Изобретение относится к строительной индустрии и может быть использовано для производства искусственных пористых заполнителей, в частности керамзита, применяющихся в качестве компонентов легких бетонов и растворов.
Целью изобретения является утилизация тепла и повышение качества заполнителя.
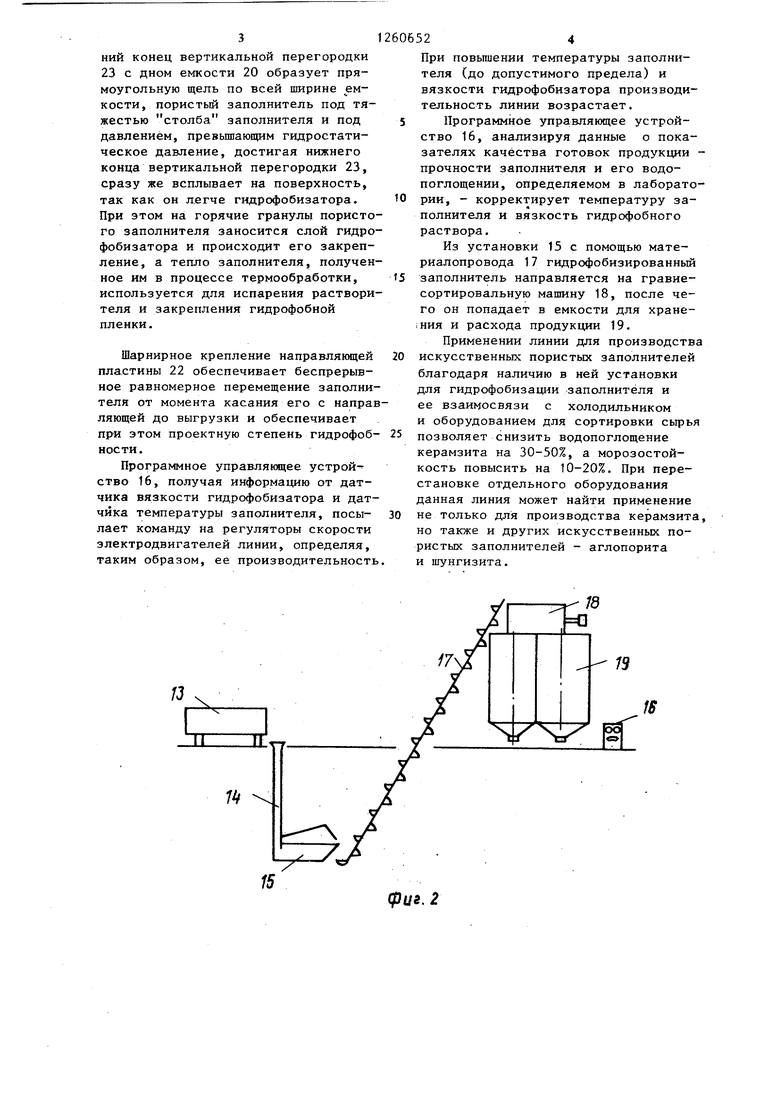
На фиг. 1 изображена линия для производства искусственного пористого заполнителя; на фиг. 2 - то же, продолжение; на фиг. 3 - установка для гидрофобизации пористого заполнителя.
Линия содержит установленные по ходу технологического процесса и связанные последовательно между собой транспортными средствами оборудование для приемки сырья 1, питатель 2, дробилку 4, ленточный транспортер 4, питатель 5, шахтную мельницу 6, вакууумный транспортер 7, бункер.8 двухвального смесителя 9, червячный пресс 10, ленточный конвейер 11, вращающуюся печь 12, холодильник 13, материалопровод 14
установку 15 для гидрофобизации, вьшолненную в виде емкости для гидрофобизации, программное управляющее устройство 16, материалопровод 17,, гравиесортировальную машину 18 и емкости для хранения и расхода продукции 19. .
Установка 15 для гидрофобизации содержит емкость 20 для гидрофобизации, загрузочный бункер 21, к стенке которого шарнирно прикреплен направляющая пластина 22, вертикальную перегородку 23, верхний конец которой жестко прикреплен к стенке загрузочного бункера 21, а нижний конец с дном емкости 20 образует прямоугольную щель по всей ширине емкости.
Установка 15 для гидрофобизации соединена с одной стороны с помощью материалопровода 14 с холодильником 13, ас другой стороны - с обор дованием для сортировки сьфья, причем входное отверстие установки,15 расположено ниже выходного отверстия холодильника 13 на расстоянии Н , определяемом по формуле
Н 5 --
Р
5-Q K,-K,
260652
где.
10
30
35
40
- 50
45
55
Р 5 Q к.
масса iiopucToi o заполнителя в материалопроводе, кг,сечение материалопровода, м ;
объемная масса, коэффициент, учитывающий отклонение материалопровода от вертикали в пределах ±30 и равный 0,5-0,8;
kj- коэффициент трения, численно равный 1,15-1,30 (определен экспериментально) .
