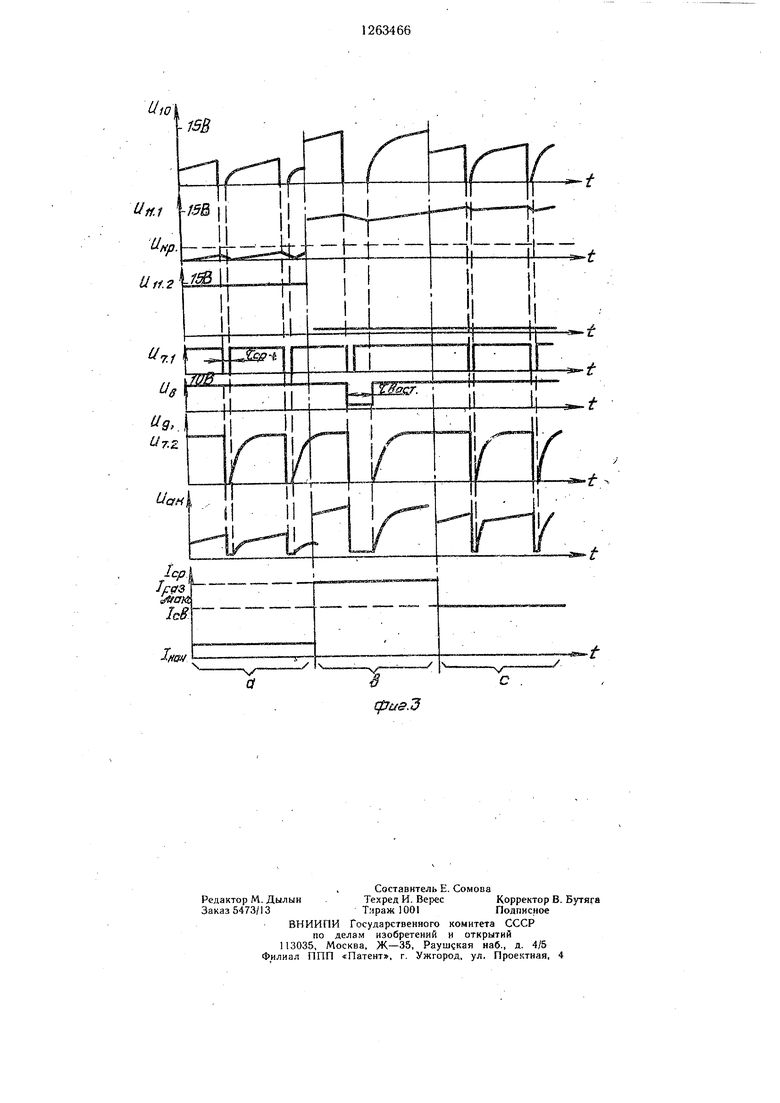
Изобретение относится к сварочному оборудованию и предназначено для использования в устаноках для сварки и пайки в тлеющем разряде. Тлеющий разряд используется в качестве поверхностного постоянно действующего нормально распределенного источника теплоты. Анодное напряжение (/ак, положительный потенциал sfOTOporo прикладызается к аноду, а отрицательный - к катоду (свариваемым деталям), составляет величину порядка 100-400 В и зависит от давления газа в рабочей камере, сорта газа и температуры свариваемых изделий. По мере возрастания температуры свариваемых изделий, напряжение между анодом и катодом увеличивают, тем самым уве/жчивая ток тлеющего разряда, который увеличивают до тех пор, пока свариваемые детали не разогреются до требуемой температуры (Траз.) одновременно с разогревом осуществляется очистка детали. Чтобы поддерживать требуемую температуру сварки (Ген.), необходимо поддерживать заданное значение тока тлеющего разряда, величина которого устанавливает температуру свариваемых изделий равной Гсв. Если преждевременно увеличить ток тлеющего разряда, то он перейдет в дуговой с оплавлениемповерхности детали, что недопустимо. Цель изобретения - увеличение производительности за счет увеличения тока тле ощего разряда в режиме очистки. На фиг. 1 изображена блок-схема ис10чника;. на фиг. 2 - вариант выполнения блоков устройства; на фиг. 3 - графические пояснения работы источника. Источник питания состоит из регулятора 1 напряжения, который соединен последовательно с повыщающим трансформатором 2, вторичная обмотка которого соединена с 3фазным 2-полупериодным выпрямителем 3, отрицательный выход которого через гасящее сопротивлекие 4 к сопроткаление 5 обратной связи с землей, а положительный выход - с анодом в рабочей камере 6 и с вторыг входом блока 7 защиты от перегрзок и короткого замыкания, при этом сопротивление 5 обратной связи соединено с входами блоков 7 и 8 защиты от перегрузок и обнаружении импульсов дуги, выходы которых соединены между собой и с входом формирователя 9 импульсов, выход которого соединен с выходом блока 7 защиты от перегрузо и с входами генератора Ш опорного напряжения и блока I1 контроля режима очистки, выход блока фазового уп.равления соединен с управляющим входом регулятора 1 напряжения, т.е. с входом блока фазового управления тиристорами (ве показан), а первый и второй выходы блока 1 контроля режима очистки соединены соответственно с третьим входом блока 7 защиты от перегрузок, и с вторым входом устройства 8 обнаружения импульсов дугк. flpsi изменении напряжения от О до 14 В а управляюш,ем входе регулятора напряжения на его выходе напряжение изменяется от 0,05 до 1,1 f/H (20-380 В). Генератор опорного напряжения вы.рабатывает медленно меняющееся опорное напряжение (О-15 В) которое псгступает ня. управляюш.ий вход регулятора напряжения, изменяя напряжение между анодом и катодом до напрял ;ения на выходе 3-фазНОГО 2-ПОЛуперйОДНОГО ВЫПрЯГ1 КТ( 3. Но eaiH деталь яе разогрелась, а анодное напряжение Уак будут увеличивать, то возникает дуга, т.е. тлеющий разряд перейдет D .ауговой, а через сопротивление обратной связи и гасящее сопротив.чение скачком увеличится ток. Это резкое изменение тока (сигнал дуги) фиксируется устройствам обнаружения импульсов дуги или устройством защиты от короткого заг.