Изобретение относится к производству гранулированных пористых материалов и может быть использовано в промышленности строительных материалов.
Известен способ изготовления гранулированного пеностекла, заключающийся в совместном помоле стекольного сырья и порообразователя, грануляции, в процессе которой в смесь вводят связующий компонент, и последующей термообработке [Демидович Б.К. Производство и применение пеностекла. Минск, 1072, с.196-201].
Недостатком этого способа является высокая себестоимость готовой продукции.
Наиболее близким по технической сущности является способ получения гранулированного пеностекла на непрерывно действующей технологической линии, включающий дробление стеклобоя, весовое дозирование и совместный помол стеклобоя и порообразователя в мельницах, гранулирование шихты с орошением ее водным раствором растворимого стекла, сушку гранул, вспенивание гранул во вращающейся газовой печи и остывание гранул во вращающемся барабане [RU п. №2162825, МПК С03С 11/00, опубл. 10.09.2001].
Недостатки этого способа заключаются в том, что помол стекла до необходимой тонины ( 5000 см2/г) осуществляется в шаровых мельницах периодического действия в течение длительного времени (10-15 часов) с усилием определенным свободным падением шаров (1g). Шаровые мельницы не могут обеспечить необходимую механоактивацию порошка для повышения качества конечного продукта. Грануляция в тарельчатом грануляторе не дает однородной плотности сырцовых гранул, образуются центральные и концентрические пустоты, что в конечном итоге не позволяет получить равномерную ячеистую структуру вспененных гранул и особенно отрицательно влияет на их прочность. На вспенивание в газовой вращающейся печи, при неизотермическом обжиге, значительное влияние имеет конвективная составляющая теплопереноса, нагрев гранул протекает относительно медленно 0,02·102 - 0,07·102°С/с. Здесь процесс вспенивания представляет собой сочетание последовательных, последовательно-параллельных химических реакций, в последовательность эндотермических химических реакций встраивается кристаллизация твердой и жидкой фаз, являющаяся экзотермической реакцией. Кристаллизация получает достаточно благоприятные условия для своего развития, оказывая негативное воздействие на процесс порообразования в гранулах, утяжеляя их. Медленное остывание гранул в длинном необогреваемом барабане не создает оптимальных условий отжига пеностекла.
Техническим результатом изобретения является повышение прочностных характеристик, снижение объемной массы, снижение теплопроводности, снижение водопоглощения гранулированных пористых материалов и утилизация отходов.
Технический результат достигается тем, что в способе получения гранулированных пористых материалов, включающем дробление, весовое дозирование, помол в мельнице, сушку гранул, вспенивание гранул с разделяющей средой и отжиг, новым является то, что помол проводят в центробежной эллиптической мельнице проходного типа с увлажнением порошка водой от 0,5 до 5% по массе и добавлением вспенивающей добавки, затем проводят отсев на классификаторе тонкомолотого гидратированного порошка с удельной поверхностью 6000 см2/г, смешивают со связующим пластификатором, гранулируют на усиленном шнековом грануляторе через фильеры, на выходе гранулы срезают ножом, а перед опудриванием гранулы окатывают с получением правильной сферической формы, опудривают, сушат в электрической индукционной печи при температуре 420°С, вспенивают в туннельно-шнековой конвейерной печи при температуре 730°-830°С и разделяют в обтирочном барабане.
На чертеже дана блок-схема технологической линии производства гранулированных пористых материалов.
Способ изготовления гранулированных пористых материалов осуществляется на технологической линии состоящей из приемного бункера 1, щековой дробилки 2, молотковой дробилки 3, бункера запаса дробленки 4, тарельчатого питателя 5, дозатора воды 6, центробежной эллиптической мельницы проходного типа 7, классификатора 8, бункера запаса порошка 9, тарельчатого питателя 10, дозатора добавок 11, напорной емкости 12, турболопастного смесителя 13, гранулятора шнекового усиленного 14, дискового окатывателя 15, опудривателя 16, электрической индукционной печи сушки 17, бункера запаса высушенных гранул 18, электрической туннельно-шнековой печи вспенивания 19, электрической туннельно-конвейерной печи отжига гранул 20, обтирочного барабана 21 и склада готовой продукции 22. Данная технологическая линия по мере переработки сырья и полуфабрикатов использует ленточные, скребковые, шнековые конвейеры, ковшовые элеваторы и пересыпные устройства.
