Изобретение относится к обработке металлов давлением, а именно к конструкциям инструмента для изотермического деформирования. Известен штамп для изотермической штамповки,содержащий штамповые вставки и подкладные подштамповые плиты, Штамповые вставки нагре вают до температуры деформации заготовкиОднако это устройство имеет низки КПД, так как происходит интенсивная теплоотдача от штамповых вставок через подкладные подштамповые плиты к опорным поверхностям пресса, где обычно устанавливают холодильные устройства, предохраняющие детали пресса от разогрева,. В результате увеличивается расход электроэнергии для поддержания требуемой температуры, а также резко возрастает время нагрева штампа до температуры деформации, что снижает производительность изотеркшческой штамповки. Известен также штамп для изотермнческой штамповки, содержащий верхние -и нижние блоки в виде подштамртовых плит и изолированных от них зазорами рабочих элементов, установленных на подкладных плитах, а также нагреватели и теплозащитные экраны 2J. Недостатками известного штампа являются повышенные энергозатраты и пониженная производительность, обу словленные конструктивными особенностями штампа. Целью изобретения является снижение энергозатрат и повышение производительности. Поставленная цель достигается тем что в штампе для изотермической штам повки, содержащем верхние и нижние блоки в виде подштамповых плит и изо лированных от них зазорами рабочих элементов,установленных на подкладных плитах, а также нагреватели и теплозащитные экраны, зазоры в каждом из блоков образованы замкнутыми поднутрениями, выполненными в подкладных пли тах со стороны подштамповых плит, причем габариты поднутрений .в плане пре ёьш1ают -габариты рабочих элементов, а их глубина меньше, величины упругог прогиба подкладных плит при рабочем нагружении штампа. На чертеже дана схема штампа. Штамп содержит верхний и нижний блоки, образованные рабочими элементами 1 и 2,опирающиеся на подкладные плиты 3 и 4, которые имеют поднутр ния 5 и 6. Глубина поднутрений fc меньше величины упругого прогиба подкладных плит при рабочем нагружении штампа. Габарит поднутрений в плане D превьш1ает габарит в плане рабочих элементов d . Подкладные плиты 4 и 3 опираются по контуру на подштамповые плиты 7 и 8, которые в свою очередь размещены на опорных плитах 9 и 10. Рабочие Элементы подкладные и подштамповые смонтированы в штамподержателях 11 и 12, которые изолированы от окружающего пространства теплозащитными экранами 13 и 14. Нагрев штампа осуществляется, например, индукторами 15 и 16. Штамп работает следующим образом. При нагреве штампа до температуры деформации, а также во время холостого и обратного ходов пресса и при его выстаивании между циклами штамповок, воздушное пространство в полостях поднутрений 5 и 6 в подкладных плитах является эффективным теплоизолятором, препятствуя отводу тепа от рабочих элементов 1 и 2 к пли.там 9 и 10. В процессе штамповки плиты 3 и 4 упруго прогибаются и в результате этого опираются своей центральной частью на плиты 7 и 8. После окончания штамповки (снятия деформирующего усилия) воздушное пространство полостей поднутрений восстанавливается в результате упругой деформации подкладных плит. Пример. Штамповку заготовок из титановых сплавов, осуществляют в изотермических условиях на гидравлическом прессе усилием 250 тс в установке УИдаН-160 с индукционньм нагревом штамповых вставок. Температура штамп.овки и нагрева рабочих элементов - штамповых вставок 950°С, максимальное усилие .деформирования 200 тс. Диаметр штамповой вставки ; составляет 160 мм, диаметр подкладной плиты - 250 мм. Материал плиты 250 мм. Материал плиты - литейный жаройрочный сплав ЖСб-К. Диаметр полости, выполняемый в подкладной плите, должен быть меньше максимального диаметра ее (250 мм) и больше диаметра штамповой вставки (160 мм). Принимаем диаметр полости равным 240 мм. Глубина полости должна быть
311276804
больше высоты микронеровностей со-прокладки толщиной 0,3 мм с наружпрягаияцихся поверхностей плит и мень-ным диаметром 250 мм и внутренним
ше стрелы упругого йрогиба подклад-240 мм.
