Изобретение относится к сварке, а именно к конструкции устройства для сборки под сварку тонкостенных металлических цистерн.
Цель изобретения - повышение ка- честна путем повьшения точности установки днищ относительно полуобечаек .
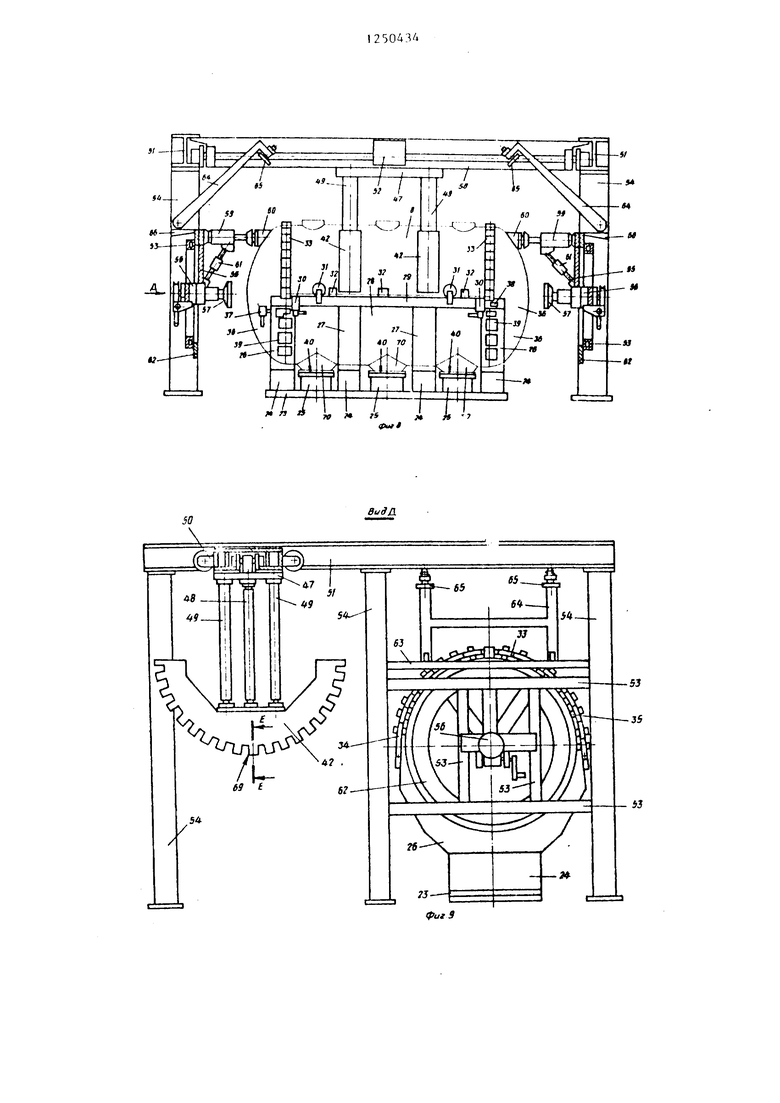
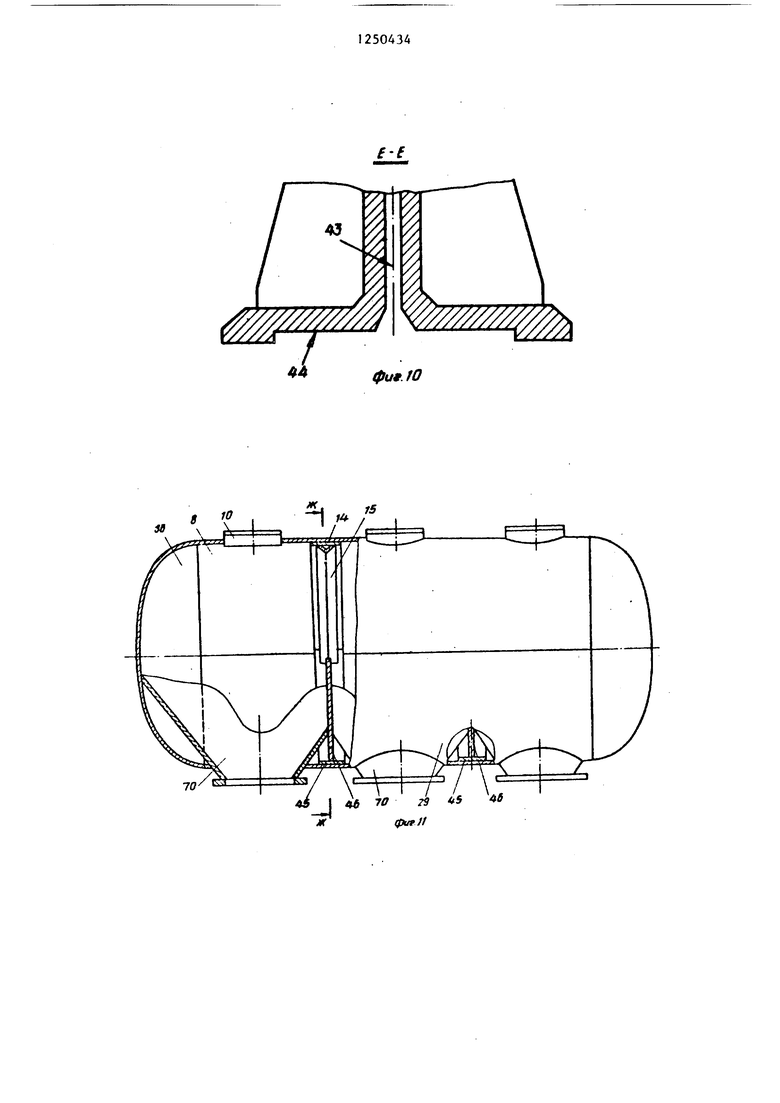
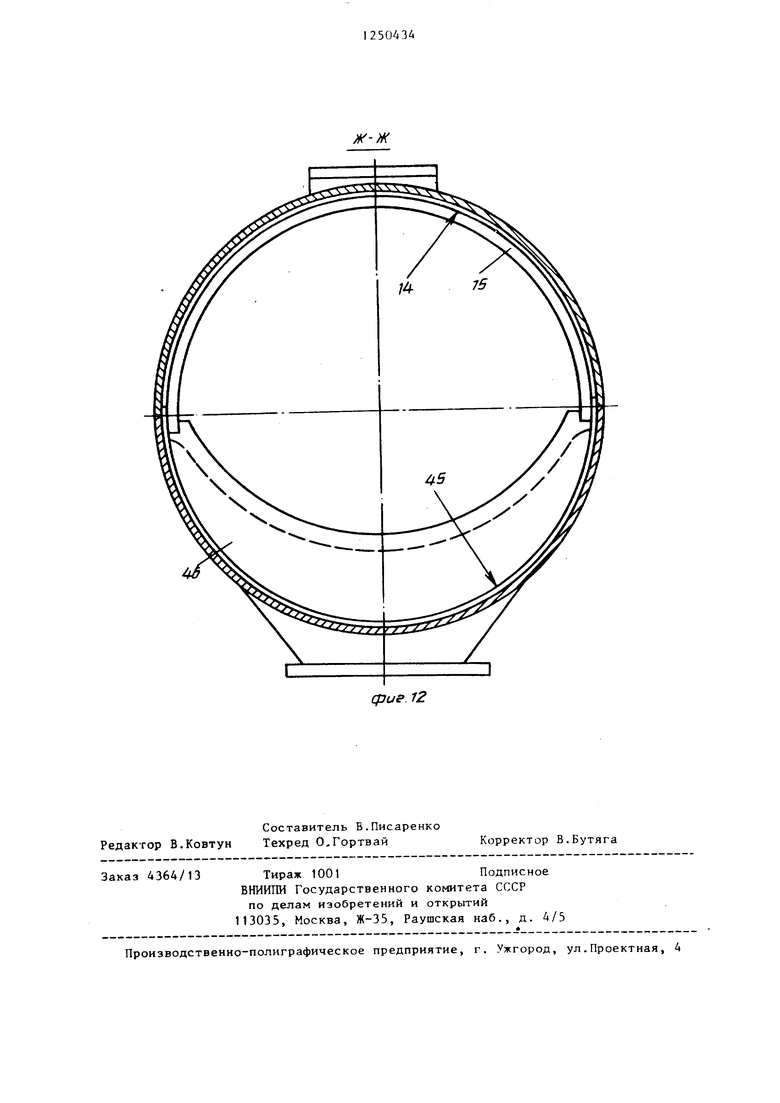
На фиг. 1 показан стенд для сборки и сварки верхней полуобечайки, общий ВИД} на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - стенд для сборки и сварки нижней полуобечайки, общий ВИД} на фиг. 5 - то же, для сборки и сварки нижней полуобечайки с днищем и коническими горловинами, общий вид , на фиг. 6 - сечение В-В на фиг. 5, на фиг. 7 - сечение Г-Г на фиг. 6; на фиг. 8 - стенд для сборки и сварки цистерны; общий вид{ на фиг. 9 - вид Д на фиг. 8; на фиг. 10 - разрез Е-Е на фиг. 9, на фиг. 11 - свариваемая цистерна: на фиг. 12 - разрез Ж-Ж на фиг. 1i.