Способ осуществляют следующим образом: сырье: стеклобой, силикат глыбу, стеклогранулят, остеклованные перлит, цеолит, шлак и другие природные и техногенные силикатные материалы (в зависимости от того какой конечный продукт планируется получить) загружают в приемный бункер 1, откуда оно поступает в щековую дробилку 2 для разрушения крупных кусков, из нее в молотковую дробилку 3 для получения дробленки крупностью до 5 мм, отсюда ковшовым элеватором дробленка подается в бункер запаса 4, а затем тарельчатым питателем 5 подается в центробежную эллиптическую мельницу проходного типа 7, в которую также дозатором 6 подается вода для увлажнения порошка от 0,5 до 5% по массе, а также дозатором добавок 11 подаются вспенивающие добавки в основном газовая сажа 0,2-0,3% по массе. Здесь, в связи с высоконапряженным процессом, за сравнительно короткое время происходит тонкий помол, механоактивация и гидратация порошка, которые позволяют снизить температуру вспенивания на 90°С и в сочетании с плотной грануляцией получить равномерную пористую сотовую структуру вспененного материала и снизить объемный вес гранул в среднем в 1,5 раза по сравнению с негидратированной смесью. После отсева в классификаторе 8 тонкомолотый гидратированный порошок с удельной поверхностью 6000 см2/г ленточным конвейером (или ковшом элеватором) подается в бункер запаса порошка 9, из которого тарельчатым питателем 10 подается в турболопастной смеситель 13, в который из напорной емкости 12 подается связующее - пластификатор (раствор жидкого стекла плотностью 1,12 г/см3), и увлажненная шихта поступает в усиленный шнековый гранулятор 14. В шнековом грануляторе шихта продавливается через фильеры, и на выходе гранулы срезаются ножом, меняя фильеры, можно менять размеры гранул, при этом они получаются более плотные и однородные по структуре, чем при получении методом простого скатывания из порошка, что положительно сказывается на качестве конечного продукта, затем гранулы по желобу перетекают в дисковый окатыватель 15, в котором они приобретают правильную сферическую форму, полученные сырцовые гранулы по ленточному конвейеру поступают в опудриватель 16, где происходит опудривание гранул (например, глиноземом или строительной известью), что предотвращает слипание гранул в печи вспенивания, а спекшаяся с ганулами известь положительно влияет на адгезию гранулированного пористого материала с цементным камнем, затем гранулы поступают в электрическую индукционную печь сушки 17, где происходит равномерное высушивание сырцовых гранул при температуре 420°С, минимальная влажность у которых на выходе 1-2%. Высушенные гранулы ковшовым элеватором подаются в бункер запаса высушенных гранул 18, а затем из бункера 18 ленточным питателем подаются в электрическую туннельно-шнековую печь вспенивания (порообразования) 19, где перемещение гранул осуществляется шнеками, расположенными поперек направления потока. В этой печи отсутствует конвективная составляющая теплопереноса, происходит изотермический нагрев гранул до температуры 730°-830°С за счет, главным образом, излучения и теплопроводности. Обжиг происходит с очень высокой скоростью 103-104°С/с, поэтому процесс вспенивания представляет собой совокупность параллельных эндотермических химических реакций, при этом кристаллизация стекла подавляется, снижается объемный вес гранул. В керамзите, при изотермическом нагреве, содержание стекловидной фазы увеличивается на 15-25%, снижается его объемный вес до 200 кг/м3. По мере нагревания гранул до температуры пиропластического состояния и выделения из порообразователя газов и паров связанной воды происходит вспенивание гранул, которые увеличиваются в объеме, перемешиваются и передвигаются шнеками в печи. Наличие опудривателя (глинозема или строительной извести) защищает гранулы от слипания друг с другом, с футеровкой и шнеками печи. При получении особо легкого гранулированного пористого материала совместно с гранулами в печь подается мелкофракционный кварцевый песок, который затем отсеивается для повторного использования. Вспененные гранулы по лотку подаются в электрическую туннельно-конвейерную печь отжига 20 с регулируемыми зонами нагрева, где плавным регулированием скорости конвейера выдерживается выбранный температурно-временной график отжига в зависимости от материала, плотности, размера гранул, такой отжиг позволяет получить гранулы без остаточных напряжений, что увеличивает прочность и снижает водопоглощение гранул. Ленточным конвейером подают гранулы в обтирочный барабан 21, где слипшиеся гранулы разделяются, и отсеиваются излишки опудривателя, который не спекся с гранулами (он после отсева возвращается в опудриватель). Затем гранулы ленточными конвейерами или ковшовыми элеваторами поставляются на склад готовой продукции 22.
