Изобретение относится к сварке, а именно к конструкции устройства для сборки под сварку тонкостенных металлических цистерн.
Цель изобретения - повышение ка- чества цистерн путем повышения точности установки днищ и крайних горловин .
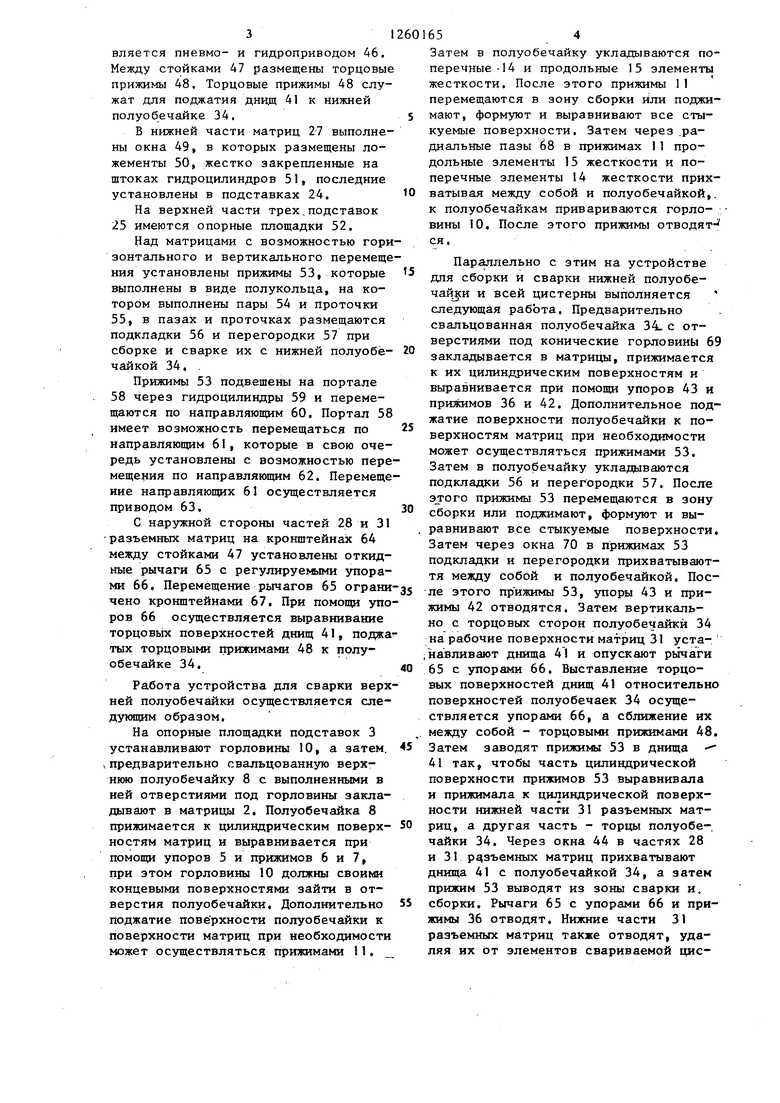
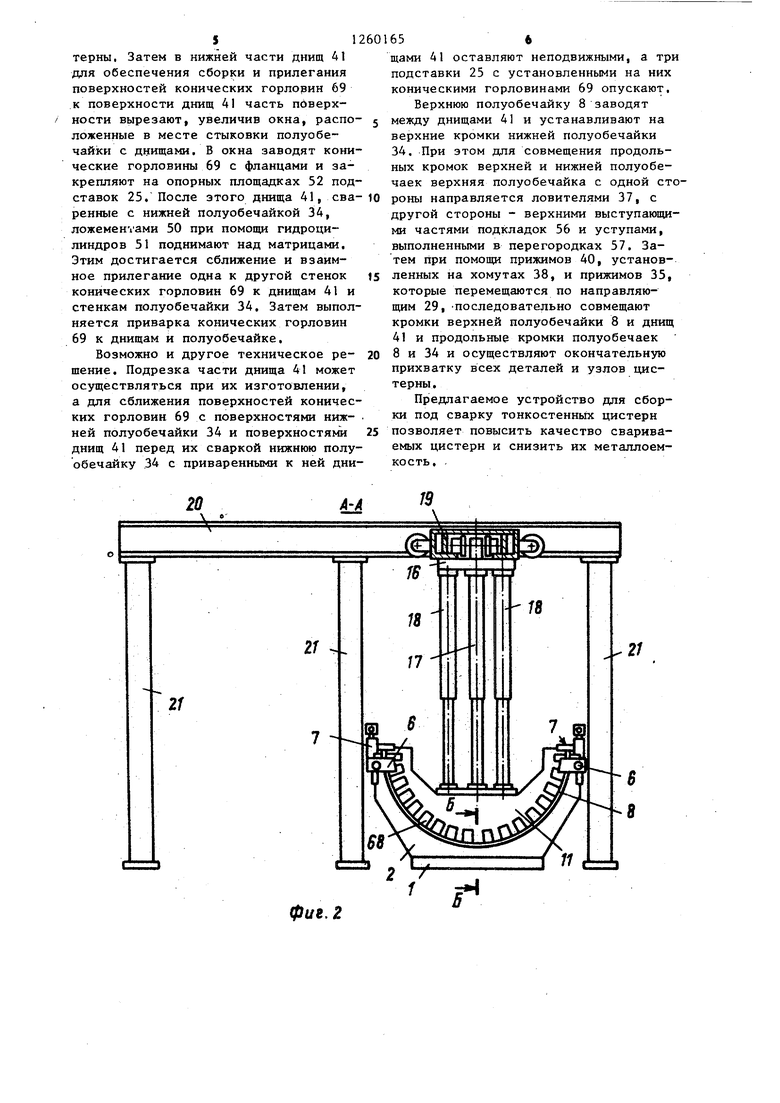
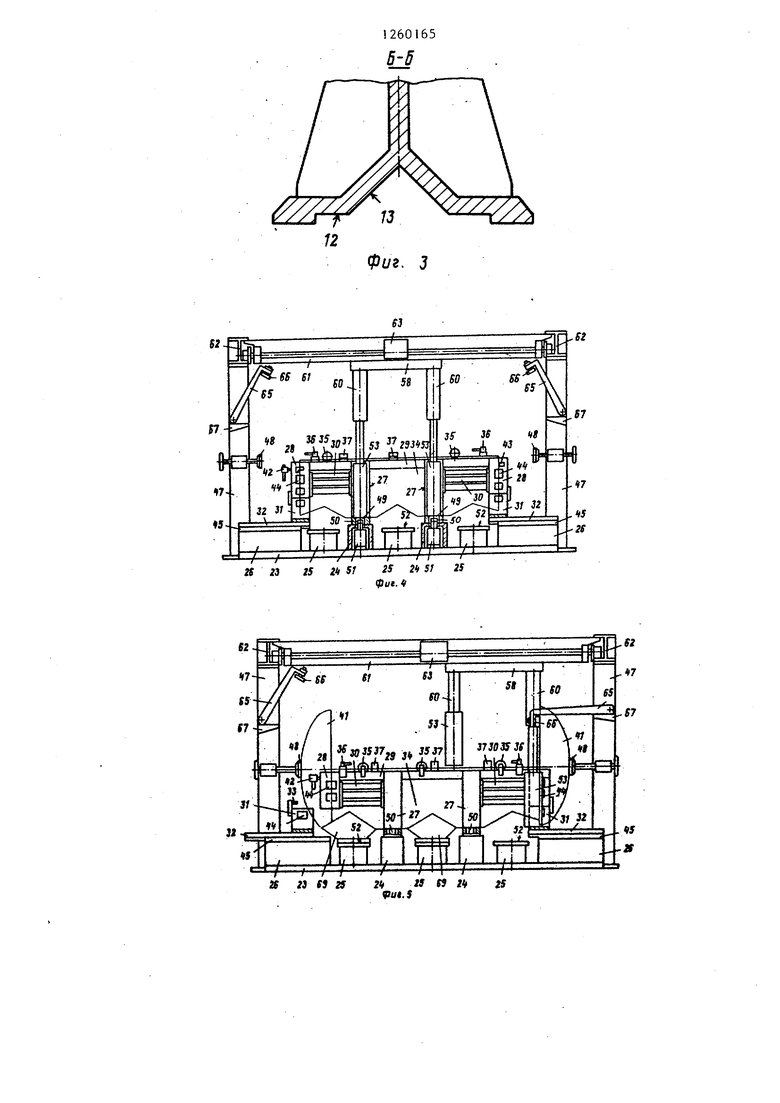
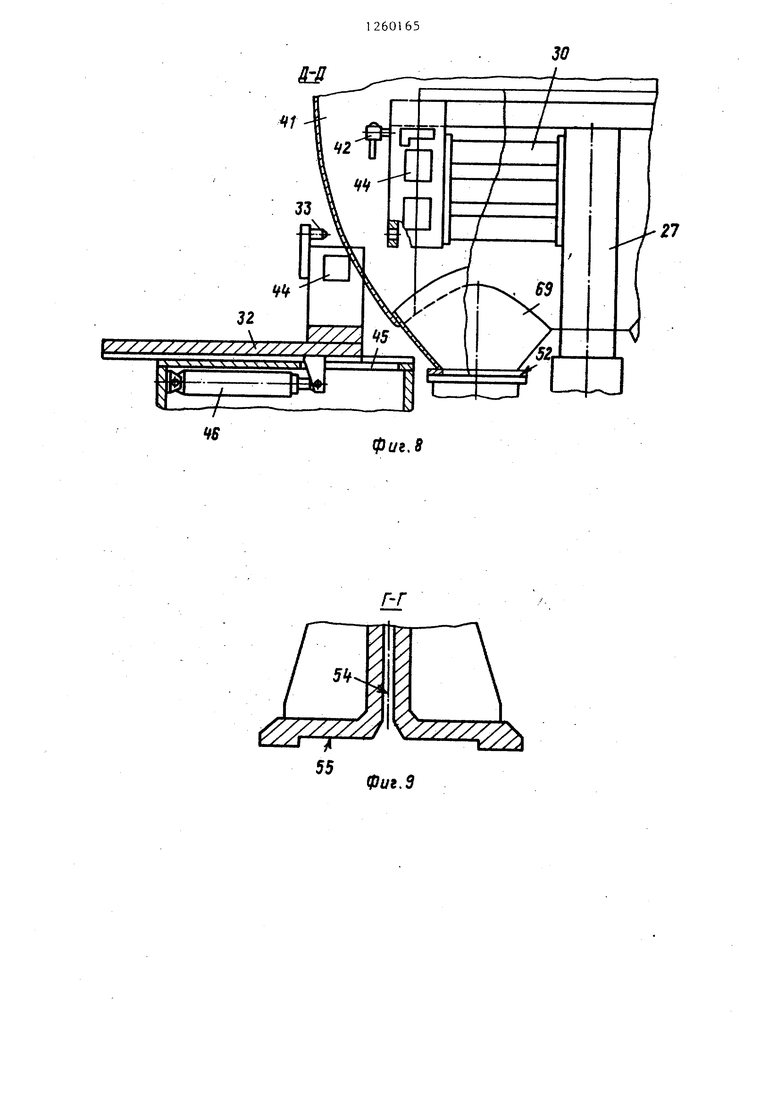
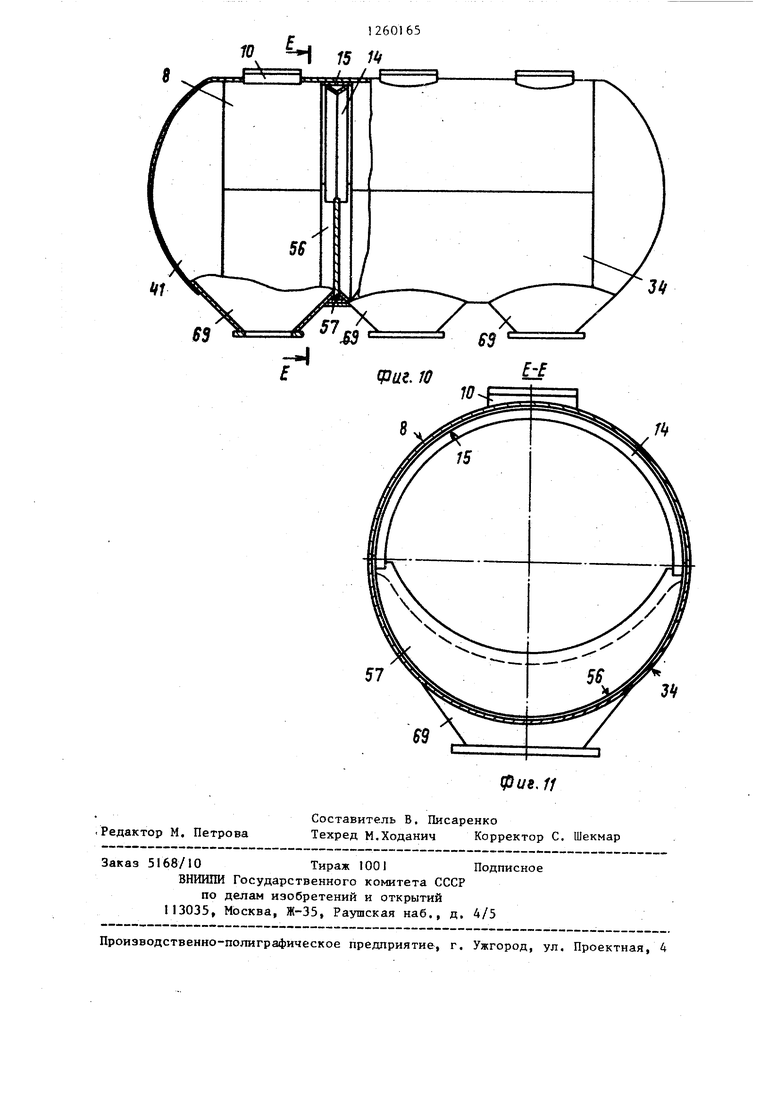
На фиг, 1 изображено устройство для сборки и сварки верхней полуобечайки, общий вид; на фиг. 2 - сечение А-А на фиг. I; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - устройство