Верхняя полуобечайка собирается и сваривается на одном стенде, а нижня полуобечайка и вся цистерна на другом, оба стенда образуют устройство для изготовления цистерн.
Стенд для сборки и сварки верхней полуобечайки содержит основание 1, на основании установлены четыре матрицы 2, а между ними размещены три подставки 3.
Внутренние поверхности всех матри соответствуют наружной поверхности полуобечайки. Верхние части всех матриц соединены с обеих сторон между собой продольньп и балками 4. На крайних матрицах 2 установлены упоры 5 и прижимы 6 и 7. При помощи упоров 5 и прижимов 6 и 7 осуществляется выравнивание торцовых кромок верхней полуобечайки 8 в плоскости, перпендикулярной к ее продольной оси. На опорных площадках подста вок 3 выполнены направляющие 9, которые определяют положение горловин 10 свариваемой цистерны относительно верхней полуобечайки 8 перед их сборкой и сваркой.
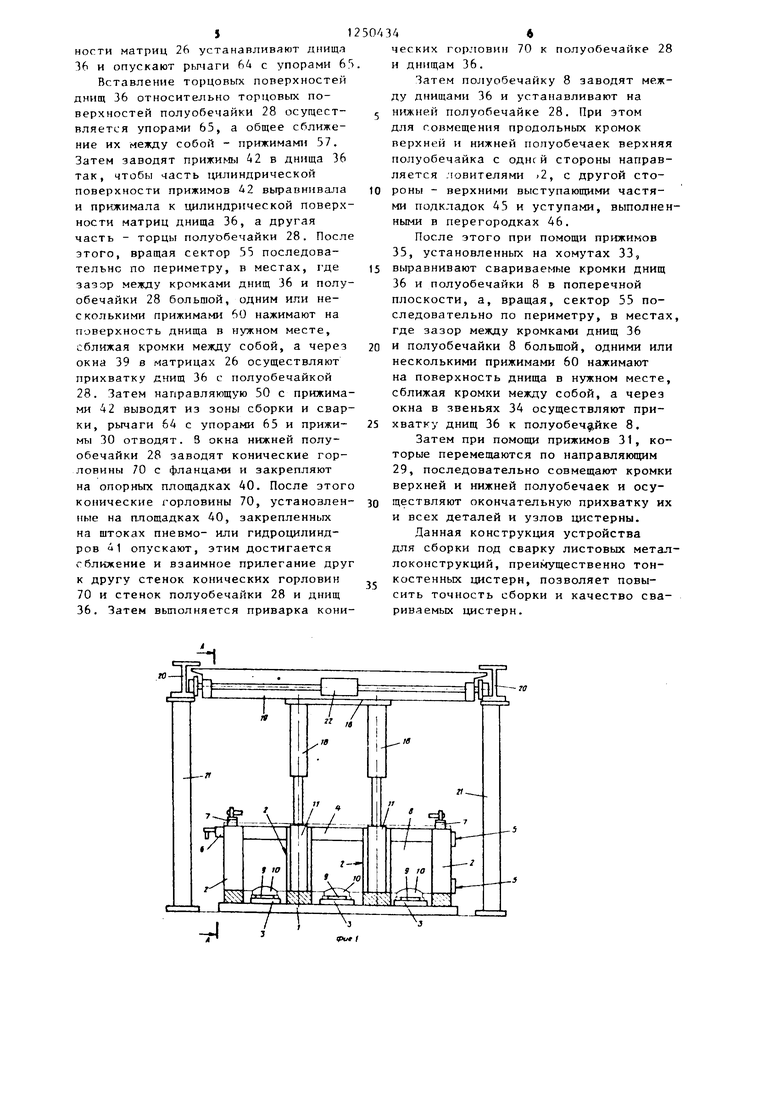
Над матрицами с возможностью горизонтального и вертикального перемещения установлены прижимы 11, которые выполнены в виде полуколец. В полукольцах выполнены кольцевые пазы 12 и проточки 13. В пазах 12
5
О 5 0 5
0
- .
