2. Устройство для укладки всыпной обмотки в пазы статора электрической машины, содержащее штыревую оправку, внутри которой установлен выталкиватель с укладочным элементом и приводом его возвратнопоступательного перемеш,ения, и механизм установки пазовых клиньев, включаюш,ий планки для отжима лобовых частей, отличающееся тем, что, с целью улучшения качества укладки за счет исключения повреждения проводов катушек о штыри оправки.
выталкиватель снабжен втулкой с радиально размеш,енными на ее образуюш,ей поверхности пластинами для перекрытия шлицев пазов статора, установленной концентрично укладочному элементу с возможностью осевого и враш,ательного движения, а планки для отжима лобовых частей снабжены элементами для захвата катушек, при этом штыревая оправка связана с приводом возвратно поступательного перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки всыпной обмотки в пазы статора электрической машины | 1972 |
|
SU655035A1 |
| Устройство для укладки катушек всыпной обмотки в пазы статора электрической машины | 1982 |
|
SU1064382A1 |
| Устройство для укладки всыпной обмотки в пазы статора электрической машины | 1981 |
|
SU983918A1 |
| Устройство для изготовления и укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1302388A1 |
| Устройство для укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1233245A1 |
| Способ изготовления электрических машин | 1982 |
|
SU1072190A1 |
| Устройство для укладки обмоток в пазы статора электрической машины | 1981 |
|
SU1010701A1 |
| Устройство для укладки обмотки в пазы статора электрической машины | 1980 |
|
SU1008853A1 |
| Способ укладки катушек всыпной обмотки в пазы статора электрической машины | 1988 |
|
SU1541717A1 |
| Устройство для укладки всыпной обмотки в пазы статора электрической машины | 1982 |
|
SU1064383A1 |
1
Изобретение относится к способам и технологическому оборудованию для укладки всыпной обмотки в пазы статоров электрических машин и может быть использовано в электромашиностроении.
