Изобретение относится к обработке металлов давлением в черной металлургии и предназначено для производства изделий с заданной кривизной типа дисков (плоских).
Известен способ прокатки клиновидных профилей (1), включающий прокатку в валках с конической бочкой и удержание заготовки от бокового смещения и искривления на входе в валки, при котором валки устанавливают под углом друг к другу с пересечением их осей со стороны меньшего диаметра валков, а заготовку с той же стороны обжимают в большей мере, чем с противоположной. Кроме того к стороне заготовки, подвергающейся меньшему обжатию, прикладывают подпирающее усилие, а для расширении диапазона клиновидности прокатываемых профилей после каждого пропуска клиновидность раствора увеличивают увеличением угла установки валков, а ось прокатки заготовки смещают в направлении к точке пересечения осей валков.
Существенный недостаток данного способа заключается в невозможности изменения параметров процесса деформации без изменения геометрии инструмента и размеров заготовки, что снижает производительность в связи с наличием значительных затрат времени на дополнительные сепарации правки и на настройку нового комплекта валков при переходе на другое изделие (профиль) и повышает трудоемкость изготовления кольцевых изделий.
Наиболее близким к предлагаемому является способ прокатки клиновидных профилей (2), включающий обжатие заготовки в конических валках с пересекающимися осями вращения, больше по кромке, обращенной к точке пересечения осей валков, и приложение подпирающего усилия роликом к менее обжатой кромке полосы, при котором на серповидность профиля воздействуют изменением скорости ролика, создающего подпирающее усилие, при этом скорость его увеличивают при ребровом изгибе полосы в сторону менее обжатой кромки и уменьшают при ребровом изгибе полосы в сторону более обжатой кромки, обращенной к точке пересечения осей валков.
Основной недостаток способа (2) заключается в сложности оборудования для его осуществления, низкой производительности и высокой трудоемкости изготовления кольцевых изделий.
Целью изобретения является повышение производительности путем увеличения выхода годного и снижение трудоемкости изготовления путем увеличения выхода годного и исключения дополнительных операций правки.
Цель изобретения достигается тем, что в способе прокатки изделий заданной кривизны, включающем обжатие заготовки в конических рабочих валках, установленных с пересечением своих осей со стороны малых оснований конусов, и контроль кривизны изделий на выходе из рабочих валков, прокатку ведут в валках различной конусности с соотношением диаметров малых оснований конусов 1,0 1,15, а больших 1,25 1,5, при этом с изменением радиуса кривизны изделия от заданного заготовку смещают вдоль бочек валков: в сторону малых оснований валков при уменьшении кривизны и в сторону больших оснований при увеличении кривизны.
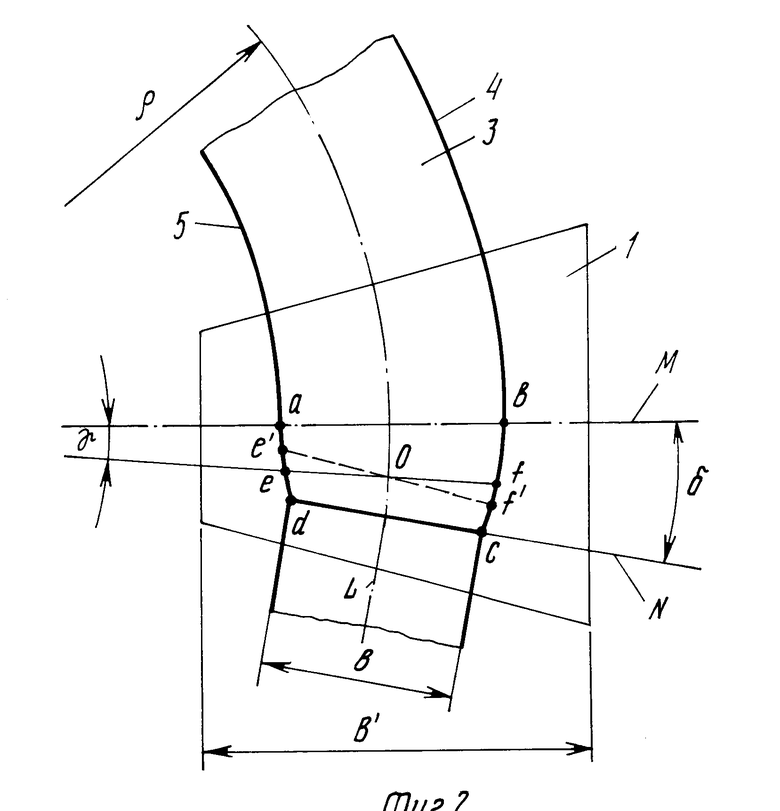
На фиг.1 показана схема очага деформации прямоугольной полосы коническими валками с пересекающимися осями вращения, поперечный разрез; на фиг.2 то же, вид в плане.