ной плиты. Расчеты показывают, что . Глубина полости 0,3 мм значитепьстрела упругого прогиба плиты с при- jно больше высоты микронеровностей
веденными размерами в плане и толщи-сопрягающихся деталей, которая при
ной 5 мм с учетом прочностных и плас-обработке по классу шероховатости
тических характеристик сплава ЖС6-КR 2,5 составляет 5 мкм. при температуре составляет при- Примен ение изобретения по сравблизительно 0,5 мм. Окончат.ельно .. юнению с известным штампом позволит
глубину полости в подкладной плитезначительно уменьшить энергозатраты
принимаем 0,3 мм, выполняя полость запри повьшении производительности за
счет-применения листовой кольцевойсчет снижения тепловых потерь.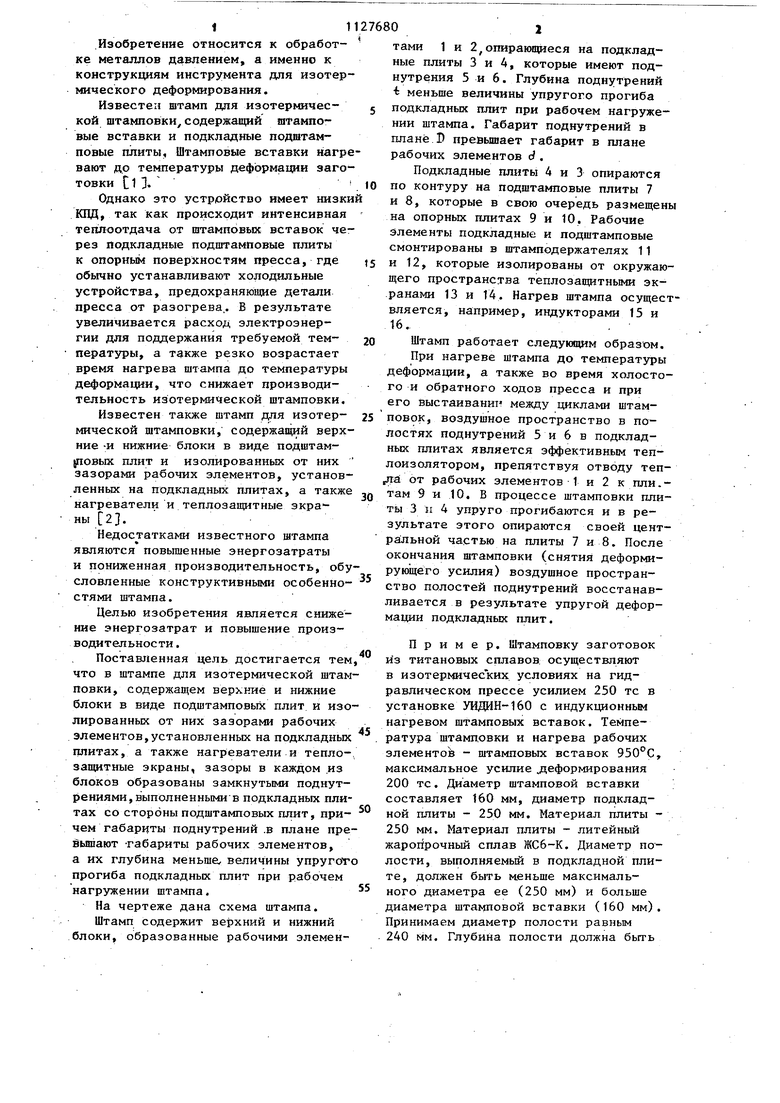
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный узел устройства для изотермической штамповки | 1982 |
|
SU1106572A1 |
| Штамп для изотермической штамповки | 1985 |
|
SU1263417A2 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1061902A2 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU837537A1 |
| Устройство для горячей изотермической штамповки | 1978 |
|
SU721220A1 |
| Штамп для открытой изотермической штамповки | 1980 |
|
SU1003984A1 |
11ГГАМП ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАШОВКИ, содержащий верхние и нижние блоки в виде подштамповых плит и изолированных от них зазорами рабочих элементов, установленных на подкладных плитах, а также нагреватели и теплозащитные экраны, отличающийся тем, что, с целью снижения энергозатрат и повышения его производительности, зазоры в калвдом из блоков образованы замкнутьо и поднутрениями, выполненными в подкладных плитах со стороны подштамповых плит, причем габариты поднутрений в плане превьпаают габариты рабочих элементов, а их глубина меньше величины упругого прогиба подкладных , плит при рабочем нагружении штампа.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 0 |
|
SU315489A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для горячей штамповки | 1977 |
|
SU632461A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| л | |||