5
0
5
и проточках 13 размещаются подкладки 14 и ребра жесткости 15 при сборке и сварке их с верхней полуобечайкой 8.
Прижимы 11 подвешены на портале 16 через гидроцилиндры 17 и перемещаются по направляющим 18. Портал 16 имеет вЬзможностJ перемещаться вдоль направляющей 19. Последняя в свою очередь установлена с возможностью перемещения по балкам 20, размещенным на стойках 21. Перемещение портала 16 осуществляется приводом 22.
Стенд для сборки и сварки нижней полуобечайки и всей цистерны содержит основание 23, на котором установлены и закреплены подставки 24 и 25. На четырех подставках 24 размещены матрицы 26 и 27. Внутренние поверхности всех матриц соответствуют наружной поверхности нижней полуобечайки 28.
Вер ие части всех матриц с обеих сторон соединены между собой продольными направляющими 29, на которых установлены прижимы 30 и 31, ловители 32 и хомуты 33. Хомуты 33 состоят из звеньев 34 и шарнирно соединены между собой. Каждое звено 34 хомута 33 снабжено механическим или пневматическим прижимом 35, они предназначены для выравнивания между собой перед прихваткой кромок днищ 36 и верхней полуобечайки 8.
Прижимы 31 могут перемещаться по направляющим 29 и служат для выравнивания кромок верхней и нижней полуобечаек 8 и 28 между собой перед прихваткой.
На матрицах 26 установлены откидные прижимы 37 и упоры 38. При помощи прижимов 37 и упоров 38, а также прижимов 30 осуществляется выравнивание торцовых кромок полуобечайки в плоскости, перпендикулярной к ее продольной оси.
В крайних матрицах 26 выполнены сквозные окна 39, через которые может осуществляться прихватка между собой торцовых кромок нижней полуобечайки 28 с днищами 36.
Над верхней частью трех других подставок 25 раямещены опорные площадки 40, которые жестко закреплены на штоках пневмо- нлн гидроцютинд- ров 41, размеренны.: внутри подставок 25.
Над матрица ти с возможностью горизонтального и вертикального перемщения установле,Ы прижимы 42, которые выполнены в виде полукольца, на котором выполнены пазы A3 и про- точки 44, в пазах и проточках размещаются подкладка 45 и перегородки
46при сборке и сварке их с нижней полуобечайкой 28.
Прижимы 42 подвешены на портале
47через гидроцилиндры 48 и перемещаются по направляющим 49. Портал 47 имеет возможность перемещения вдоль направляющей 50, которая в
свою очередь установлена с возмож- ностью перемещения по направляющим 51. Перемещение направляющих 50 осуществляется приводом 52.
