Изобретение относится к обработке металлов давлением, может быть использовано в кузнечно-штамповочном производстве при горячей изотермической штамповке деталей и является усовершенствованием штампа по авт. св. № 1127680. Целью изобретения является снижение энергозатрат и времени на нагрев штампа за счет увеличения суммарной величины зазоров, изолируюш,их рабочие элементы штампа от подштамповых плит. На чертеже показан штамп, общий вид. Штамп состоит з верхнего и нижнего блоков, которые содержат нижнюю и верхнюю подштамповые плиты 1 и 2, рабочие элементы (штамповые вставки) 3 и 4, наборы подкладных плит 5-7 в нижнем блоке и 8-10, в верхнем блоке, нагревательные элементы 11 и теплозаш.итные экраны 12 и 13. В каждом из блоков должно быть нечетное число подкладных плит. Контактируюш,ие с рабочими элементами 3 и 4 подкладные 5 и 7, а также отстояш,ие от них через одну плиты 8 и 10 имеют центральные поднутрения, габариты которых в плане превышают габариты рабочих элементов 3 и 4, а промежуточные подкладные плиты 6 и 9 имеют кольцевые периферийные поднутрения, причем размеры (габариты) центрального выступа в плане равны габаритам в плане рабочих элементов 3 и 4. Глубина поднутрений плит 5, 7, 8 и 10 меньше величины упругого прогиба подкладных плит при рабочем нагружении штампа. Штамп работает следующим образом. При приложении рабочей нагрузки подкладные плиты 5 и 10 прогибаются так, что их центральная часть соприкасается с подштамповыми плитами 1 и 2. При этом промежуточные подкладные плиты 6 и 9 смещаются к подштамповым плитам 1 и 2 на величину, равную глубине центральных поднутрений в подкладных плитах 5 и 10. Вместе с ними на ту же величину смещаются опорные периферийные элементы подкладных плит 7 и 8. Одновременно подкладные плиты 7 и 8 прогибаются так, что их центральные части соприкасаются с промежуточными подкладными плитами 6 и 9. Таким образом, в ненагруженном состоянии суммарная глубина поднутрений равна двойной наибольщей глубине поднутрений, определяемой условием прочности штампа, а при приложении рабочей нагрузки прогиб каждой подкладной плиты с центральным углублением не превышает наибольшей глубины, определяемой прочностью штампа. При общем количестве подкладных плит в каждом блоке, равном 5, суммарная глубина поднутрений в 3 раза больше наибольшей глубины одного поднутрения, при 7 - в 4 раза и т. д. предлагаемая конструкция щтампа для изотермической штамповки по сравнению с базовым объектом обеспечивает снижение тепловых потерь от нагреваемого узла через подкладные плиты, так как воздушный зазор, образуемый поднутрениями в подкладных плитах, имеет низкую теплопроводность (в 30 раз меньше, чем теплопроводность материала подкладных плит), что позволяет уменьшить энергозатраты и время на нагрев и поддержание высокой температуры рабочих элементов на 20-30% и сократить время нагрева в 1,5-2 раза. В целом это приводит к повышению производительности штампа на 5--10%.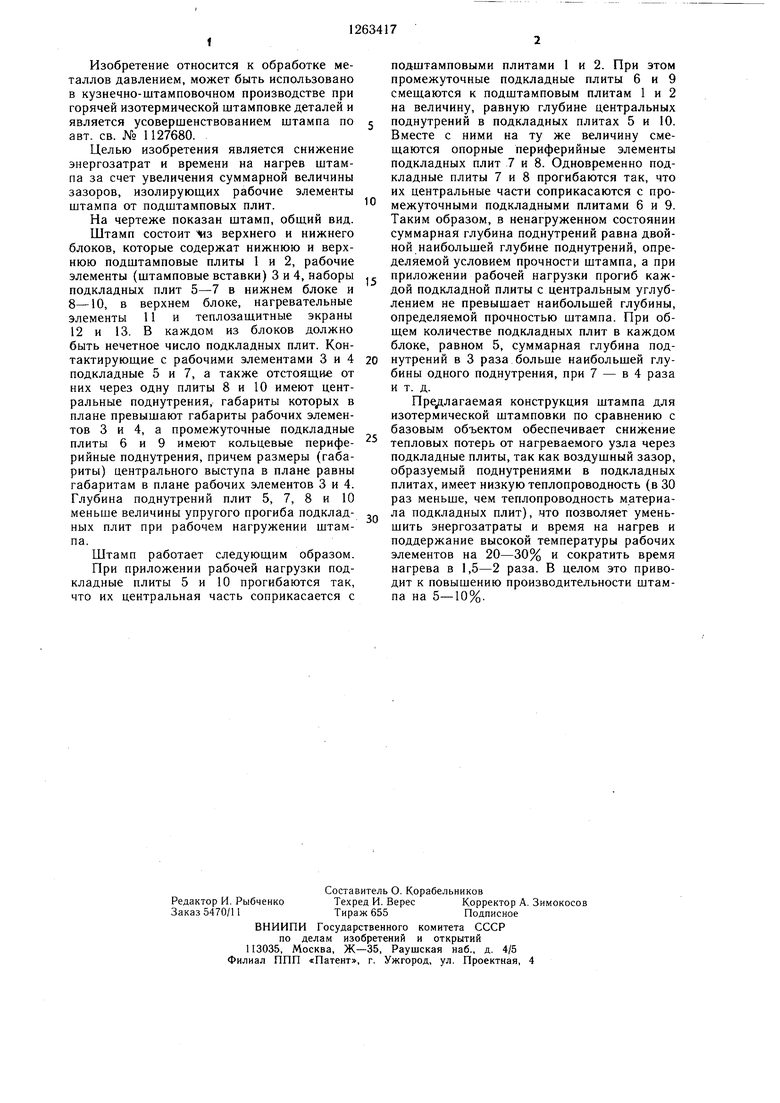
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изотермической штамповки | 1982 |
|
SU1127680A1 |
| Инструментальный узел устройства для изотермической штамповки | 1982 |
|
SU1106572A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 2011 |
|
RU2464120C1 |
| ТЕПЛОИЗОЛЯЦИОННАЯ ПОДУШКА ДЛЯ ШТАМПОВ | 2011 |
|
RU2455101C1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Штамп для открытой изотермической штамповки | 1980 |
|
SU1003984A1 |
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| Блок теплоизоляции штампа для изотермической штамповки | 1988 |
|
SU1606252A1 |
| Устройство для изотермического деформирования | 1987 |
|
SU1496890A1 |
ШТАМП ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ по авт. св. № 1127680, отличающийся тем, что, с целью снижения г энергозатрат и времени на его нагрев за счет увеличения суммарной величины зазоров, каждый из блоков снабжен по меньшей мере двумя дополнительными подкладными плитами при общем нечетном числе подкладных плит в блоке, при этом поднутрения подкладных плит, контактирующих с рабочими элементами, и плит, отстоящих от них через одну, выполнены в центральной части с габаритами в плане, превышающими габариты рабочих элементов, а поднутрения промежуточных подкладных плит выполнены кольцевыми на их периферии с габаритами центрального выступа в плане, равными габаритам рабочих элементов. . л. сл to 05 оо ISJ
| Штамп для изотермической штамповки | 1982 |
|
SU1127680A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
