Изобретение относится к неразру- тающему контролю и может быть использовано для контроля качества изделий разнообразного профиля, преимущественно при электромагнитной дефектоскопии.
Цель изобретения - повышение точности контроля.
На фиг.1 показан контролируемый объект с размещенными на его поверхности направляющими; на фиг.2 - схема контроля с такими направляющими, на фиг. 3 - контролируемый объект с направляющими в виде слепка с поверхности контролируемого объекта; на фиг. 4 и 5 - этапы изготовления направляющих; на фиг. 6 - схема контроля с направляющими в виде слепка с поверхности контролируемого объекта.
При реализации способа наносят направляющие 1 на контролируемый объект 2, используют первичный преобразователь 3, подключенньм к электронному блоку 4, слепок 5 с пазами для размещения первичного преобразователя, эластичные элементы 6, амортизаторы 7 и матрицу 8.
Способ неразрушающего контроля реализуется следующим образом.
Технологические направляющие 1 наносят непосредственно на поверхность контролируемого объекта 2 (фиг. 1). Направляющие 1 могут быть нанесены на поверхность контролируемого объекта 2 путем литья, прессования или напыления. Для облегчения последующего удаления направляющих 1 с поверхности контролируемого объекта 2 рекомендуется перед нанесением обработать поверхность контролируемого объекта 2 веществом, снижающим ее адгезионные свойства, например вазелином. В качестве материала для направляющих 1 рекомендуется использовать легкорастворимый материал, например церезин. Возможно также использование легкоудаляемых материалов: воска, парафина, пластмасс
. Кроме того, направляющие 1 могут быть выполнены из эластичного материала, например резины, и приклеены на поверхность контролируемого объекта 2. Направляющие 1 рекомендуется приклеивать с помощью матриц-трафаретов и пуансонов. Рабочая поверхность пуансона выполняется из системы подпружиненных элементов, что обеспечи60836
вает соответствие профиля направляющих профилю поверхности контролируемого объекта 2. При изготовлении на- правляюп1их 1 методами литья, прессо5 вания или напьшения целесообразно использовать матрицу 8, выполненную из эластичного материала. При этом для получения направляющих 1 с неизменным поперечным сечением матрица
О 8 выполняется композитной. Нижняя часть матрицы 8 соответствующая направляющим, выполняется из более жесткого материала, а верхняя часть- из более мягкого. В процессе изготбв 5 ления направляющих 1 матрица 8 плотно прижимается к поверхности контролируемого объекта 2. В направляющих 1 выполняются пазы, согласованные с каркасом первичного преобразователя
20 3. Первичньш преобразователь 3, подключенный к электронному блоку 4, размещают на соответствующей направляющей 1, перемещают по -ней первич- ньй преобразователь 3, измеряк1Т с
помощью электронного блока 4 параметры его сигналов и по их совокупности результат контроля просканированного участка (фиг, 2). Совокупность направляющих Г, получен30 ных в одном технологическом цикле, позволяет просканировать только часть поверхности контролируемого объекта 2. Для выполнения контроля в полном по заверщении ска35 нирования поверхности в первом цикле направляющие 1 удаляют и снова наносят их с требуемым смещением, создаваемым шагом сканирования, после чего процесс контроля повторя4о ется до его завершения в полном объеме.
В другом варианте направляющие выполняют в виде слепка 5 с поверхности контролируемого объекта 2
45 (фиг. 3). Такой вариант способа особенно удобен для контроля объектов с вогнутой поверхностью большой кривизны.
