Известны два способа формообразования поверхностей качения (желобов) у наружных и внутренних колец шарикоподшипников: способ врезания, осуш,ествляемый только радиальной подачей и способ качания, при котором радиальная подача сочетается с качанием, Второй способ, в свою очередь, имеет две.разновидности: первая, когда обрабатываемое кольцо не получает углового перемещения, качается только круг и вторая - круг неподвижен, а Качается кольцо.
Особенностью п-редлагаемого способа шлифования желобов шарикоподшипниковых колец на желобошлифовальном станке с относительным качательным движением абразивного круга и обрабатываемого кольца является выключение качательного движения в момент перехода на чистовое тилифование с переводом станка на шлифование врезанием. Такой способ повышает динамическую жесткость станка вследствие останова значительных масс качающейся бабки.
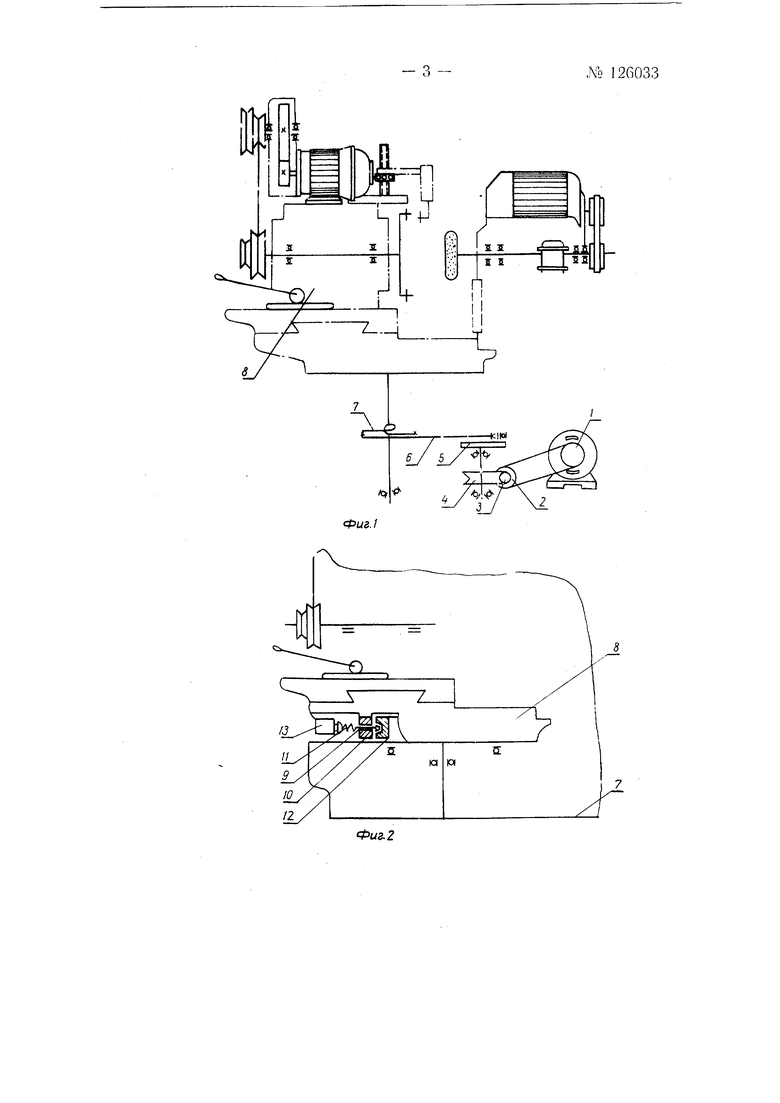
На фиг. 1 дана кинематическая схема желобошлифовального станка для осуществления предлагаемого способа при обработке наружных колец шарикоподшипников; на фиг. 2 схематически изображено приспособление к указанному станку с автоматическим фиксатором, нафиг. 3 - то же, в осевом разрезе; на фиг. 4 - то же, в разрезе по АА на фиг. 3.
В ггервый период шлифования кольцо и круг имеют при большой подаче угловое перемещение одно относительно другого - происходит черновое шлифование с качанием. С приближением к заданному диаметру желоба, кольцо не имеет углового перемещения относительно круга. Происходит шлифование врезанием.
Конструктивно это рещается установкой приспособления с автоматическим фиксатором на качающийся узел станка, который будет
№ 126033- 2 фиксироваться в нейтральном ноложенин, благодаря чему станок, работавший в первый период шлифовання способом качания, будет автоматически переведен на способ врезания. Получается комбинированный способ формообразования поверхности качения шарикоподшипников с использованием преимуществ способов качания (при черновом шлифовании) и врезания (при чистовом шлифовании и выхалсивании). Для смягчения возможных ударов при переходе от качания на врезание можно применить в приводе качания любой из известных бесступенчатых приводов.
В желобошлифовальном станке (фиг 1) узел качания бабки изделия состоит из электродвигателя 1, сообшающего через клиноременную Передачу 2 вращение червяку , сцепленному с червячным колесом 4, сидяишА на одном валу с кулисой 5. Водило 6 с закрепленным на нем тросом 7 или шатуном поворачивает бабку 8 на угол, зависящий от наладки, т. е. сообщает бабке карательные движения, необходимые для желобообразования.
В качающемся узле станка применено приспособление с автолчатнческим фиксатором, обеспечивающим перевод на чистовое шлифование врезанием (фиг. 2). Фиксатор 5, проходящий через корпус 10 под действием пружины 11, входит своим коническим концом в гнездо 12. Электромагнит 13 во время качания бабки 8 вытягивает фиксатор 9 Л-, гнезда 12.