Способ осуществляют следующим образом.
Рабочие валки 1 и 2 с коническими бочками установлены под углами ϕ1 и ϕ2 друг к другу так, что оси валков 1 и 2 взаимно пересекаются со стороны малых оснований конусов бочек валков. Рабочие валки имеют разные геометрические размеры, т. е. диаметры малых оснований валков 1 и 2 имеют соотношение  в пределах 1,0-1,15, а диаметры больших оснований
в пределах 1,0-1,15, а диаметры больших оснований  валков соответственно 1,25 1,5. При этом рабочие валки имеют увеличивающееся соотношение диаметров в направлении от малых оснований к большим.
валков соответственно 1,25 1,5. При этом рабочие валки имеют увеличивающееся соотношение диаметров в направлении от малых оснований к большим.
Углы конусов бочек валков 1 и 2 различны и равны ϕb1 и ϕb2 Рабочие валки 1 и 2 установлены по отношению друг к другу так, что их образующие в очаге деформации параллельны между собой и равномерно обжимают прямоугольную заготовку 3 по всей ее ширине В.
Очаг деформации abcd (фиг.2) ограничен на входе cd плоскостью N, а на выходе ab плоскостью М. Положение плоскости N входа заготовки 3 в очаг деформации определяется по формуле tg δ  .. Здесь l1 и l2 соответственно длины очага деформации по правой 4 и левой 5 кромкам заготовки 3, lо ширина полосы (заготовки) в плоскости входа cd в очаг деформации.
.. Здесь l1 и l2 соответственно длины очага деформации по правой 4 и левой 5 кромкам заготовки 3, lо ширина полосы (заготовки) в плоскости входа cd в очаг деформации.
Изменение угла задачи полосы в рабочие валки сопровождается (в известных решениях) изменением ширины захвата, входящей в рабочие валки полосы. С целью исключения этого факта, который приводит к изменению геометрических размеров поперечного сечения, выходящего из рабочих валков изделия, что требует дополнительных расчетов калибровки, корректировки технологического процесса и в конечном счете увеличивает трудоемкость изготовления изделий, угол задачи заготовки в валки принимается постоянным для каждого конкретного изделия, рассчитывается по приведенной выше формуле и не изменяется в процессе прокатки.
При получении изделий заданной кривизны, например, спиралей шнеков, дисков фрикционов (их заготовок) для машиностроительной промышленности путем деформации исходной заготовки в конических валках с пересекающимися осями вращения, радиус кривизны ρ изделия, выходящего из валков, может изменяться в широких пределах как в сторону увеличения, так и в сторону уменьшения в зависимости от угла ϕ наклона осей рабочих валков по отношению друг к другу, от углов конусности рабочих валков, а также от условий трения на контакте полоса-валки, однородности механических свойств деформируемого материала, точности геометрических размеров деформируемой заготовки и т.д.
Многофункциональная зависимость процесса получения изделий заданной кривизны в конических валках не позволяет известным путем обеспечить технологический процесс получения изделий с точными геометрическими размерами.
Так, например, при изменении механических свойств заготовки или разности температур начала и конца прокатки происходит изменение радиуса ρ кривизны изделия.
Поэтому в начальный момент прокатки изделия, когда из валков выйдет часть изделия, достаточная для замера ее кривизны с помощью известных устройств, например, контактных массдоз, взаимодействующих с выходящей из валков полосой, и по величине сигнала массдозы, поданного в систему управления механизмом перемещения вводной арматуры вдоль бочек рабочих валков, осуществляют перемещение с помощью, например, вводной арматуры заготовки вдоль бочек рабочих валков в требуемом направлении.