Описанный выше способ получения гранулированных пористых материалов обеспечивает получение стабильно хорошего качества продукции, которая имеет следующие характеристики:
Преимущества заявляемого способа получения гранулированных пористых материалов состоят в том, что помол стекла в центробежной эллиптической мельнице проходного типа увеличивает производительность, а добавление воды (до 5%), за счет механоактивации, дает необходимую гидратацию порошку, что в свою очередь в сочетании с изотермией и хорошим перемешиванием в туннельно-шнековой печи позволяет снизить температуру вспенивания на 90°С и получить равномерно-пористую сотовую структуру вспененного материала, снизить объемный вес гранул в 1,5 раза с одновременным повышением прочности и снижением водопоглощения.
Использование усиленного шнекового гранулятора в технологическом процессе позволяет увеличить плотность и улучшить структуру сырцовых гранул, выдавать гранулы строго заданных размеров. Увеличение плотности сырцовых гранул повышает их теплопроводность, что при больших скоростях нагрева позволяет получить поры одинакового размера по всему объему гранулы.
Использование электрической туннельно-шнековой печи вспенивания позволяет создать необходимый изотермический нагрев гранул со скоростью 103-104°С/с, что наряду с перемешиванием гранул необходимо для получения высококачественного пеностекла и керамзита плотностью 200 кг/м3.
Наличие управляемых зон нагрева в туннельно-конвейерной печи отжига и плавного регулирования скорости конвейера позволяет выдерживать оптимальные температурно-временные графики отжига гранул различной плотности и размера, что увеличивает прочность гранул и снижает водопоглощение.
Использование электрической индукционной печи сушки, электрической туннельно-шнековой печи вспенивания и электрической туннельно-конвейерной печи отжига позволяет говорить о том, что заявляемый способ пористых материалов является значительно более экологически чистым производством, чем прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА | 2005 |
|
RU2294902C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА | 2014 |
|
RU2609783C2 |
| Технологическая линия производства гранулированного пеностекла | 2016 |
|
RU2642756C1 |
| ОБЪЕДИНЕННАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКИХ ЛИНИЙ ПО ПРОИЗВОДСТВУ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА, ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛОКЕРАМИЧЕСКОГО МАТЕРИАЛА И НЕОРГАНИЧЕСКОГО ГРАНУЛИРОВАННОГО ПЕНОМАТЕРИАЛА | 2014 |
|
RU2563867C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА ИЗ СТЕКЛОБОЯ | 1998 |
|
RU2162825C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСИЛИКАТА - ПЕНОСИЛИКАТНОГО ГРАВИЯ | 2005 |
|
RU2291126C9 |
| КОМПОЗИЦИОННАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА | 2005 |
|
RU2287495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ГРАНУЛИРОВАННОЙ ПЕНОСТЕКЛОКЕРАМИКИ | 2013 |