Целью изобретения является улучшение качества укладки за счет исключения повреждения проводов катушек о штыри оправки.
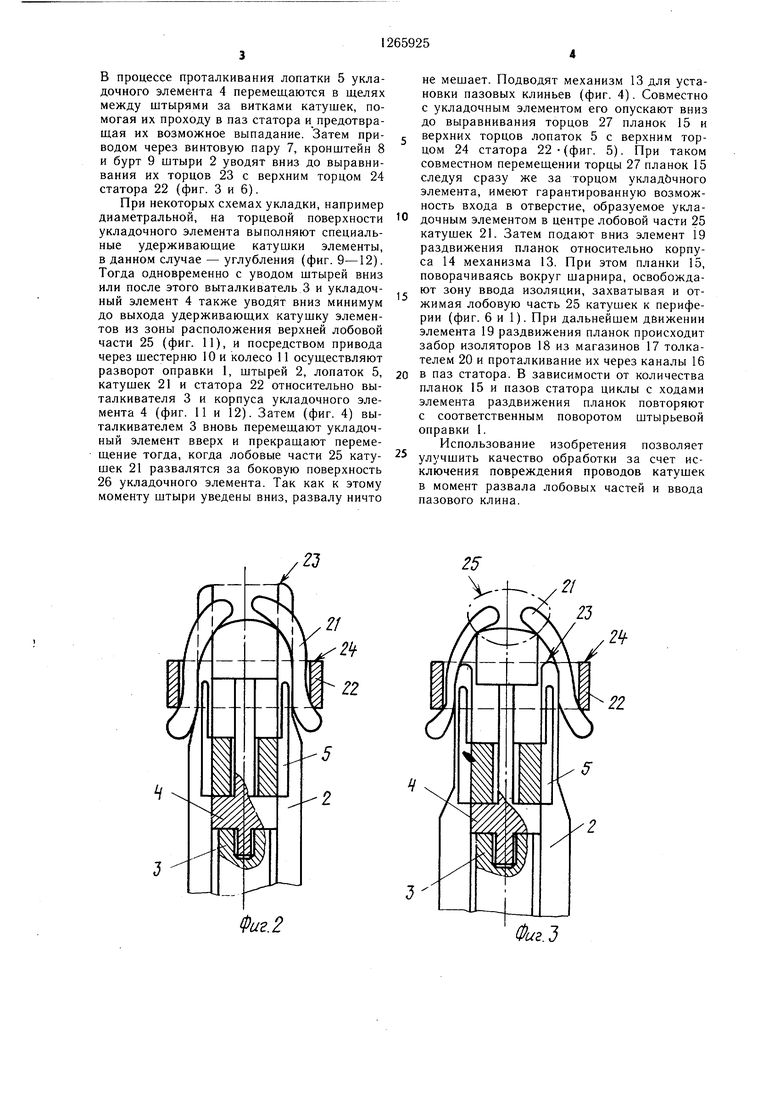
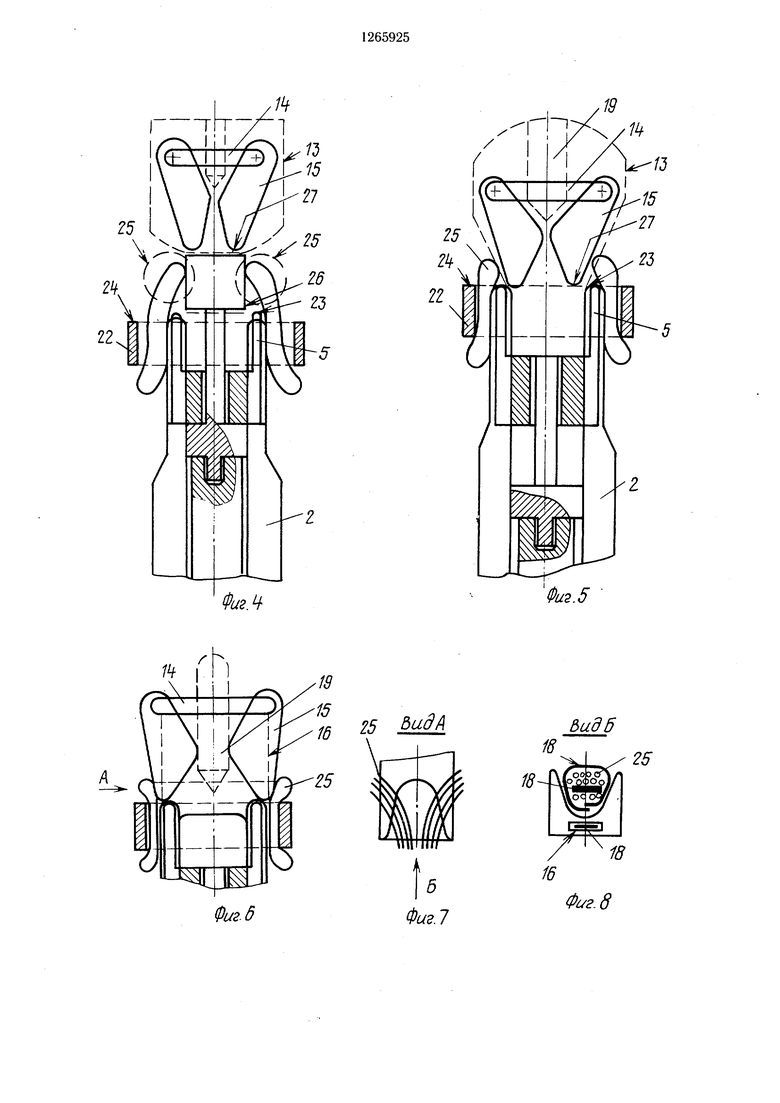
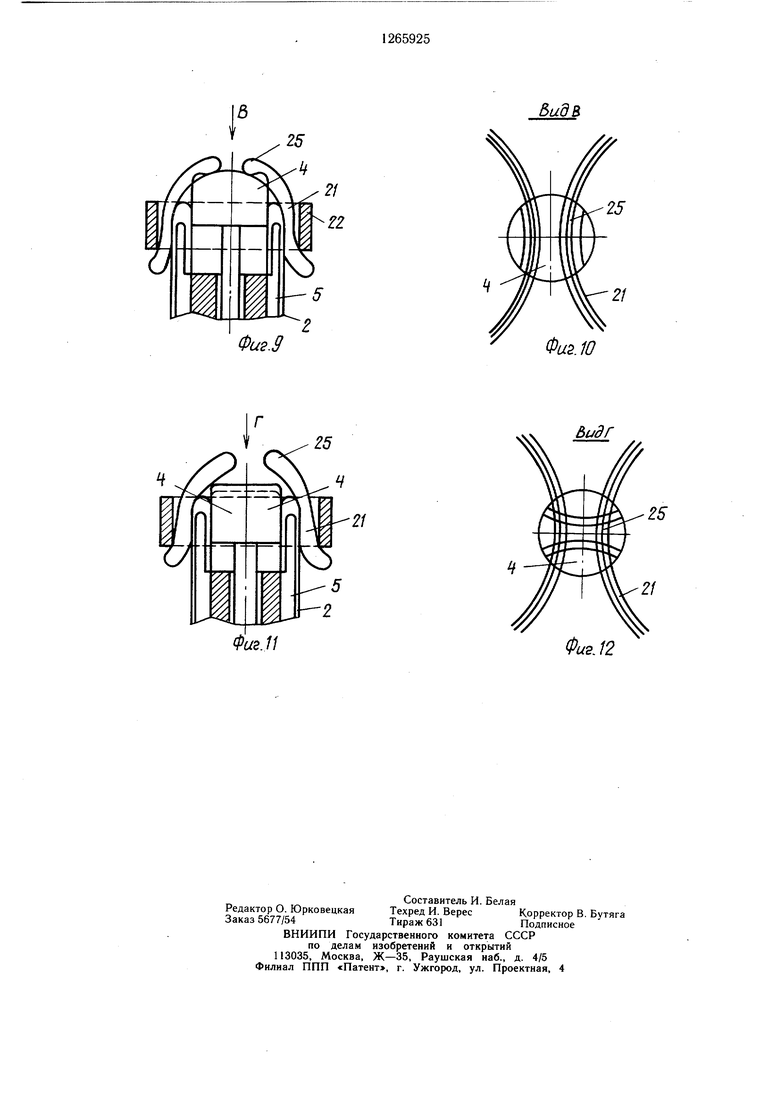
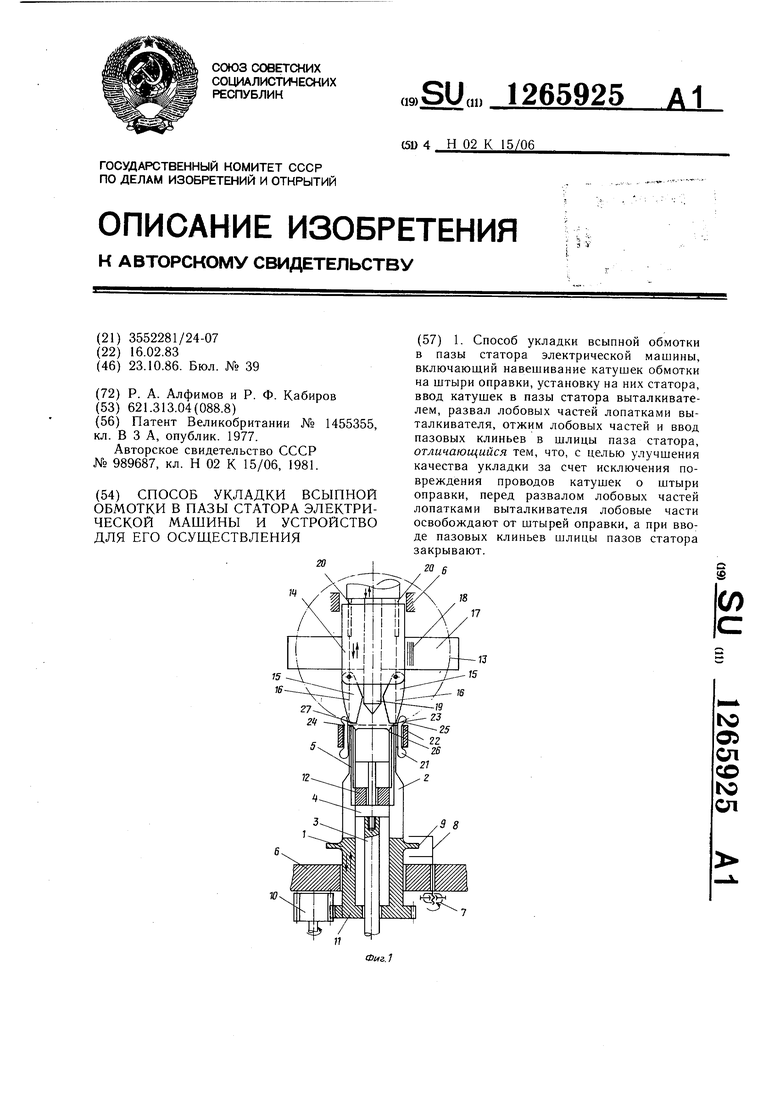
На фиг. 1 показано устройство перед вводом изоляции, осевое сечение; на фиг. 2 - положение элементов устройства в момент завершеия проталкивания катушек в статор; на фиг. 3 - то же, после увода вниз штырей оправки; на фиг. 4 - положение укладочного элемента устройства в момент развала верхней лобовой части катушек; на фиг. 5 - то же, после завершения совместного опускания планок и укладочного элемента; на фиг. 6 - освобождение зоны ввода изоляции; на фиг. 7 - вид А на фиг. 6; на фиг. 8 - вид Б на фиг. 7; на фиг. 9 - положение элементов устройства при наличии удерживающих буртов на торцевой поверхности укладочного элемента; на фиг. 10 - вид В на фиг. 9; на фиг. 11 - момент, когда укладочный элемент опущен вниз и развернут на 90°; на фиг. 12 - вид Г на фиг. 11.
