11
Изобретение относится к сварочно- му оборудованию и предназначено для использования в установках для сварки и пайки в тлеющем разряде.
Целью изобретения является обеспечение качественной сварки изделий которая обеспечивается путем контроля величинь деформации при разогреве, сварке и охлаждении деталей и заданным значением величины тока разогрева и сварки.
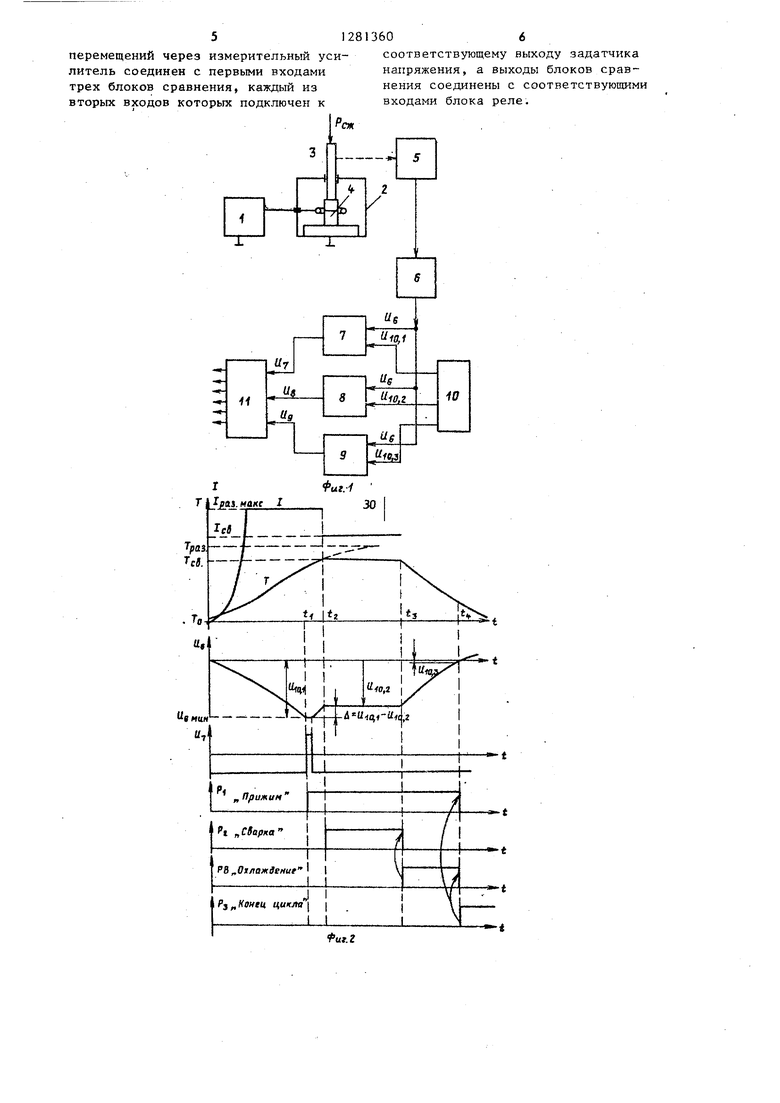
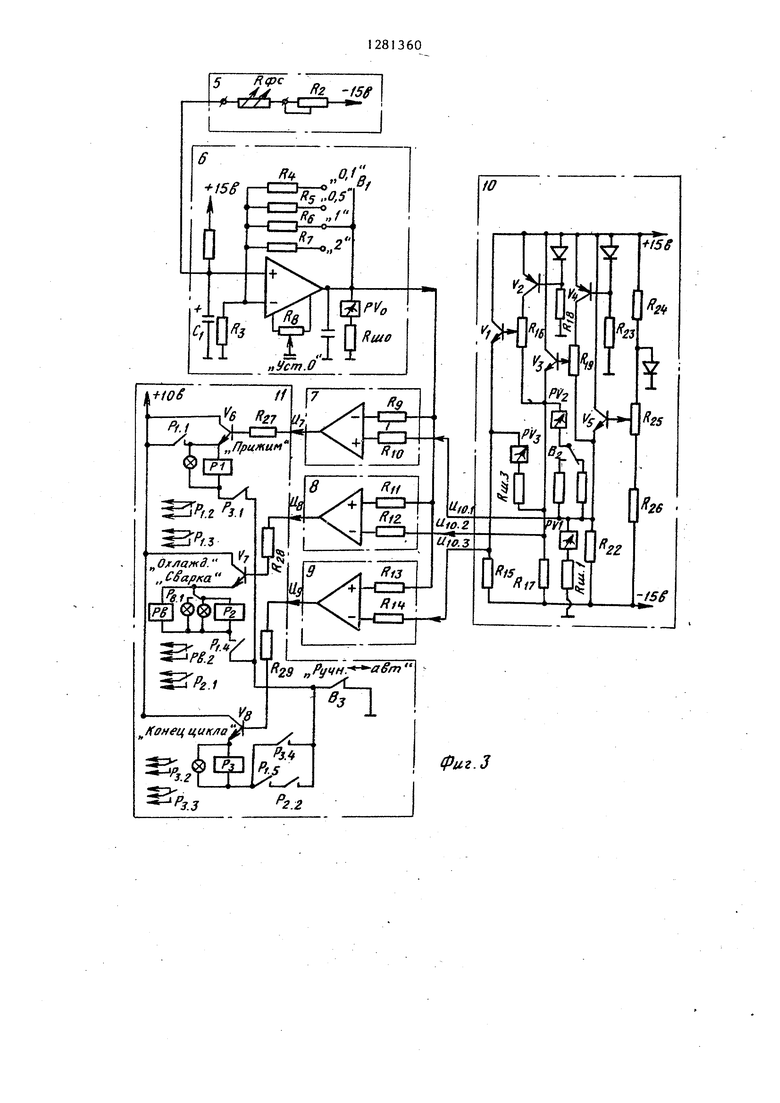
.На фиг. 1 показана блок-схема устройства; на фиг. 2 - диаграммы, поясняющие процессы при работе; на фиг. 3 - принципиальная схема устройства; на фиг. 4 - схема построения датчика перемещения; на фиг. 5 выходная характеристика датчика перемещения.
Устройство управления процессом диффузионной сварки состоит из источника 1 питанияi выход которого соединен с анодом в рабочей камере 2, прижимного устройства 3, которое создает давление Р, на свариваемые детали 4, при этом прижимное устройство 3 соединено с датчиком 5 перемещений, выход которого соединен с измерительным усилителем 6, а выход последнего соединен . с первыми хода ми блоков 7-9 сравнения, вторые входы которых соединены с выходами за- датчика 10 напряжения, при этом выходы блоков 7-9 сравнения соеди- нейь соответственно с первым, вторым и третьим входами блока, реле 11 которое задает режимы разогрева, сварки и охлаждения.
Датчик 5 перемещений (фиг. 4) состоит из электромагнита 12, который механически соединен с планкой 13, которая перекрывает световой поток, падающий на фотосопротивление 14. Датчик йеремещений крепится на рабочей камере 2..
Таким образом, если электромагнит 12 выключен, то прижимное устройство 3 может перемешаться вверх и вниз, при этом сопротивление эле- мента 14 Rtp -const.
При включении магнита 12 и перемещении прнжимногЪ устройства вверх 1-ши вниз на ЬдЕд, меняется по линейному закону (фиг. 5). Следует также отметить, что в качестве датчика 5 перемещений удобно использовать промышленные датчики индуктивного или емкостного типа. Датчик
02
5 перемещений подключен к входу из- меричельного усилителя 6 (фиг. 3), Таким образом, напряжение на выходе измерительного усилителя и.. прямо пропорционально перемещению А1 прижимного устройства 3.