5 На программном управляющем устройстве 16 смонтированы приемные каналы датчика температуры, установленного в материалопроводе установки 15, и датчики скорости, связан- 20 ные с регуляторами скорости, соединенными с редукторами двигателей: питателя 2, дробилки 3, ленточного транспортера 4, питателя 5, шахтной мельницы 6, вакуумного транспортера 25 7, расходного бункера 8, двухвального смесителя 9, червячного пресса 10, ленточного конвейера 11, вращающейся печи 12, гравиесортироваль- ной машины 18, и исполнительными механизмами установки 15 (устройства для измельчения проходного сечения отверстия установки и угла наклона направляющей пластины).
Линия работает следующим образом.
Глинистое сырье транспортером подают в бункер для приемки сырья 1, откуда его через питатель 2 направляют в дробилку 3 для грубого измельчения сьфья, после чего ленточным транспортером 4 через питатель 5 его направляют в бункер шахтной мельницы 6, из которой вакуумным транспортером 7 сырье направляют в расходньй бункер 8 двухвального смесителя 9 и далее в червячный пресс 10. Затем гранулы полуфабриката ленточным конвейером 11 подают прямо на термообработку во вращающуюся печь 12. Из печи керамзит с температурой 1140 С направляют в а оттуда с темперахолодильник 13, турой 50-70 С он поступает в материалопровод 14 установки 15 для гидрофобизации.
Загрузочный бункер 21 установки .заполняют гидрофобизатором, например хлорсиланом, и подают пористьй заполнитель. В связи с тем, что ниж3
НИИ конец вертикальной перегородки 23 с дном емкости 20 образует прямоугольную щель по всей ширине емкости, пористый заполнитель под тяжестью столба заполнителя и под давлением, превьшающим гидростатическое давление, достигая нижнего конца вертикальной перегородки 23, сразу же всплывает на поверхность, так как он легче гидрофобизатора. При этом на горячие гранулы пористого заполнителя заносится слой гидрофобизатора и происходит его закрепление, а тепло заполнителя, полученное им в процессе термообработки, используется для испарения растворителя и закрепления гидрофобной пленки.
Шарнирное крепление направляющей пластины 22 обеспечивает беспрерывное равномерное перемещение заполнителя от момента касания его с направляющей до выгрузки и обеспечивает при этом проектную степень гидрофоб- ности.
Программное управляющее устрой- ство 16, получая информацию от датчика вязкости гидрофобизатора и датчика температуры заполнителя, посылает команду на регуляторы скорости электродвигателей линии, определяя, таким образом, ее производительность
606524
При повышении температуры заполнителя (до допустимого предела) и вязкости гидрофобизатора производительность линии возрастает. 5 Программное управлякщее устройство 16, анализируя данные о показателях качества готовок продукции - прочности заполнителя и его водо- поглощении, определяемом в лаборато- 0 рии, - корректирует температуру заполнителя и вязкость гидрофобного раствора.
Из установки 15 с помощью мате- риалопровода 17 гидрофобизированный 5 заполнитель направляется на гравие- сортировальную машину 18, после чего он попадает в емкости для хране- ;ния и расхода продукции 19.
Применении линии для производства 20 искусственных пористых заполнителей благодаря наличию в ней установки для гидрофобизации заполнителя и ее взаимосвязи с холодильником и оборудованием для сортировки сырья позволяет снизить водопоглощение керамзита на 30-50%, а морозостойкость повысить на 10-20%. При перестановке отдельного оборудования данная линия может найти применение 0 не только для производства керамзита, но также и других искусственных пористых заполнителей - аглопорита и шунгизита.
25
(pt/г. 2
гг
Редактор М.Бандура
Составитель И..Иноземцева
Техред Л.Сердюкова Корректор Т.Колб
Заказ 5213/35
Тираж 561Подписное
ВНИИПИ Государственно1°о комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул.Проектная, 4
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия по производству керамзита пластическим способом | 2022 |
|
RU2801286C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОГО КЕРАМЗИТОВОГО ГРАВИЯ | 2016 |
|
RU2639010C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2033323C1 |
| Установка для переработки бытового мусора | 1980 |
|
SU924974A1 |
| Установка для гидрофобизации пористых заполнителей | 1984 |
|
SU1199623A1 |
| ОБЪЕДИНЕННАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКИХ ЛИНИЙ ПО ПРОИЗВОДСТВУ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА, ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛОКЕРАМИЧЕСКОГО МАТЕРИАЛА И НЕОРГАНИЧЕСКОГО ГРАНУЛИРОВАННОГО ПЕНОМАТЕРИАЛА | 2014 |
|
RU2563867C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННЫХ ПОРИСТЫХ МАТЕРИАЛОВ | 2005 |
|
RU2302390C2 |
| Технологическая линия для изготовления теплоизоляционных материалов | 1990 |
|
SU1787792A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА | 2005 |
|
RU2294902C1 |
| КОМПОЗИЦИЯ ДЛЯ ПРОИЗВОДСТВА ВОДОСТОЙКОГО ПОРИСТОГО ЗАПОЛНИТЕЛЯ | 2011 |
|
RU2478084C2 |
| Бродский М.И | |||
| и др | |||
| Новое в производстве керамзита на Бельцком комбинате строительных материалов | |||
| - Строительные материалы, 1982, № 10, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Опацкий С.П | |||
| Производство керамзита | |||
| Mi: Стройиздат, 1971, с | |||
| ДИФФЕРЕНЦИАЛЬНАЯ ТЕРМИОННАЯ ЛАМПА | 1920 |
|
SU294A1 |