для сборки и сварки нижней полуобе- чайки, общий вид; на фиг. 5 - то же, с днищами и коническими горловинами; на фиг. 6 - устройство для сборки и сварки цистерны, общий вид; на фиг. 7- сечение В-В на фиг. 6; на фиг. 8 - сечение Д-Д на фиг. 7; на фиг. 9 - сечение Г-Г на фиг. 7; на фиг. 10- свариваемая цистерна; на фиг. 11 - сечение Е-Е на фиг. 10.
Верхняя полуобечайка собирается и сваривается на одном устройстве, а нижняя полуобечайка и вся цистерна - на другом.
Устройство для сборки и сварки
верхней полуобечайки содержит основание 1, на основании установлены четыре матрицы 2, а между ними размещены три подставки 3, Внутренние поверхности всех матриц соответствуют наружной поверхности полуобечайки Верхние части всех матриц соединены с обеих сторон между собой продольными балками 4, На крайних матрицах . установлены упоры 5 и прижимы 6 и 7. При помощи упоров 5 и прижимов 6 и 7 осуществляется выравнивание торцовых кромок верхней полуобечайки 8 в плоскости, перпендикулярной ее продольной оси. На опорных площадках подставок 3 выполнены направляющие 9 которые определяют положение горловин 10 свариваемой цистерны относительно верхней полуобечайки 8 перед их сборкой и сваркой. Над матрицами с возможностью горизонтального и вертикального перемещения установлены прижимы 11, которые выполнены в виде полуколец, В полукольцах выполнены кольцевые пазы 12 и проточки 13 В пазах 12 и проточках 13 размещают- ся поперечные 14 и продольные 15 элементы жесткости при сборке и сварке их с верхней полуобечайкой.
0
5
0
® 0 5
Прижимы И подвещены на портале 16 через гидроцилиндры 17 и перемещаются по направляющим 18. Портал Л6 имеет возможность перемещаться вдоль направляющей 19. Последняя в свою очередь установлена с возможностью перемещения по балкам 20, размещенным на стойках 21, Перемещение портала 16 осуществляется приводом 22.