Первый блок 7 сравнения (фиг. 3) построен таким образом, что при вына выходе
полнении условия L iU
ц
этого блока появляется сигнал логической 1, который включает ртеле Р в блоке реле 11, а контакты реле Р выдают команду на включение гидросистемы. Таким образом, при включении реле Р., к свариваемым изделиям прикладывается давление Р.
Второй блок 8 сравнения (фиг. 3) построен таким образом, ч/го при выполнении условия U xIJQ, 5 выходе этого блока пояхзляР-Тся CHriia.n Логической 1, который поступает на реле времени РВ и Pig блока реле 1 I . Реле Р включает реле Р в источнике 1 питания и тем самым осуществляется переход от режима разогрева к режиму сварки. Реле врег-:еви РБ зключает-- ся через время , (фиг, 2), icoTopoe выключает источник 1 питания. Таким образом, время включения ре.пе времени РВ задает время сварта; изделий.
Третий блок 9 сравнения (фиг. 3) построен таким образом, что при выполнении условия и . U,|Q , на выходе этого блока появляется сигнал логической 1, в:оторый включает реле Р в блоке реле 11. Реле Р формирует команду Конец цикла и, таким образом, обеспечинает иоззращение установки в первонача.пьное состояние.
В блоке реле 1 реле РВ и Р гкл очаются, если зклрочев.о реле Р
0
5
и и,
и.
S -- 10.1 5 а реле Р включается, если включено реле Р и Uio.j
Настройка измерительного усилителя б производится следующим образом. При включении электромагнита 12 сопротивлением Rg измерительного усилителя 6 (фиг. 3) устанавливают Ug О, В устанавливают в положение
О, , если затем прижимное устройство 3 перемещают вверх на 0,1 ьм, при этом сопротивлением R уСтанав- 5 ливают нужное U . Если В . находится в положении ,5, то при ,5мм и должно быть равно тому же значению. Так калибруется весь диапазон деформаций.
Задатчик ID напряжения (фиг. 3) построен таким образом, что напряжение и,о , задается переменным сопротивлением R.,jj которое измеряется микроампермётром PVI. Напряжение и,д , задается переменным сопротивлением R д, при этом микроамперметр PV2 показывает - U j . Напряжение Ц задается переменньм сопротивлением R , при этом микро- амперметр PV3 показывает величину напряжения и„ , -fl-U U,o.2 -,„.3
Сопротивление R , R и R gg должны быть равны. Схема задатчика 10 напряжения построена таким обра- зом, что если изменять показание одного из микроамперметров, то показания двух других остаются неизменными, такой режим достигается благодаря двум источникам тока, построенным на транзисторах V и. V .
Устройство работает следующим образом.
В режиме разогрева источник 1 питания автоматически увеличивает ток тлеющего разряда до I (фиг.2) при этом температура свариваемых изделий 4 начинает возрастать от Т до .j. следствие, с увеличением температуры увеличивается линейное расширение &to свариваемых деталей 4, прижимное устройство 3 начинает перемещаться вверх, а напряжение Ug начинает уменьшаться.
Напряжение U устанавливается такой величины, что при вьшолнении условия ,Q, температура свариваемых изделий достигает Тр 0,5-0,7 Т„ , срабатывает реле Р и к свариваемым деталям ,4. приклады- вается давление Р (например,
1 HL. ч
1 о /
мм
Свариваемые детали 4 разогреваются током тлеющего разряда , до тех пор, пока не произойдет пластическая деформация их на величинуа. , которая задается напряжением U , где ,,, -Ц„,
При пластической деформации при- жимное устройство 3 начинает перемещаться вниз и, как только Ц , срабатывает блок 8 сравнения, которы включает .реле РВ и Р. В свою очередь, реле Р„ включает в источнике питания реле Р, которое устанавливает ток тлеющего разряда равным /- Igg . Ток задается такой величины, что температура свариваемых изделий соответствует 0,5-0,75 Т и величина i не увели ивается.
