Обычно после штамповки шарики обрабатываются на опилсвочных станках, где снимается облой, полюсы и верхняя корка, затем шарики обрабатываются в барабанах, которые сглаживают рубцы, получаюш.иеся при обработке на опиловочных станках. В таком виде шари-ки прокатываются между двумя профильными дисками, после чего идут в закалку. Закаленные шарики попадают опять на лрофильные диски для дальнейшей обработки. Последняя операция изготовления шариков проходит в барабанах, где шарики обрабатываются сначала с венской известью, а потом с кусками кожи. Все операции обработки шариков, кроме обработки в барабанах, происходят с охлаждением керосином.
С целью ускорения процесса изготовления шариков и устранения расхода керосина предлагается станок для бесцентрового шлифования шариков на проход между шлифовальным и ведущим кругами с замкнутыми кольцевыми канавками, особенность которого состоит в том, что в теле ведушего круга имеются каналы для перехода шариков из одной канавки в другую.
На предлагаемом станке можно-произвести обработку шариков, начиная с опиловки и кончая шлифовкой в закаленном состоянии, причем .все операции проходят с охлаждением эмульсией или содовым раствором, а не керосином, как это делается в настоящее время.
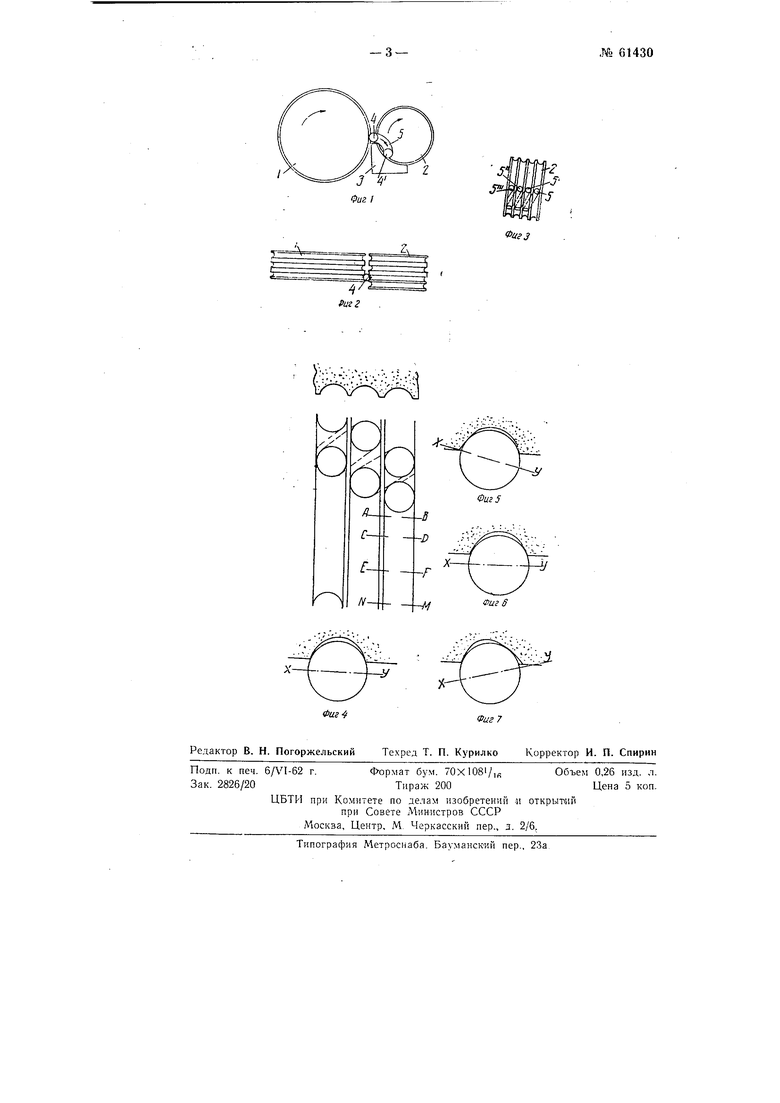
На фиг. 1 изображен вид станка сбоку: на фиг. 2-вид его сверху; на фиг. 3-вид ведущего барабана со стороны шлифовального круга (привод и т. п. детали существующих бесцентровых шлифовальных станков не показаны); на фиг. 4-7 сечения по одной из канавок -ведущего круга.
Шлифовальный круг / имеет концентрические канавки, заправленные радиусом, равным радиусу обрабатываемого шарика. Ведущий круг 2 также имеет концентрические канавки, но синусоидального проJVb 61430-2филя. Шарики 4 лежат на ноже 3, тело которого идет по профилю ведущего барабана на длину, большую длины переходного канала 5.
Шлифовальный и ведущий .круги вращаются по часовой стрелке с отнощением окружных скоростей, нормальным при бесцентровой щлифовке; шарик из загрузочиого приспособления (на схеме не указано) подается на нож 3 к первой канавке ведущего круга и, попадая в отверстие переходного канала 5, проходит во вторую соседнюю канавку, где начинается его обработка, далее он переходит из канавки в канавку через переходные каналы 5, 5, 5 и т. д. при каждом обороте ведущего круга.
Если щарик поставить между двумя кругами с желобками, не имеющими синусоидальный профиль, то ось вращения щарика будет параллельна осям шлифовального круга и барабана (фиг. 2), т. е. будет щлИфоваться «экватор, а «полюса не будут щлифоваться и только при переходе в другой желоб может получиться по теории вероятностей, что щарик пойдет под шлифовальный круг полюсом. Для того чтобы в одном желобе щарик прощлифовался со всех сторон, нужно заставить его менять направление вращения, что и достигается применением синусоидально профиля у концентрических канавок ведущего круга.
Из фиг. 4, 5, 6 и 7, изображающих сечения одной из канавок ведущего круга в различных местах по окружности, видно, что ось х-у вращения щарика меняет свое направление в зависимости от того, какими точками щарик опирается на стенки желоба ведущего круга.
Предмет изобретения
Станок для бесцентрового щлифования щариков на проход между щлифовальным и ведущим кругами с замкнутыми кольцевыми канавками, отличающийся тем, что для передачи щариков из одной канавки в другую в теле ведущего круга имеются каналы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования шаров | 1939 |
|
SU58263A1 |
| Станок для бесцентрового шлифования шаров | 1946 |
|
SU72114A1 |
| СПОСОБ ШЛИФОВАНИЯ ШАРОВ НА ПРОХОД И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1954 |
|
SU110166A1 |
| Устройство для бесцентрового шлифования шариков | 1983 |
|
SU1158330A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ | 2009 |
|
RU2415004C1 |
| Способ шлифования желобов шарикоподшипниковых колец на желобошлифовальном станке | 1959 |
|
SU126033A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| Станок для шлифования шариков | 1940 |
|
SU61650A1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| Бесцентрово-шлифовальный станок для снятия фасок на цилиндрических изделиях | 1958 |
|
SU114990A1 |