Слепок 5 с пазами для размещения 5Q первичного преобразователя 3 выполняют следующим образом
На поверхности контролируемого объекта 2 закрепляют эластичные элементы 6 с помощью амортизаторов 7 55 (фиг. 4), обрабатьюают поверхность контролируемого объекта 2 и поверхность эластичных элементов 6 вазелином, устанавливают над контролиру3
емым объектом 2 матрицу 8 и вводят в ее отверстие наполнитель, например церезин (фиг. 5), После затвердевания наполнителя снимают матрицу 8 и удаляют амортизаторы 7. Затем устанавливают матрицу S с полученным слепком 5 над контролируемым объектом 2 с требуемым зазором, задаваемым с помощью прокладок, а в полученных пазах размещают первичны преобразователь 3 (фиг. 6). Преимущество такого варианта состоит еще и в том, что площадь рабочего торца первичного преобразователя 3 не ограничивается направляющими. В предельном случае зазор отсутствует, а первичный преобразователь 3 перемещается по полученным в слепке 5 туннелям,
Так как выполненные как в первом так и во втором вариантах направляющие с высокой точностью повторяют рельеф сканируемой поверхности, то первичный преобразователь 3, перемещаясь по Этим направляющим, сканирует поверхность контролируемого объекта с высокой точностью позиционирования. При этом получаемая погрешность позиционирования определя ется только возможным изменением поперечного сечения направляющих и люфтом каркаса первичного преобразователя 3 в пазах направляющих и практически не зависит от вариации профиля контролируемого объекта. Предлагаемый способ обладает и высокой производительностью, так как исключает низкопроизводительные ручные операции разметки сканируемой поверхности, позиционирования первичного преобразователя 2 и сканирования .
Таким образом, предлагаемый способ позволяет повысить точность контроля по сравнению с известным и эффективно используется для контроля качества продукции массового производства. При использовании предлагаемого способа полностью ис- ключаются типичные ошибки, приводящие к недоработке и переработке: не608364
полный охват зон контроля, неодно- значное позии юнирование преобразо- . вателя, контроль деталей сложной формы не по зонам и т.п.
5
Формула изобретения
1. Способ неразрушающего контроля, заключающийся в том, что уста10 навливают направляющие для фиксации первичного преобразователя относительно поверхности контролируемого объекта, в процессе сканирования перемещают по этим направляющим
15 первичный преобразователь, измеряют параметры его сигналов и по их совокупности определяют результат контроля, отличающийся тем, что, с целью повьщ1ения точнрс20 ти контроля, предварительно на поверхности объекта контроля формируют технологические направляющие, повторяющие рельеф поверхности контролируемого объекта.
25 2. Способ по П.1, отличающийся тем, что, с целью облегчения последующего удаления на- правляющих с поверхности объекта контроля, их выполняют-из легкораство30 римого материала.
3.Способ по пп. 1 и 2, о т л и- чающийся тем, что, с целью
облегчения последующего удаления на- правляннцих с поверхности контроли- , руемого объекта, перед их изготовлением поверхность контролируемого объекта обрабатьюают веществом, снижающим ее адгезионные свойства.
4.Способ по пп. 1-3, о т л и - Q чающийся тем, что направляющие выполняют из эластичного материала и приклеивают их к поверхности контролируемого объекта.
I
.. 5. Способ по пп. 1 и 2, о т л и- 5 чающийся тем, что направляющие выполняют в виде слепка с поверхности контролируемого объекта и размещают полученный слепок над контролируемым объектом с равномер50
ным зазором.
Pui.
