшей,полке, в направлении подгибки большей полки на общий угол, определяемый по зависимости , где V - общий угол поворота стенки профиля по крайней мере в одном из последних переходов, град; S - толщина металла заготовки, мм; И - ширина стенки профиля,мм; В - ширина большей полки профиля, мм; b - ширина меньшей полки профиля, мм.
| Способ изготовления неравнополочных гнутых профилей | 1980 |
|
SU942306A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
