Изобретение относится к металлообр)абот- ке и может быть использовано при образовании на внутренней поверхности втулки шлицевых пазов.
Цель изобретения - повышение точности полученного изделия и производительности за счет повышения точности центрирования поверхностей шлицевой втулки, применения механических операций, позволяющих получить точные размеры нп-улки, и уменьшения количества механических операций при изготовлении втулки.
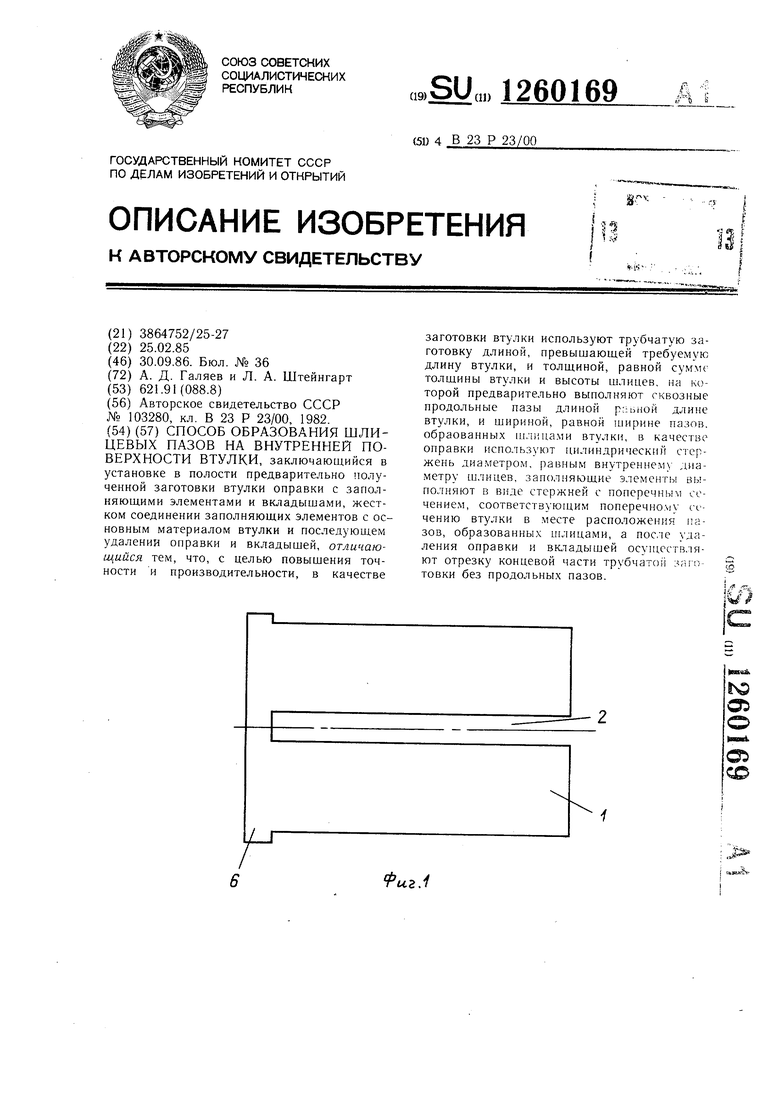
На фиг. 1 изображена заготовка втулки; на фиг. 2 - втулка в сборе с оправкой, вкладышами и заполняюш,ими элементами, поперечное сечение; на фиг. 3 - полученное изделие, поперечное сечение.
Способ осуществляют следующим образом.
В качестве заготовки для получения втулки используют трубчатую заготовку 1 дли- пой, превышающей требуемую длину втулки, и то. ицииой, равной сумме толщины втулки и высоты шлицев. С помощью механической обработки трубчатой заготовки, например точением или щлифованием как наружной, так и внутренней поверхностей, обеспечивается заданная необходимая точность
0
,
0
взаимного центрирования поверхностей. На трубчатой заготовке 1 выполняют сквоз- ные продольные пазы 2 длиной, равной длине втулки, и шириной, равной расстоянию между шлицами втулки. Пазы 2 выполняют фрезерованием или щлифованием, при этом точность размеров обеспечивается точны.м изготовлением применяемого инструмента. Изготавливают оправку 3 в виде цилиндрического стержня с диаметром, равным внутреннему диаметру втулки, а вкладыши 4 - в виде стержней с поперечны.м сечением соответствующим поперечному сечению пазов .между щлицами втулки.