Устройство для сборки и сварки нижней полуобечайки и всей цистерны содержит основание 23, на котором установлены и закреплены подставки 24, 25 и 26. На двух подставках 24 размещены матрицы 27. Крайние матрицы выполнены рагъемными. Части 28 разъемных матриц жестко соединены с матрицами 27 продольными направляющими 29 и кронщтейнами 30. Части 31 разъемных матриц установлены на подвижных каретках 32, которые смонтированы на двух подставках 26, расположенных на противоположных сторонах основания 23, Фиксация частей 31 относительно частей 28 матриц осуществляется направляющими щтырями 33
Внутренние рабочие поверхности всех матриц соответствуют наружной поверхности нижней полуобечайки 34,
На направляющих 29 установлены прижимы 35 и 36, ловители 37 и хомуты 38, Последние состоят из звеньев 39, щарнирно соединенных между собой. Каждое звено 39 хомута 38 снабжено механическим или пневматическим прижимами 40, предназначенными для выравнивания между собой перед прихваткой кромок днищ 41 и верхней полуобечайкой 8.
Прижимы 35 могут перемещаться по направляющим 29 и служат для вьфавни- вания кромок верхней и нижней полуобечаек 8 и 34 между собой перед прихваткой.
На верхних частях 28 разъемных матриц установлены откидные прижимы 42 и упоры 43, При помощи прижимов 36 и упоров 43, а также прижимов 42 осуществляется выравнивание торцовых кромок полуобечайки в плоскости, перпендикулярной ее продольной оси, В частях 28 и 31 разъемных матриц выполнены сквозные окна 44, через которые может осуществляться прихватка . между собой торцовых кромок нижней полуобечайки 34 с днищами -41, Карет- кч 32 перемещаются по направляющим 45, Перемещение кареток 32 осущест31
вляется пневмо- и гидроприводом 46, Между стойками 47 размещены торцовые прижимы 48. Торцовые прижимы 48 служат для поджатия днид 41 к нижней полуобечайке 34,
В нижней части матриц 27 выполнены окна 49, в которых размещены ложементы 50, жестко закрепленные на штоках гидроцилиндров 51, последние установлены в подставках 24.
На верхней части трех.подставок 25 имеются опорные площадки 52.
Над матрицами с возможностью горизонтального и вертикального перемещения установлены прижимы 53, которые выполнены в виде полукольца, на котором выполнены пары 54 и проточки 55, в пазах и проточках размещаются подкладки 56 и перегородки 57 при сборке и сварке их с нижней полуобё- чайкой 34. .
Прижимы 53 подвешены на портале 58 через гидроцилиндры 59 и перемещаются по направляющим 60. Портал 58 имеет возможность перемещаться по направляющим 61, которые в свою оче редь установлены с возможностью перемещения по направляющим 62. Перемещение направляющих 61 осуществляется приводом 63.
С наружной стороны частей 28 и 31 разъемных матриц на крошптейнах 64 между стойками 47 установлены откидные рычаги 65 с регулируемыми упорами 66. Перемещение рычагов 65 ограничено кронштейнами 67. При помощи упоров 66 осуществляется выравнивание торцовых поверхностей днищ 41, поджатых торцовыми прижимами 48 к полу- обечайке 34.
Работа устройства для сварки верхней полуобечайки осуществляется следующим образом.
На опорные площадки подставок 3 устанавливают горловины 10, а затем. ,предварительно свальцованную верхнюю полуобечайку 8 с выполненными в ней отверстиями под горловины закладывают в матрицы 2, Полуобечайка 8 прижимается к цилиндрическим поверх- ностям матриц и выравнивается при помощи упоров 5 и прижимов 6 и 7, при этом горловины 10 должны своими концевыми поверхностями зайти в отверстия полуобечайки. Дополнительно поджатие поверхности полуобечайки к поверхности матриц при необходимости может осуществляться прижимами И.
54
Затем в полуобечайку укладашаются поперечные -14 и продольные 15 элементы жесткости. После этого прижимы 11 перемещаются в зону сборки или поджимают, формуют и выравнивают все стыкуемые поверхности. Затем через .радиальные пазы 68 в прижимах 11 продольные злементы 15 жесткости и поперечные элементы 14 жесткости прихватывая между собой и полуобечайкой,, к полуобечайкам привариваются горло- вины 10. После этого прижимы отводятС.Я.