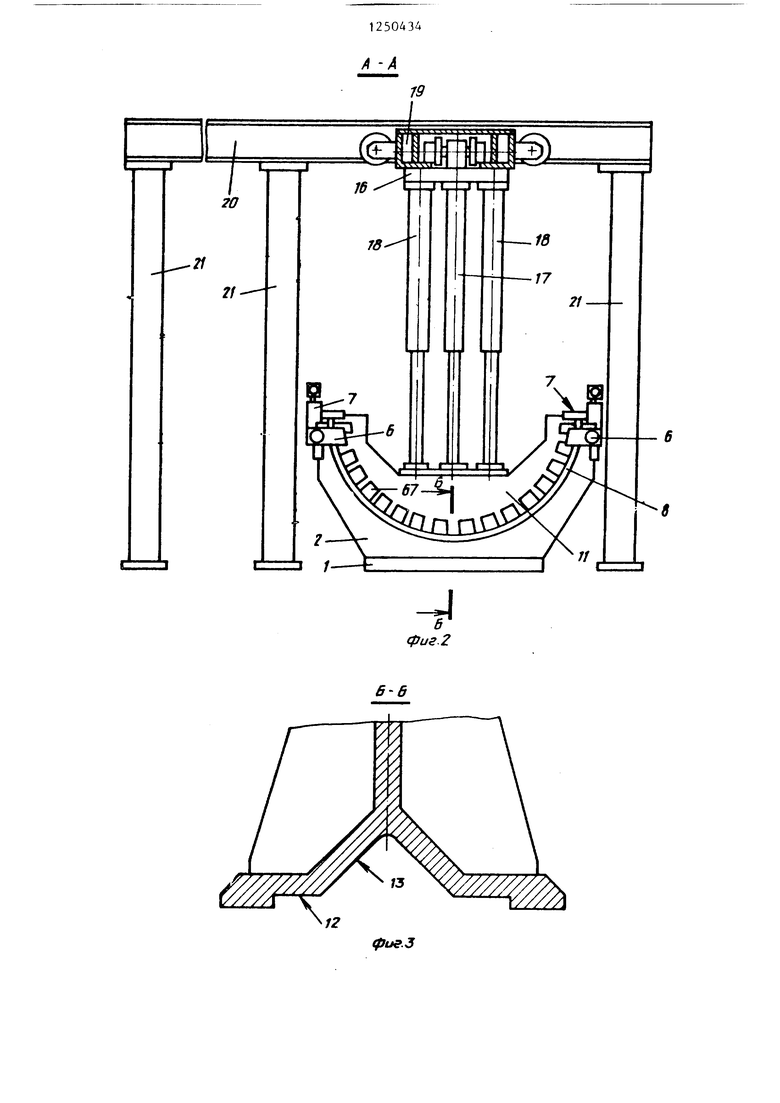
С двух противоположных сторон основания 23, соосно со свариваемой цистерной, на кронштейнах 53 между стойками 54 смонтированы вращающиес секторы 55. Вращение се торов 55 осуществляется пpивoдo 56. Привод 56 может быть механиче кий или элек тромеханический. Соосно с выходным лом привода 56 на секторе установле центральный пневматический или гидравлический прижим 57. На каждом секторе 55 радиально относительно оси вращения на штоках 58 пневмо- или гидроцилиндров 59, которые шар- нирно связаны с секторами, установлены с возможностью самовыставления относительно поджимаемой поверхност три прижима 60. Каждьш пневмо- или гидроцилиндр 59 соединен верхней частью с сектором 55 винтовым механизмом 61, который позволяет осуществлять радиальное перемещение прижима 60. Управление перемещением прижимов автономное. Вращательное движение сектора, радиальное и продольное перемещение прижимов 60 обеспечивают поджатие и сближение торцовых кромок днищ и полуобечаек в необходимых точках по всему периметру перед сваркой их между собой. Для разгрузки сектора 55, между стойками 54 размещено опорное коль- цо 62 .
С наружных сторон крайних матриц 26 на кронштейнах ЬЗ между стойками 54 установлены откидные рычаги 64 с регулируемыми упорами 65. Перемещение рычагов 64 ограничено кронштейнами 66. При помощи-упоров 65 ос /|Цест1 ляется выравнивание торцовых поверхностей днищ 3. поджаты пр1гжимами 57 к полуобечайкам 28.
Работа стенда для сварки верхней полуобечайки осуществляется следующим образом.