Затем на оправку 3 устанавливают трубчатую заготовку 1, в продольных пазах 2 которой размещают вкладыши 4 и заполняющие элементы 5, выполненные в виде стержней с длиной, равной длине втулки, и поперечным сечением, соответствующим поперечному сечению втулки в месте расположения пазов. Соединяют заполняющие элементы 5 с основным материалом трубчатой заготовки, например, сваркой, после чего оправку 3 и вкладыщи 4 удаляют и отрезают концевую часть 6 трубчатой заготовки, не имеющую продольных пазов.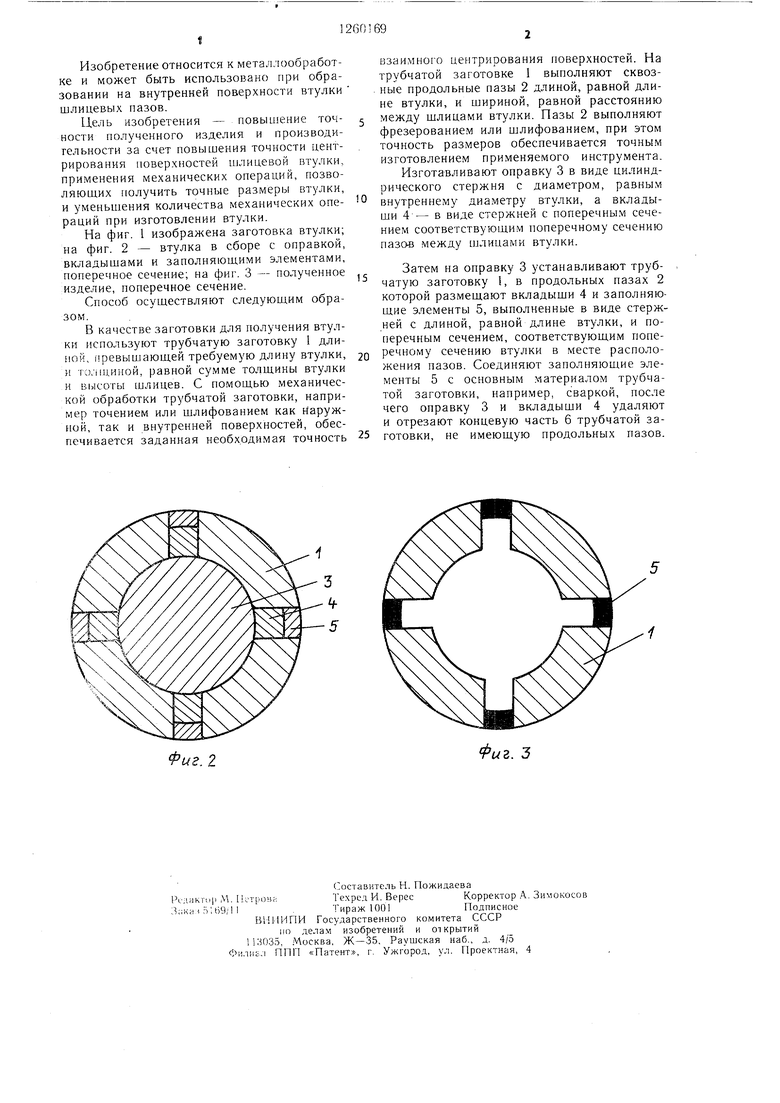
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования шлицевых и шпоночных пазов на внутренней поверхности втулки с использованием токарного станка | 2018 |
|
RU2677451C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| Способ получения полых изделий из трубчатых заготовок | 1986 |
|
SU1407622A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| Устройство для профилирования трубных заготовок | 1990 |
|
SU1791056A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| БУРОВОЙ АКСЕЛЕРАТОР ДЛЯ УСИЛЕНИЯ УДАРА БУРИЛЬНОГО ЯСА | 2014 |
|
RU2571961C1 |
| Способ изготовления внутренних шлицев в трубной заготовке | 1989 |
|
SU1754290A1 |
Фиг. 2
Фиг. 3
| Способ измерения яркости участков телевизионного изображения на экране приемной электронно-лучевой трубки | 1950 |
|
SU103280A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