ыканкя и перегрузок, которые вырабатывают импульсы дуги продолжительностью . или тор(, которые поступают на формироват&аь импульсов, а с его выхода на вход генератора опорного напряжения к блока контроля режима очистки, так как напряжение на выходе генератора опорного напряжения равно нулю н8 время твост илн торг, дуговой разряд гасится и переходит в нормальный тлеющий, а опорное напряжение за это время уменьщается на заданное значение, которое определягтск экслернмектально. Тйкгг.: образов), по окопчан импульса дугм йодное нгпр: л рние iJnK уменьшается на oгIjJедe Ieннoe зааченне ссютветстбующее уменьшению заданною згшчеикя опорного иаоряжеккя. а затеп «лгвао зозрастзег. В режиме разогрева ток т.лею щего разряда bas. автоматически уреянчивазтся от 1кач. до Ьаз.ка.;.:. И обеспу.;ивает быстрый разогрев сиарг ваемых изделий до температуры разогрева (Грзз.): Гра.. (0;5-07)7„л.; I рЭЗ.НаКС. IcB. . В режиме сварки в устройстве защиты от короткого замыкавн : it перегрузок BKJ K}чзется переменное калкбро.ианное сопротивление, которое фиксирует ток тлеющего разряда {ел., такой величины, чтобы темпеpfjTypa свариваемых изделий соответствов; ла 0,5-0,7Тп.- (температура плавления основного соединения). Если в процессе разогрева анод коскется детали, то образуется короткое заныкакие (Уак 0), а через сопротивление сг-ратной связи потечет ток I. При Уакйс: 60 В и токе сработает устройство зам.и/ы от короткого замыкания, cигiiaл поступит на вход генератора опорн-- напряжения, при этом капряжени;: пя РЫХ.Оде генератора опорного напряж п; й pasiso нулю, а его опорное налряжение укень... После устранения замыканик (i-.;::0) процесс автоматически восстанав.п;5ваегся, т.е. автоматически восстанавлирастся анодное напряжение С/ок и ток тлеющего разряда I, соответствующие температуре разогреваемых деталей. Блок 11 контроля режима очистки служит для контроля импульсов дуги. Выходное напряжение этого блока обратно пропорцио нально частоте F следования импульсов дуги. Следовательно, если отсутствуют дуги, выходное напряжение блока имеет максимальное значение (15 В) и с ростом частоты до FK следования импульсов дуги уменьшается до нуля. Выходное напряжение с блока 11 поступает в устройство защиты от перегрузок и короткого замыкания таким образом, что при изменении выходного напряжения от 15 В до О ток тлеющего разряда в режиме разогрева уменьшается от .«8кс.идо 1нвч. ,2-5-А. Как только ток тлеющего разряда уменьшится от Ьазиакс. до 510 А, блОК И ВЫрЗбатывает сигнал, который поступает на второй вход устройства 8 обнаружения нмпульсов дуги и выключает его. Таким образом, в режим разогрева в начальный момент, когда происходит очистка свариваемых деталей дуги возникают часто F Следовательно, напряжение на выходе блока .11 равно нулю, устройство обнаружения импульсов дуги выключено, а устройство защиты от перегрузок устанавливает начальное значение тока тлеющего разряда который протекает через оспротивление обратной связи, равным 2-5А. По мере очистки свариваемых деталей дуги возникают реже .), напряжение на блоке 11 возрастает, ток тлеющего разряда увеличивается с 2-5 А до Ьаз.