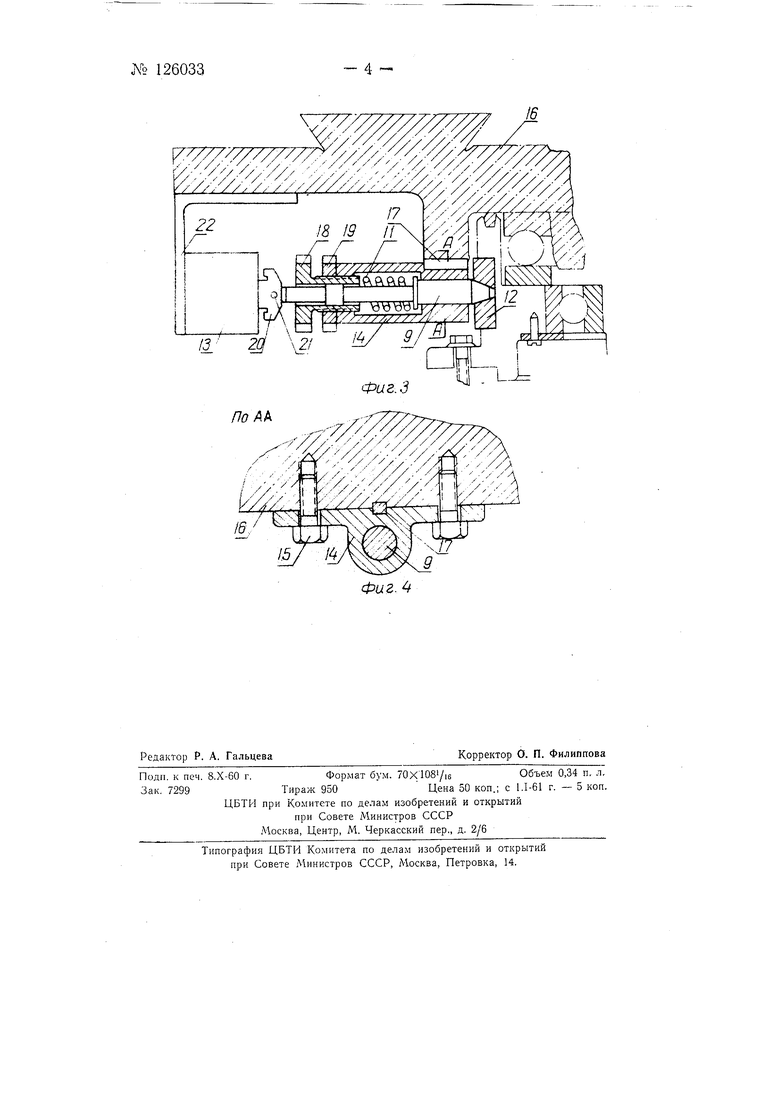
Корпус М фиксатора 9 (фиг. 3 и 4) болтами 15 крепится к столу 16 качающейся бабки 5. Гнездо 12 закрепляется на неподвижной части стола 16. Шпонка 17 фиксирует положение корпуса 14 относительно стола 16. Гайка 18 регулирует натяжение пружины //, а контргайка 19 стопорит гайку 18. Фиксатор 9 связан с якорем 20 электромагнита 13 посредством щпильки 21. Электромагнит 13 крепится на угольнике 22, установленном на столе 16.
При включении станка электромагнит 13, связанный с общей электросхемой, втягивает якорь 20, и связанный с ним фиксатор 9 выходит из гнезда 12. Стол 16 освобождается и начинает качаться. В это время происходит черновое шлифование способом качания. При Переходе нл чистовое шлифование и выхаживание электромагнит 13 отключается, и фиксатор 9 под действ-ием пружины // входит своим коническим концом в гнездо 12, фиксируя по;южение стола 16 в нейтральном полажени{и.
Одновременно с электромагнитом 13 отклЕочается электродвигатель 1 привода качання. Начинается шлифование методом врезания.
Предмет изобретения
1.Способ щлифования желобов щарикоподшипниковых коле, на желобощлифоЕ.альном станке с относительным качательным движением обрабатываемого кольца и щлифовального круга, отличающийся тем, что по окончании чернового щлифования относительное качательное движение кольца и круга выключают и станок -переводят на чистовое шлифование врезанием, с целью повышения динамической жесткости станка вследствие останова значительных его качающихся масс.
2.Приспособление к желобошлифовальному станку для осуществления способа но П. 1, отличающееся тем, что, с целью перевода на чистовое шлифование врезанием, на качающемся узле станка установлен авто.матический фиксатор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод качающейся бабки желобошлифовального станка | 1959 |
|
SU129104A1 |
| Полуавтоматическая мерительная машина | 1960 |
|
SU142439A1 |
| Вибродатчик сейсмического типа | 1959 |
|
SU131103A1 |
| Станок для бесцентрового шлифования шариков | 1939 |
|
SU61430A1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ШЛИФОВАНИЯ | 1997 |
|
RU2173249C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ШЛИФОВАНИЯ | 2000 |
|
RU2189303C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| СПОСОБ ЗАТОЧКИ НЕПЕРЕТАЧИВАЕМОЙ ПЛАСТИНЫ (ВАРИАНТЫ) И ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2432246C2 |
| Способ автоматического управления процессом врезного шлифования тел вращения и устройство для его осуществления | 1978 |
|
SU770752A1 |