При уменьшении кривизны K  заготовку смещают вдоль бочек валков в сторону малых оснований валков, а при увеличении кривизны изделия заготовку смещают в сторону больших оснований валков.
заготовку смещают вдоль бочек валков в сторону малых оснований валков, а при увеличении кривизны изделия заготовку смещают в сторону больших оснований валков.
При изменении соотношения диаметров валков по кромкам полосы путем ее смещения вдоль бочек валков в силу изменения условий трения в очаге деформации критическая линия еf (фиг.2) изменит свое положение γ и повернется вокруг точки 0 на определенный угол и займет положение e'f'. При этом произойдет изменение соотношения зон опережения со стороны внутренней 5 и наружной 4 кромок изделия, т.е. зона опережения, например, со стороны наружной кромки изделия будет увеличиваться и иметь величину bf', а зона опережения со стороны внутренней кромки 5 изделия уменьшится и будет иметь величину ae', на основании чего скорость металла со стороны наружной кромки 4 изделия будет увеличиваться, а скорость металла со стороны внутренней кромки 5 будет уменьшаться, а радиус кривизны ρ выходящего из валков изделия будет уменьшаться.
Таким образом осуществляется оперативное регулирование кривизны К K  выходящего из валков изделия с помощью изменения соотношения диаметров валков по кромкам 4 и 5 деформируемой полосы.
выходящего из валков изделия с помощью изменения соотношения диаметров валков по кромкам 4 и 5 деформируемой полосы.
Изобретение осуществлено на стане СПКР-110 с регулируемым углом наклона осей валков друг относительно друга. Прокатывалась заготовка прямоугольного сечения с размерами 2,5х29,5 мм в кольцевое изделие, имеющее также прямоугольное сечение с размерами 2,0х30,0 мм. В качестве заготовки использовалась сталь 0,8 кп и прокатывалась на сухих валках.
При соотношении диаметров валков 
 1,0 и
1,0 и 
 1,25 диск (кольцевое изделие) диаметром 140 мм получен при смещении заготовки в направлении малых оснований конусов бочек валков на 6,7 мм относительно среднего положения по длине бочки валка (положение вводной арматуры относительно средины валка фиксировалось с помощью микрометрического винта).
1,25 диск (кольцевое изделие) диаметром 140 мм получен при смещении заготовки в направлении малых оснований конусов бочек валков на 6,7 мм относительно среднего положения по длине бочки валка (положение вводной арматуры относительно средины валка фиксировалось с помощью микрометрического винта).
При соотношении диаметром валков 
 1,0 и
1,0 и 
 1,5 плоский кольцевой диск диаметром 140 мм получен при смещении заготовки в сторону больших оснований конусов валков на 3,5 мм относительно средины бочки валков.
1,5 плоский кольцевой диск диаметром 140 мм получен при смещении заготовки в сторону больших оснований конусов валков на 3,5 мм относительно средины бочки валков.
При соотношении диаметров валков 
 1,15 и
1,15 и 
 1,25 плоский кольцевой диск диаметром 140 мм получен при смещении заготовки на 9,8 мм в направлении малых оснований конусов бочек валков относительно средины бочек валков.
1,25 плоский кольцевой диск диаметром 140 мм получен при смещении заготовки на 9,8 мм в направлении малых оснований конусов бочек валков относительно средины бочек валков.
При соотношении диаметров валков 
 1,15 и
1,15 и 
 1,5 плоский кольцевой диск диаметром 140 мм получен при смещении заготовки на 5,4 мм в сторону больших оснований конусов бочек валков относительно средины бочки валка.
1,5 плоский кольцевой диск диаметром 140 мм получен при смещении заготовки на 5,4 мм в сторону больших оснований конусов бочек валков относительно средины бочки валка.
В результате прокатки получены плоские кольцевые диски диаметром 140 мм с планшетностью ± 1,2 мм, что соответствует техническим условиям.