На опорные площадки подставок 3 устанавливают горловины 10, а затем предварительно свальцованную венюю полуобечайку 8 с вьтолненны и в ней отверстиями под горловины закладьшают в матрицы. Полуобечайка 8 прижимается к цилиндрическим поверхностям матриц и выравнивается при помощи упоров 5 и прижимов 6 и 7, при этом горловины 10 должны своими концевыми поверхностями зайти в отверстия полуобечайки. Дополнительно поджатие поверхности полуобечайки к поверхности матриц, при необходимости, может осуществляться прижимами 11. Затем в полуобечайку укладьшаются подкладки 14 и ребра жесткости 15. После этого прижимы 11 перемещаются в зону сборки и поджимают, формуют и вьфавнивают все стыкуемые поверхности. Затем через радиальные пазы 67 в прижимах 11 ребра жесткости и подкладки прихватываются между собой и полуобечайкой, к полуобечайкам привариваются горловины 10. После этого прижимы 11 отводятся .
Параллельно с этим на стенде для сборки и сварки нижней полуобечайки и всей цистерны вьшолняется следующая работа.
Предварительно свальцованную полуобечайку с отверстиями под конические горловины 68 закладывают в матрицы, она прижимается к их цилиндрическим поверхностям и выравнивается при помощи упоров 38 и прижимов 30 и 37. Дополнительное поджатие пов поверхности полуобечайки к поверхности матрицы, при необходимости, может осуществляться прижимами 42, затем в полуобечайку укладывают подкладки 45 и перегородки 46. После этого прижимы 42 перемещаются в зону сборки, поджимают, формуют и вьфав- ннвают все стыкуемые поверхности. Затем через окна 69 в прижимах 42 подкладки и перегородки прихватываются межлу собой и полуобечайкой. После этого прижимы 42 отводятся, а упоры 38 и прижимы 37 убираются. Затем рертпкально с торцопых сторон полуобечл1 1ки 28 на рабочие поверх1250А34
ности матриц 26 устанавливяют днища 36 и опускают рьршги 6 с упорами 63
Вставление торцовых поверхностей днищ 36 относительно торцовых поверхностей полуобечайки 28 осуществляется упорами 65, а общее сближение их между собой - прижимами 57. Затем заводят прижимы 42 в днища 36 так, чтобы часть тщлиндрической поверхности прижимов А2 вьфавнивала и прижимала к цилиндрической поверхности матриц днища 36, а другая часть - торцы полуобечайки 28. После этого, вращая сектор 55 последовательно по периметру, в местах, где зазор между кромками днищ 36 и полуобечайки 28 большой, одним или несколькими прижимами 60 нажимают на поверхность днища в нужном месте, сближая кромки между собой, а через окна 39 в матрицах 26 осуществляют прихватку днищ 36 с полуобечайкой 28. Затем направляющую 50 с прижимами 42 выводят из зоны сборки и сварки, рычаги 64 с упорами 65 и прижимы 30 отводят. 3 окна нижней полуобечайки 28 заводят конические горловины 70 с фланцами и закрепляют на опорных площадках 40. После этого конические горловины 70, устаноален- ные на апощадках 40, закрепленных на штоках пневмо- или гидроцилиндров 41 опускают, этим достигается сближение и взаимное прилегание дру к другу стенок конических горловин 70 и стенок полуобечайки 28 и днищ 36. Затем выполняется приварка кони
ческих горловин 70 к полуобечайке 28 и днищам 36.
Затем полуобечайку 8 заводят между днищами 36 и устанавливают на нижней полуобечайке 28. При этом для совмещения продольных кромок верхней и нижней попуобечаек верхняя полуобечайка с однги стороны направляется ловителями 2, с другой стороны - верхними выступающими частями подкладок 45 и уступами, выполненными в перегородках 46.
После этого при помощи прижимов 35, установленных на хомутах 33, вЕлравнивают свариваемые кромки днищ 36 и полуобечайки 8 в поперечной плоскости, а, вращая, сектор 55 последовательно по периметру, в местах, где зазор между кромками днищ 36 и полуобечайки 8 большой, одними или несколькими прижимами 60 нажимают на поверхность днища в нужном месте, сближая кромки между собой, а через окна в звеньях 34 осуществляют прихватку днищ 36 к полуобеч йке 8.