мзкс. При токе тлеющего разряда А включается устройство обнаружения импульсов дуги. Таким образом, в режиме разогрева ток тлеющего разряда изменяется от Ьач. до 1раз.какс., благодаря чему время разогрева свариваемых нзделий сокращается в 1,8- 3 раза. Так как сигнал с сопротивления обратной связи снимается относительно земли, это позволяет заземлить общий провод схемы управления регулятора напряжения. В качестве регулятора напряжения может быть использован промышленный регулятор напряжения, что позволяет упростить изготовление источника питания. Источник питания работает следующим образом. . Рассмотрим принцип работы устройств управления регулятора напряжения в режиме разогрева в начальный момент, когда происходит очистка свариваемых деталей (а), при достижении тока тлеющего разряда Ьаз.ыаск. (в) И В режимб сварки (с., см. фиг. 2). , Генератор iO опорного напряжения мо жет быть построен по принципу заряда и разряда конденсатора таким образом, чтобы напряжениеf/io было прямо пропорционально напряжению на конденсаторе. В исходном состоянии конденсатор разряжен() и с заданной постоянной времени заряжается до 15 В. Время изменения напряжения определяется экспериментально, так как быстрое увеличение приводит к частому возникновению дуг и ухудшению стабилизации- тлеющего разряда, а медленное увеличение приводит к затягиванию времени разогрева свариваемых изделУ1Й. Обычно это время составляет 30-120 с. Блок 11 построен таким образом, что его выходное напряжение (Uu.i) обратно пропорционально частоте F следования импульсов дуги. В исходном состоянии нет импульсов дуги, выходное, напряжение f/ii.i 15 В. С увеличением частоты следования F импульсов дуги напряжение Uiu уменьшается до нуля {FKP. - частота следования импульсов дуги, при котором f/n.i 0). Особые требования предъявляются к скорости нарастания напряжения t/n.i от О до 15 В, которая сравнима со скоростью нарастания напряжения Uio генератора iO опорного напряжения, при этом время нарастания составляет 30-120 с. ркр задается экспериментально с таким расчетом, чтобы в режиме разогрева при очистке свариваемых изделий выполнялось условие Ркр F и таким образом напряжение Un. равнялось нулю. Формирователь 9 импульсов предназначен для формирования передних фронтов сигнала f/g. который формирует передний фронт выходного напряжения Uio генератора 10 опорного напряжения. Это позволяет сократить время выключения импульсов дуги и тем самым повысить стабильность тлеющего разряда, что в вою очередь дает возможность в режиме разогрева повысить начальное значение тока тлеющего разряда до 2-5 А. Напряжение поступает на управляющий вход регулятора 1 напряжения, таким образом, напряжение между анодом и катодом (Уак в рабочей камере 6 прямо пропорционально напряжению С/ю и при изменении его от О до 15В напряжение /ак изменяется от 60 В до и«.. Рассмотрим принцип разогрева свариваеMbjx изделий в режиме разогрева (а, в,) и в режиме-сварки (с,см. фиг. 2). В начальный момент происходит (Листка св.ариваемых и.эделий (см. фиг. 2, а). Для этого режима выполняется условие , ледоватетьно, {/п. 0, f/ii.2 15 В. Так как i/n.2 15 В, то устройство 8 обнаружения мпульсов дуги закрывается, U 10 В, г напряжение t/ii. уменьшает значение фиксиованного тока тлеющего разряда в блоке защиты от короткого замыкания и пеегрузок от 1раз.«акс. до |нач 25 А.