|
RU2540741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОСТЕКЛОКЕРАМИКИ | 2006 |
|
RU2374191C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ГРАНУЛИРОВАННОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА ИЗ ДИАТОМИТОВОГО СЫРЬЯ | 2010 |
|
RU2455431C1 |
Изобретение относится к производству гранулированных пористых материалов и может быть использовано в промышленности строительных материалов. Техническим результатом изобретения является повышение прочностных характеристик, снижение объемной массы, снижение водопоглощения гранулированных пористых материалов и утилизация отходов. Способ получения гранулированных пористых материалов включает дробление, весовое дозирование, помол в мельнице, сушку гранул, вспенивание гранул с разделяющей средой и отжиг. Помол проводят в центробежной эллипсной мельнице проходного типа с увлажнением порошка водой от 0,5 до 5% по массе и добавлением вспенивающей добавки. Затем проводят отсев на классификаторе тонкомолотого гидратированного порошка с удельной поверхностью 6000 см2/г, смешивают со связующим пластификатором, гранулируют на усиленном шнековом грануляторе через фильеры, на выходе гранулы срезают ножом. Перед опудриванием гранулы окатывают с получением правильной сферической формы, опудривают, сушат в электрической индукционной печи при температуре 420°С, вспенивают в туннельно-шнековой конвейерной печи при температуре 730-830°С и разделяют в обтирочном барабане. 1 ил., 1 табл.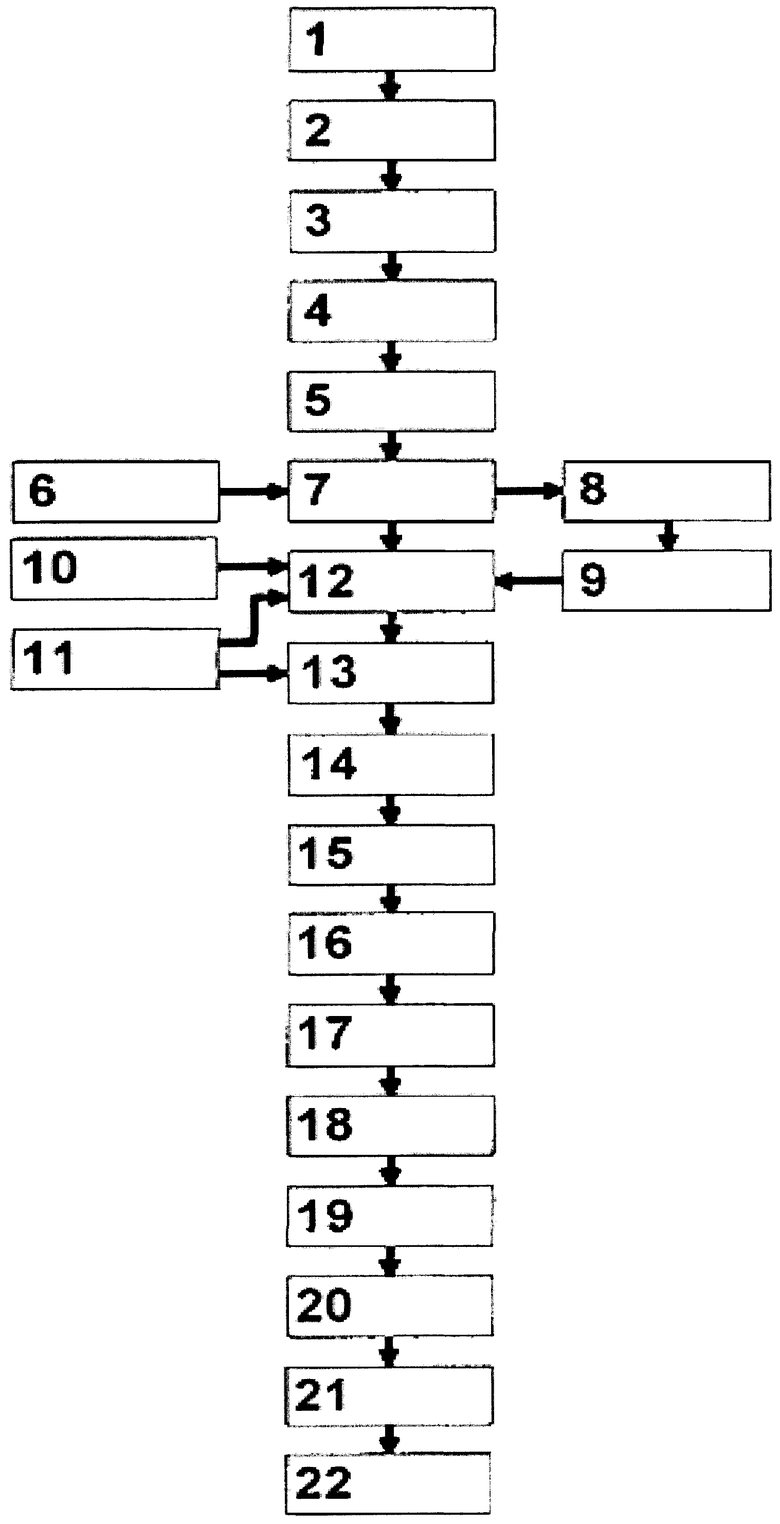
Способ получения гранулированных пористых материалов, включающий дробление, весовое дозирование, помол в мельнице, сушку гранул, вспенивание гранул с разделяющей средой и отжиг, отличающийся тем, что помол проводят в центробежной эллипсной мельнице проходного типа с увлажнением порошка водой от 0,5 до 5% по массе и добавлением вспенивающей добавки, затем проводят отсев на классификаторе тонкомолотого гидратированного порошка с удельной поверхностью 6000 см2/г, смешивают со связующим пластификатором, гранулируют на усиленном шнековом грануляторе через фильеры, на выходе гранулы срезают ножом, а перед опудриванием гранулы окатывают с получением правильной сферической формы, опудривают, сушат в электрической индукционной печи при температуре 420°С, вспенивают в туннельно-шнековой конвейерной печи при температуре 730-830°С и разделяют в обтирочном барабане.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА ИЗ СТЕКЛОБОЯ | 1998 |
|
RU2162825C2 |
| Сырьевая смесь и способ получения гранулированного теплоизоляционного материала | 2002 |
|
RU2220927C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2177462C2 |
| Способ изготовления пористых стеклянных шариков | 1978 |
|
SU1009275A3 |
| Гидравлическая система | 1980 |
|
SU1055908A1 |
| DE 3941732 А, 12.07.1990 | |||
| US 3261894 А, 19.07.1966. | |||