Параллельно с этим на устройстве для сборки и сварки нижней полуобе- и всей цистерны выполняется следующая работа. Предварительно свальцованная полуобечайка 34. с отверстиями под конические горловинЫ 69 закладывается в матрицы, прижимается к их цилиндрическим поверхностям и выравнивается при помощи упоров 43 и прижимов 36 и 42. Дополнительное поджатие поверхности полуобечайки к поверхностям матриц при необходимости может осуществляться прижимами 53. Затем в полуобечайку укладываются подкладки 56 и перегородки 57. После этого прижимы 53 перемещаются в зону сборки или поджимают, формуют и выравнивают все стыкуемые поверхности. Затем через окна 70 в прижимах 53 подкладки и перегородки прихватывают- тя между собой и полуобечайкой. После этого прижимы 53, упоры 43 и прижимы 42 отводятся. Затем вертикально с торцовых сторон полуобечайкй 34 на рабочие поверхности матриц 31 уста- навливают днища 41 и опускают рычаги 65 с упорами 66. Выставление торцовых поверхностей днищ 41 относительно поверхностей полуобечаек 34 осуществляется упорами 66, а сближение их между собой - торцовыми прижимами 48. Затем заводят прижимл 53 в днища - 41 так, чтобы часть цилиндрической поверхности прижимов 53 выравнивала и прижимала к цилиндрической поверхности нижней части 31 разъемных матриц, а другая часть - торцы полуобечайки 34. Через окна 44 в частях 28 и 31 разъемных матриц прихватывают днища 41 с полуобечайкой 34, а затем прижим 53 выводят из зоны сварки и, сборки. Рычаги 65 с упорами 66 и прижимы 36 отводят. Нижние части 31 разъемных матриц также отводят, удаляя их от элементов свариваемой цисS1
терны, Затем в нижней части днищ А1 для обеспечения сборки и прилегания поверхностей конических горлорин 69 к поверхности днищ 41 часть пйверх- ности вырезают, увеличив окна, распо- ложенные в месте стыковки полуобечайки с днищами, В окна заводят конические горловины 69 с фланцами и закрепляют на опорных площадках 52 подставок 25. После этого днища 41, сва- ренные с нижней полуобечайкой 34, ложемен 1 ами 50 при помощи гидроцилиндров 51 поднимают над матрицами. Этим достигается сближение и взаимное прилегание одна к другой стенок конических горловин 69 к днищам 41 и стенкам полуобечайки 34, Затем выполняется приварка конических горловин 69 к днищам и полуобечайке.
Возможно и другое техническое ре- шение. Подрезка части днища 41 может осуществляться при их изготовлении, а для сближения поверхностей конических горловин 69 с поверхностями ниж- ней полуобечайки 34 и поверхностями днищ 41 перед их сваркой нижнюю полуобечайку 34 с приваренными к ней дни656
щами 41 оставляют неподвижными, а три подставки 25 с установленными на них коническими горловинами 69 опускают.
Верхнюю полуобечайку 8 заводят между днищами 41 и устанавливают на верхние кромки нижней полуобечайки 34. При этом для совмещения продольных кромок верхней и нижней полуобечаек верхняя полуобечайка с одной строны направляется ловителями 37, с другой стороны - верхними выступающими частями подкладок 56 и уступами, выполненными в перегородках 57, Затем при помощи прижимов 40, установленных на хомутах 38, и прижимов 35, которые перемещаются по направляющим 29, -последовательно совмещают кромки верхней полуобечайки 8 и днищ 41 и продольные кромки полуобечаек 8 и 34 и осуществляют окончательную прихватку всех деталей и узлов цистерны.
Предлагаемое устройство для сборки под сварку тонкостенньйс цистерн позволяет повысить качество свариваемых цистерн и снизить их металлоемкость, .