Таким образом, устройство защиты от перегрузок и короткого замыкания поддерживает ток тлеющего разряда равным Ьач.. Если через сопротивление 5 обратной связи потечет ток 1 нач., то сработает блок 7 защиты от перегрузок, который на время выполнения условия . вырабатывает импульс /7.2 У 7.1 О длительностью, Топ(,
который закрывает вход генератора 10 опорного напряжения, (У о О, при этом конденсатор генератора 10 опорного напряжения разряжается на заданную величину, а I уменьшается. Как только I станет Ьач., блок 7 защиты от перегрузок выключается, а шпряжение (/э плавно возрастает.
Блок 7 защиты от перегрузок выполняет также роль дугогашения, так как при возникновении дуги ток, протекающий через сопротивление обратной связи, 1нач.. При
этом импульс дуги L/7-I длительностью fcpf
задается блоком 7 защиты от перегрузок.
По мере очистки свариваемых изделий дуги возникают реже и как следствие f Ркр, значит и 11.1 начинает возрастать от О до 15В и тем самым в блоке 7 защиты от перегрузок сигнал и 11.1 увеличивает значение фиксированного тока тлеющего разряда от Ьач. до 1р.1э.макс. {см. фиг. 2 в).При токе тлеющего разряда А Ui. возрастает до (/кр., при этом . и включается устройство 8 обнаружения импульсов дуги.
Таким образом, в режиме разогрева ток тлеющего разряда автоматически увеличивается от нач. 2-5 А до 1раз:макс., 1,5- 2 1св..
в режиме сварки {см. фиг. 2, с) в блоке 7 защиты от короткого замыкания и перегрузок включается переменное сопротивление, величина которого фиксирует ток тлеющего разряда 1св.. При этом ток Ь., задают такой величины, чтобы температура свариваемых изделий соответствовала 0,5-0,7 Гпл.
Гасящее сопротивление 4 служит для лучщей стабилизации тока тлеющего разряда, препятствует самовозбуждению в системе и имеет величину 15-20 Ом. Сопротивление 5 обратной связи 10 Ом.
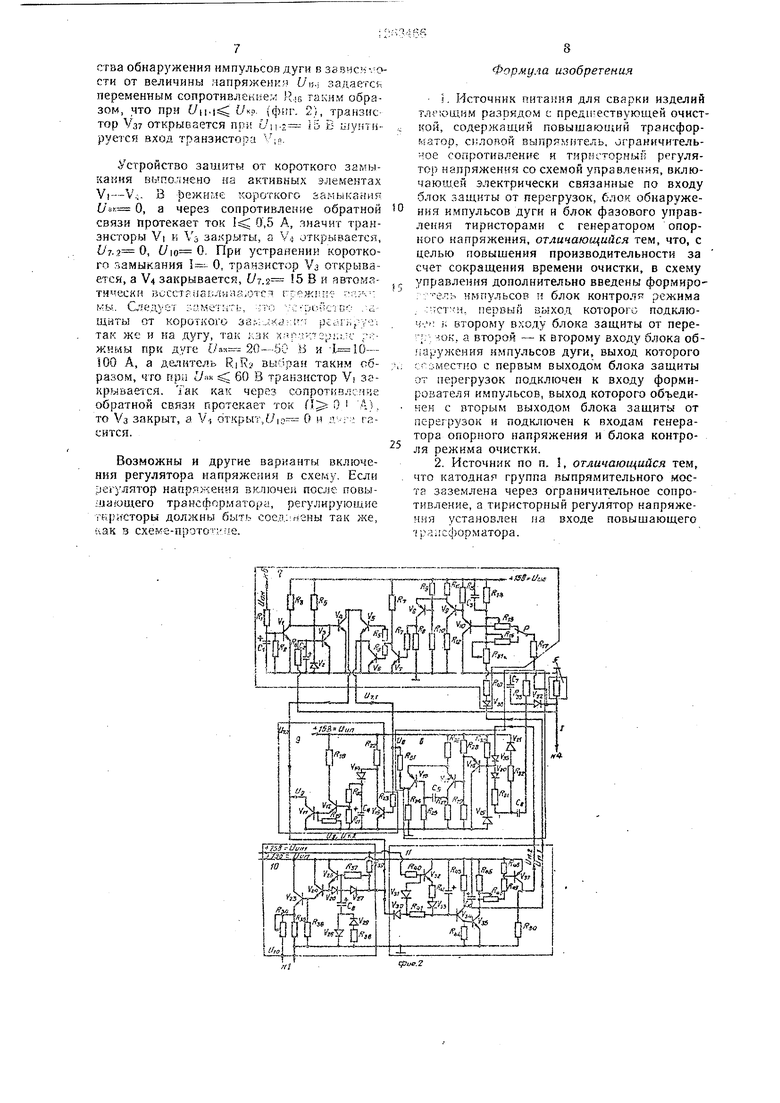
В качестве примера на фиг. 3 изображена принципиальная схема устройства управления регулятора напряжения.