По истечении времени сварки СсВ tj-t5 срабатывает реле времени РВ, которое выключает источник 1 питания и свариваемые детали под давлением Р остывают.
с; ж
По мере остывания деталей прижимное устройство 3 начинает перемещаться вниз и как только вьтолняется условие Ug включается реле Р , которое возвращает установку в первоначальное состояние. Обычно и,. - 0,1-0,311,5 и такое, что, когда срабатывает реле Р, температура свариваемых изделий соответствует 200-4000 С.
Как показывает практика, настройку устройства лучше производить по первой контрольной детали.
Для этого необходимо в блоке I1 реле переключатель Р ручной автомат перевести в положение Ручной и произвести св арку в ручном режиме
определив соответственно Т-рал.тах
, которые задаются сопротивлениями R., и Rg в источнике 1 питания, а также минимальное значение напряжения Р зтом напряжение
и
to. t
задатчика 10 напряжения устанавливают равным .
Ь Г1 и и
в дальнейшем оператор устанавливает переключатель в блоке 1i в положение Автомат и обеспечивает автоматическое управление процессом в режиме разогрева, сварки и охлаждения, что повьш1ает качество сварных изделий, так как температура свариваемых изделий задается в соответствии с приложенным давлением и контролируется величина пластической деформации .
Формула изобретения
Устройство управления процессом диффузионной сварки, содержащее рабочую камеру с установленными в ней прижимным устройством и анодом, подключенным к выходу источника питания, отличающееся тем, что, с целью повьщ1ения качества свариваемых изделий путем обеспечения контроля величины их деформации в процессе разогрева, сварки и охлаждения, в него введены датчик перемещений, измерительный усилитель, задатчик напряжения, три блока сравнения и блок реле, при этом датчик
512813606
перемещений через измерительный уси- соответствующему выходу задатчика литель соединен с первыми входами напряжения, а выходы блоков срав- трех блоков сравнения, каждый из нения соединены с соответствующими вторых входов которых подключен к входами блока реле.
kox
5 о
ViT U-rA JT., I
ч
/J /
/
Vn I I
I/
/
иг.
т.
.
Фиг. 5
Составитель В. Ткаченко Редактор В. Иванова ТехредН.Глущенко Корректор М.-Пожо
Заказ 7193/9 . Тираж 972Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разогрева и сварки | 1986 |
|
SU1355400A1 |
| Устройство импульсного нагрева | 1987 |
|
SU1466880A1 |
| Источник питания для сварки изделий тлеющим разрядом | 1985 |
|
SU1263466A1 |
| Устройство для разогрева и сварки деталей тлеющим разрядом | 1984 |
|
SU1230771A1 |
| Установка диффузионной сварки | 1985 |
|
SU1311883A1 |
| Устройство напуска и откачки рабочего газа | 1983 |
|
SU1113228A1 |
| Устройство для обработки металлов давлением с подогревом | 1985 |
|
SU1286375A1 |
| Устройство для сварки давлением | 1980 |
|
SU903028A2 |
| Устройство для сварки давлением | 1985 |
|
SU1258658A1 |
| Самонастраивающаяся машина для стыковой контактной сварки непрерывным оплавлением | 1966 |
|
SU238033A1 |

Изобретение относится к.сварочному оборудованию и используется в установках диффузионной сварки. Изобретение позволяет повысить качество сварки путем контроля величины деформации при разогреве, сварке и охлаждении деталей. Установка для диффузионной сварки снабжена прижимным устройством, датчиком перемещения (ДП). Сигнал ДП после преобразования сравнивается поочередно с тремя значениями сигналов задатчика напряжения. По полученным результатам определяют режимы нагрева деталей, сварки и окончания цикла работы источника питания установки. 5 ил. i W N9 00 &э 9д