При использовании валков с соотношением диаметров оснований конусов за пределами граничных значений  1,0 и
1,0 и  1,5 наблюдается скручивание полосы (непланшетность), обусловленное значительным перепадом сил трения по боковым кромкам полосы, что приводит к браку по планшетности, а при соотношении диаметров
1,5 наблюдается скручивание полосы (непланшетность), обусловленное значительным перепадом сил трения по боковым кромкам полосы, что приводит к браку по планшетности, а при соотношении диаметров  1,15 и
1,15 и  1,25 резко падает регулируемость процесса формообразования требуемого диаметра кольцевого изделия, что требует значительных перемещений полосы вдоль бочек валков и, как следствие, изготовления валков большой длины, а это снижает их жесткость, резко снижая при этом точность геометрических размеров поперечного сечения кольцевого изделия.
1,25 резко падает регулируемость процесса формообразования требуемого диаметра кольцевого изделия, что требует значительных перемещений полосы вдоль бочек валков и, как следствие, изготовления валков большой длины, а это снижает их жесткость, резко снижая при этом точность геометрических размеров поперечного сечения кольцевого изделия.
Положительный эффект, достигаемый использованием изобретения, состоит в повышении производительности и снижении трудоемкости изготовления изделий заданной кривизны.
Повышение производительности обеспечивается за счет сокращения подготовительного времени технологического процесса на основе предлагаемого способа, так как для обеспечения изменения величины кривизны деформируемого профиля не требуется операции переналадки рабочей клети, в частности, демонтажа системы шестерен, обеспечивающих кинематическую связь между рабочими валками и подпирающим роликом и установку нового комплекта шестерен с требуемым передаточным отношением.
В предлагаемом способе вышеупомянутые операции исключаются, так как воздействие на кривизну выходящей из валков полосы осуществляется путем перемещения вдоль валков входящей в валки заготовки в процессе деформации без нарушения при этом кинематической связи между рабочими валками замены, обеспечивающей эту связь, шестерен, а также при переходе на прокатку изделий с другим радиусом кривизны.
При осуществлении предлагаемого способа не требуется дорогостоящего оборудования для управления скоростями вращения рабочих валков, как это необходимо в случае индивидуального привода рабочих валков и подпирающего ролика-прототипа.
Более оперативное вмешательство в процесс деформации, которое предполагает предлагаемый способ, обеспечивает также снижение трудоемкости изготовления изделий с заданной кривизной за счет сокращения дополнительных операций правки (гибки), что обеспечивается изменением положения вдоль бочек валков входящей в рабочие валки полосы (заготовки).
Изобретение позволяет увеличить производительность по сравнению с прототипом в 2 раза за счет увеличения выхода годного на 90% и сокращения дополнительных операций на последующих этапах обработки изделий в 8-10 раз за счет повышения точности геометрических размеров изделий.
Предлагаемое техническое решение может быть использовано для получения сортовых фасонных профилей, особенно несимметричных.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1996 |
|
RU2112612C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВЫХ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1992 |
|
RU2006297C1 |
| ВАЛКОВЫЙ УЗЕЛ | 1990 |
|
RU2068309C1 |
| Способ получения профилей | 1988 |
|
SU1585025A1 |
| Способ прокатки изделий заданной кривизны | 1991 |
|
SU1819697A1 |
| Способ прокатки клиновидных профилей | 1977 |
|
SU995919A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |
| Способ прокатки полос на широкополосном стане и комплект валков широкополосного стана | 1986 |
|
SU1435333A1 |

Использование: для производства изделий с заданной кривизной типа дисков (плоских). Прокатку ведут в валках разной конусности с определенными соотношениями диаметров оснований, что позволяет при неизменной скорости валков путем перемещения заготовки вдоль бочек валков изменять кривизну изделий. 2 ил.
СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ, включающий обжатие заготовки в конических рабочих валках, установленных с пересечением своих осей со стороны малых оснований конусов, и контроль кривизны изделий на выходе из рабочих валков, отличающийся тем, что, с целью повышения производительности путем увеличения выхода годного и снижения трудоемкости изготовления путем исключения дополнительных операций правки, прокатку ведут в валках различной конусности с соотношением диаметров малых оснований конусов 1,0 1,15, а больших 1,25 1,5, при этом с изменением радиуса кривизны изделия от заданного заготовку смещают вдоль бочек валков в сторону малых оснований валков при уменьшении кривизны и в сторону больших оснований при увеличении кривизны.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ прокатки клиновидных профилей | 1977 |
|
SU995919A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