Затем при помощи прижимов 31, которые перемещаются по направляющим 29, последовательно совмещают кромки верхней и нижней полуобечаек и осуществляют окончательную прихватку их и всех деталей и узлов цистерны. Данная конструкция устройства для сборки под сварку листовых металлоконструкций, преимущественно тонкостенных цистерн, позволяет повысить точность сборки и качество свариваемых цистерн.
- ff
дай I
фиг. 2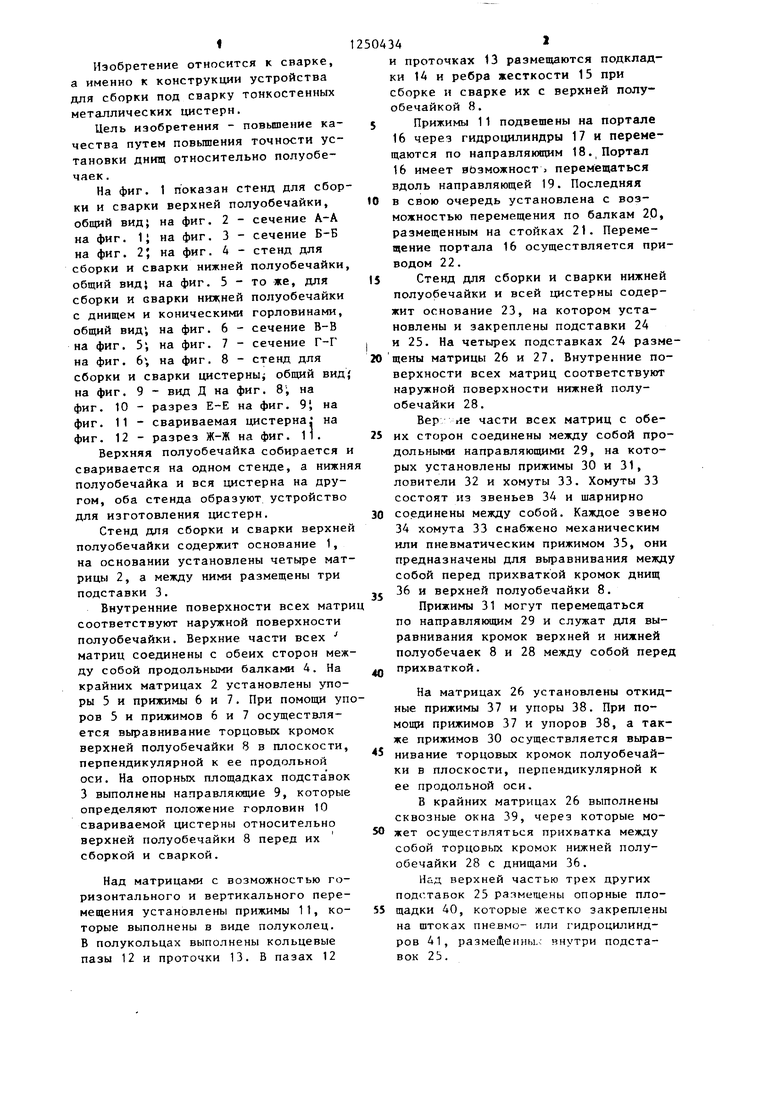

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку тонкостенных металлических цистерн | 1985 |
|
SU1260165A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ОБЕЧАЙКИ КОРПУСА ТРАНСПОРТНОЙ ЦИСТЕРНЫ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗ ОБЕЧАЙКИ НЕЦИЛИНДРИЧЕСКОГО КОРПУСА ТРАНСПОРТНОЙ ЦИСТЕРНЫ | 1995 |
|
RU2082529C1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |

фие.З
47 S
6f
54
г,г
I л
4O 75 /7 7 0 /5 /7 / да /5 г 7- (5o 5
ff
85
30
53
фиг 7
ВивС.
фи9. W
а
.
fK
«/
70
J J 70 75 «5 JKфаг It
46
Редактор В.Ковтун
Составитель Б.Писаренко Техред О.Гортвай
Заказ 4364/13
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул.Проектная, 4
срие. 12
Корректор В.Бутяга
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