ipu. г
Vut. 3
. «
P(/e. S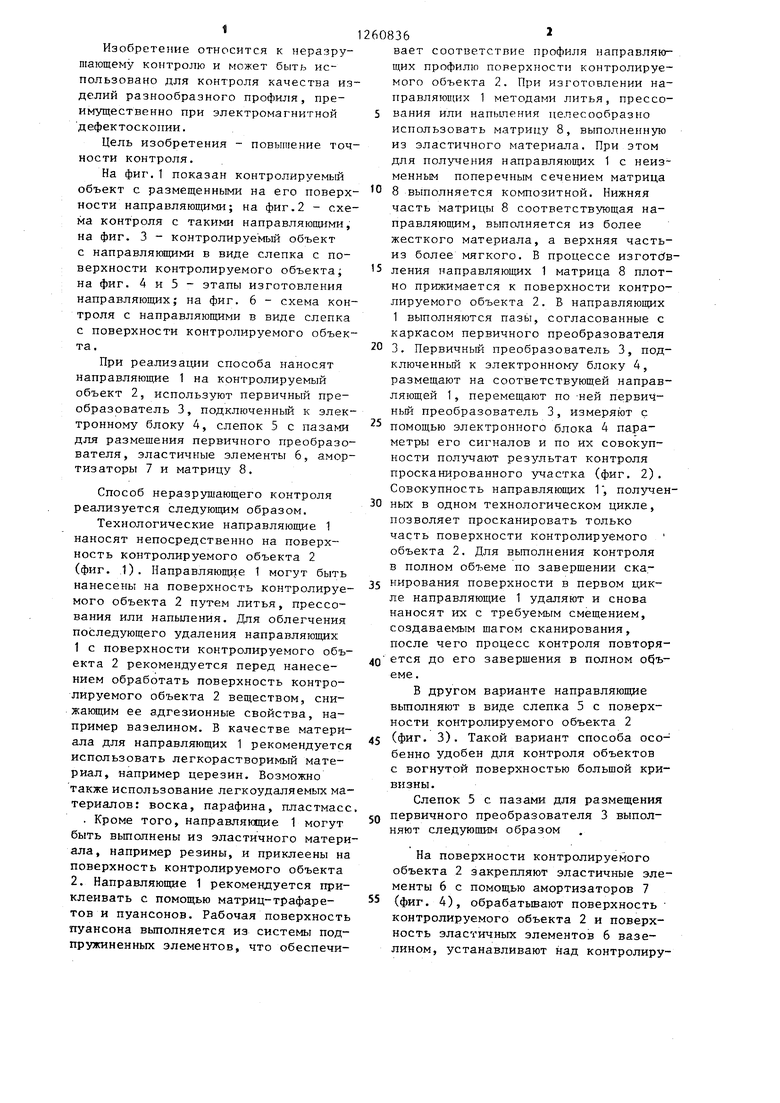
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОГО ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОДНОПРОФИЛЬНОЙ КОНСТРУКЦИИ | 1991 |
|
RU2029225C1 |
| Способ измерения площади рельефной поверхности электропроводных объектов | 1982 |
|
SU1084592A1 |
| Способ измерения профиля поверхности | 1990 |
|
SU1737253A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ РЕЖУЩЕГО МИКРОРЕЛЬЕФА ЭЛАСТИЧНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2014 |
|
RU2561342C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАЗМЕРОВ И КОНФИГУРАЦИИ НЁБА И ВОЛОКОННО-ОПТИЧЕСКИЙ СКАНЕР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2803485C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СЛЕПКОВ ЗУБОВ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2012 |
|
RU2509541C2 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| Устройство для получения слепков с рабочей поверхности твердых тел и способ его изготовления | 1980 |
|
SU996848A1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА | 2024 |
|
RU2821452C1 |
| Способ изготовления слепков спОВЕРХНОСТи ОбРАзцОВ пОлЕзНыХ иСКОпА-ЕМыХ | 1978 |
|
SU819612A1 |
Изобретение относится к неразрушающему контролю и может быть использовано для контроля качества изделий разнообразного профиля, преимущественно при электромагнитной дефектоскопии. Цель изобретения -. повышение точности контроля за счет стабилизации режима работы первичного преобразователя по зазору над контролируемым объектом. Для этого в способе неразрушающего контроля на контролируемую поверхность наносят технологические направляющие для перемещения первичного преобразователя , которые повторяют рельеф контролируемой поверхности объекта контроля, причем направляющие целесообразно выполнить из легкорастворимого материала, а поверхность объекта перед их нанесением обрабатывать веществом, снижаницим ее адгезионные свойства. 1 с.п. и 4 з.п. ф-лы, 6 ил. с (л
| Дорофеев А.Л | |||
| Электроиндуктивная дефектоскопия | |||
| М.: Машиностроение, 1967, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