Устройство обнаружения импульсов дуги построено на активных элементах.Vie-Угг. Элементы устройства обнаружения импульсов дуги выбраны таким образом, что если ток тлеющего разряда, протекающий через сопротивление 5 обратной связи, увеличится 1 А за время 0,5 с, т.е. не допускается скачок тока тлеющего разряда через сопротивление 5 обратной связи, то транзистор Vi6 закрывается на время ., т.е. UB на время твост. равно нулю (. CsRas).
Устройство защиты от перегрузок построено на активных элементах Vs-Vio. К базе транзистора Vio подключены переменные сопротивления Ris, Rie, Rsi;
. В режиме разогрева к сопротивлению 5 обратной связи (фиг. ) через сопротивление Ri7 подключено Ris. Величина сопротивления RIS фиксирует ток тлеющего разряда Ьаз.макс., ЭТО ТО значение тока тлеющего разряда, до которого он может возрасти через сопротивление обратной связи. При превыщении этого тока открываются транзисторы Vs и Ve, а (/7.2 (/7. 0.
При достижении заданной температуры
разогрева свариваемых изделий срабатывает реле Р, которое вместо сопротивления Ri5 включает Rie, которым задается ток тлеющего разряда Ьв..
Сопротивление Rsi через сопротивление R47 и диод Vae подключено к коллектору транзистора Vas блока контроля режима очистки. Сопротивление Rsi устанавливается таким, чтобы при Un,i О фиксировался ток тлеющего разряда bio4.:
0 2-5 А. Таким образом, при изменении
напряжения C/IM от 15 В до О в устройстве
защиты от перегрузок фиксируется ток тле ющего разряда от ра.иакс.. до 1иач.
2-5 А.
Блок формирования импульсов пост{ оен на активных элементах Vu-Vis и служит для формирования переднего фронта импульса дуги, который определяется временем разряда конденсатора С через сопротивление R2{Tcp C4R2o) И имеет значение -
д - 8-10 с. При этом с тем расчетом, чтобы время разряда конденсатора составляло 10 - 10 с.
Генератор 10 опорного напряжения построен на активных элементах V23-Vae,
5 таким образом напряжение УЮ прямо пропорционально напряжению, на конденсаторе Се,. Время заряда конденсатора Се равно C8(R37-b Ras), где , а время его разряда Cs Язб. Таким образом, если дуг нет, конденсатор Се заряжается через диод
V28, R37, Rag от О ДО 15 В, где время заряда конденсатора Са равно 30-120 с, а если возникает дуга (t/7.2 f/9 0), конденсатор Се разряжается через диод V27, Rse, R29. Время разряда определяется экспериментально и
,f. должно быть таким, чтобы при очистке свариваемых изделий в режиме разогрева поддерживался ток тлеющего разряда 1нзч.: 2-5 А.