20
2Г
21
2
фиг. 2
фиг. 3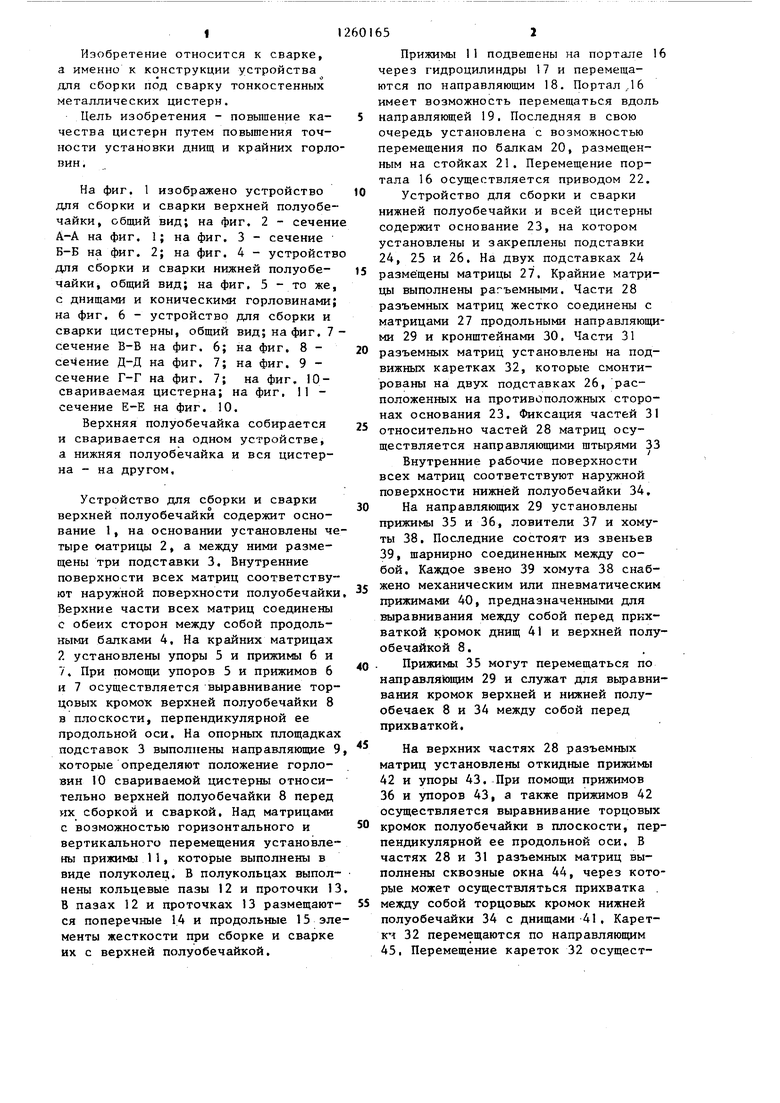
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку тонкостенных металлических цистерн | 1985 |
|
SU1250434A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ОБЕЧАЙКИ КОРПУСА ТРАНСПОРТНОЙ ЦИСТЕРНЫ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗ ОБЕЧАЙКИ НЕЦИЛИНДРИЧЕСКОГО КОРПУСА ТРАНСПОРТНОЙ ЦИСТЕРНЫ | 1995 |
|
RU2082529C1 |
| КОНТРОЛЬНЫЙ КЛАПАН РАЗНОСТИ ДАВЛЕНИЙ С МЕМБРАННЫМ ПРИВОДОМ | 1992 |
|
RU2069284C1 |
| СПОСОБ СУХОГО ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2519248C1 |
| Устройство для сборки под сварку обечаек | 1989 |
|
SU1729723A1 |
| ПОДВОДНАЯ ЛОДКА ПЛПИ | 1993 |
|
RU2081022C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ И ПАТРУБКОВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2467820C2 |
| Устройство для слива горячей жидкости из банок при домашнем консервировании | 1990 |
|
SU1733342A1 |


и-I
f7// fs
I
I
гъи
.57
-ff7 T -T r-Г
№13 IS К 5Г 25 г 5; 2S фи1. 4
C2
is 23 S3 a
,«
2 w г«
Vut.S
«ф(/1.
«
21 ZS
W t§
ipot.f
ы
т
чв
55
фиг,8
фиг. 9
260165
Р, Н 15 1
41
S3
57
f5
Фг/г.
3f
S3
.Редактор М, Петрова
Фus,ff
Составитель В. Писаренко
Техред М.Ходанич Корректор С. Шекмар
Заказ 5168/10Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