Блок контроля режима очистки постро.Q ен на активных элементах Vso-V37. Выходное напряжение C/ii.i зависит от частоты следования ирлпульсов дуги и определяется зарядом и разрядом конденсатора CsX X {тзр Сэ трозр Сд R42). При этом время разряда равно 30-120 с, а время заряда 55 определяется экспериментально и должно быть таким, чтобы в режиме разогрева при выполнении условия р напряжение i/11-i равнялось .нулю. Выключение устройетва обнаружения импульсов дуги в зз}зиси-. сти от величины напряжения Ur,.j задается переменным еопротивлекгзем R.JG таким образом, что при t/n.| tVK. (фиг. 2), транзнстор Уз7 открывается при 15 Е шун7ируетсн вход транзистора V-s,. Устройство зашиты от короткого замыкания вЕгГполнено на активных элементах Vi-V. В Ьежнме короткого замыкания ( О, а через сопротивление обратной связи протекает ток 1 0,5 А, значит транзисторы Vi и УЗ закрыты, а V,; открывается, 67., . При устранении короткого замыкания О, транзистор Уз открывается, а У4 закрывается, /7.2 15 В и автоматически вссст шг.;лн;13,отсч грежг Г; .у-, г-Ь5. Следует ;амет:;ть, чтг; /о-осйс гк- .-аЩЙТЫ от короткого ,рУГ; так же и на дугу, так зк . ;-;жимы при дуге 20-50 Б и . ШО А, а д&тнтель RiRi выбран таким образом, что при с/ПК « 60 В транзистор У. закрывается. Так как через сопротнвл; обратной связи гфотекает ток (1 О то Va закрыт, а У.) открыт,6io О и ;г-гч сится. Возможны и другие варианты включения регулятора напряжения в схему. Если регулятор напряжения включе ; после повышающего трансформатора, регулирующие Тиристоры должны быть соед;:нгны так же, лак S схеме-ппототи;;е. Формула изобретения . Источник питания для сварки изделий .м разрядом с предн-ествующей очисткой, содержащий новышаюиигн трансформатор, силовой выпрямитель, ограничительное сопротивление и тиристорный регулятор напряжения со схемой управления, включаюш.ей электрически связанные по входу блок защиты от перегрузок, блок обнаружения и.мпульсов дуги и блок фазового управления тиристорами с генератором опорного напряжения, отличающийся тем, что, с целью повышения производительности за счет сокращения времени очистки, в схему управления дополнительно введены формиро: .--е.пь иГ5пульсоЕ и блок контроля режима :;ТСТ:-И, первый выход КОТОрО1Ч; ПОД С11ЮЧ.; i; второму входу блока защиты от пере. чок, а второй - к второму входу блока обпарул ения импульсов дуги, выход которого сг:;;.местио С первым ВЫХОДОМ блока защиты от перегрузок подключен к входу формирователя импульсов, выход которого объединен с вторым выходом блока защить. от перегрузок и подключен к входам генератора опорного напряжения и блока контроля режима очистки. 2. Источник по п. 1, отличающийся тем, что катодная группа выпрямительного моста заземлена через ограничительное сопротивление, а тиристорный регулятор напряжения установлен на входе повышающего тралсформатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разогрева и сварки деталей тлеющим разрядом | 1984 |
|
SU1230771A1 |
| Устройство для разогрева и сварки | 1986 |
|
SU1355400A1 |
| Устройство импульсного нагрева | 1987 |
|
SU1466880A1 |
| Устройство напуска и откачки рабочего газа | 1983 |
|
SU1113228A1 |
| Устройство управления процессом диффузионной сварки | 1985 |
|
SU1281360A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ, УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ ДУГИ И УСТРОЙСТВО ЗАЩИТЫ ОТ ПЕРЕГРУЗКИ ПО ТОКУ | 1994 |
|
RU2066605C1 |
| ИОНИЗАТОР ВОЗДУХА И ГАЗОВ | 2005 |
|
RU2288011C1 |
| Источник питания с защитой то перегрузки | 1979 |
|
SU763871A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
Изобретение относится к .области сварочного производства и предназначено для использования в устано ах для сварки и пайки -в тлеющем разряде с предшествующей очисткой. Источник питания содержит повышающий трансформатор, силовой выпрямитель и фазовый регулятор напряжения со схемой управления. За счет введения в схему управления специального блока устройство позволяет раздельно контролировать режим очистки и режим сварки и повысить производительность процесса путем увеличения тока режима очистки. 1 з.п. ф-лы, 3 ил. л«ает last ОФ
cpusJS
| Авторское свидетельство СССР № 1156875.ч |