Устройство для укладки всыпной обмотки в пазы статора электрической машины (фиг. 1) содержит оправку 1 со штырями 2, внутри которой установлен выталкиватель 3 с укладочным элементом 4, на рабочей поBepxHOCjH которого выполнены лопатки 5, связанный с приводом возвратно-поступательного перемещения. Оправка 1 установлена на корпусе 6 с возможностью возвратно-поступательного и вращательного движений.
Движения можно осуществлять любым известным способом, например возвратнопоступательное движение осуществляется с помощью винтовой пары 7, воздействующей через кронштейн 8 с роликом на бурт 9
оправки 1, вращательное движение осуществляется через зубчатую пару - шестерня 10 и колесо 11. Укладочный элемент 4 представляет сборную конструкцию, состоящую из корпуса и втулки 12 с лопатками 5. Втулка 12 выполнена с возможностью вращательного и возвратно-поступательного движения относительно корпуса. Над оправкой установлен с возможностью осевого возвратно-поступательного перемещения механизм 13 для установки пазовых клиньев, состоящий из корпуса 14 с размещенными на нем шарнирно планками 15, снабженными элементами захвата катушки и отжима ее вовнутрь паза статора (фиг. 7 и 8) с каналами 16 для прохода клина, магазинами 17 изоляторов 18 и элемента 19 раздвижения планок с толкателями 20.
Способ укладки всыпной обмотки в пазы статора осуществляют следующим образом.
Навещенные на штыри 2 катушки 21 проталкивают укладочным элементом 4, получающим движение от привода через выталкиватель 3, в пазы статора 22, установленного на штырях и зафиксированного от осевых перемещений. Проталкивание продолжают до достижения требуемого натяга катушек (фиг. 2, 9 и 10). При этом из-за увеличенного вылета штырей за верхний торец статора верхняя лобовая часть катушек не перебрасывается через торцы штырей, а остается внутри штырей и лежит на торце укладочного элемента.
Такое проталкивание, когда не требуется сход верхней лобовой части с укладочного элемента и ее перебрасывание через торцы штырей, дает возможность выполнить конфигурацию торца укладочного элемента, например, плоской, конусной, сферической. В некоторых случаях путем установки определенного вылета штырей за верхний торец статора и подбора конфигурации торца укладочного элемента, проталкивание проводят до схода верхней лобовой части катушек с торца укладочного элемента (фиг. 4)
В процессе проталкивания лопатки 5 укладочного элемента 4 перемещаются в щелях между щтырями за витками катушек, помогая их проходу в паз статора и предотвращая их возможное выпадание. Затем приводом через винтовую пару 7, кронштейн 8 и бурт 9 штыри 2 уводят вниз до выравнивания их торцов 23 с верхним торцом 24 статора 22 (фиг. 3 и 6).
При некоторых схемах укладки, например диаметральной, на торцевой поверхности укладочного элемента выполняют специальные удерживающие катушки элементы, в данном случае - углубления (фиг. 9-12). Тогда одновременно с уводом штырей вниз или после этого выталкиватель 3 и укладочный элемент 4 также уводят вниз минимум до выхода удерживающих катушку элементов из зоны расположения верхней лобовой части 25 (фиг. 11), и посредством привода через щестерню 10 и колесо 11 осуществляют разворот оправки 1, штырей 2, лопаток 5, катущек 21 и статора 22 относительно выталкивателя 3 и корпуса укладочного элемента 4 (фиг. 11 и 12). Затем (фиг. 4) выталкивателем 3 вновь перемещают укладочный элемент вверх и прекращают перемещение тогда, когда лобовые части 25 катущек 21 развалятся за боковую поверхность 26 укладочного элемента. Так как к этому моменту штыри уведены вниз, развалу ничто
не мещает. Подводят механизм 13 для установки пазовых клиньев (фиг. 4). Совместно с укладочным элементом его опускают вниз до выравнивания торцов 27 планок 15 и
верхних торцов лопаток 5 с верхним торцом 24 статора 22 (фиг. 5). При таком совместном перемещении торцы 27 планок 15 следуя сразу же за торцом уклад&чного элемента, имеют гарантированную возможность входа в отверстие, образуемое укладочным элементом в центре лобовой части 25 катушек 21. Затем подают вниз элемент 19 раздвижения планок относительно корпуса 14 механизма 13. При этом планки 15, поворачиваясь вокруг щарнира, освобождают зону ввода изоляции, захватывая и отжимая лобовую часть 25 катушек к периферии (фиг. 6 и 1). При дальнейшем движении элемента 19 раздвижения планок происходит забор изоляторов 18 из магазинов 17 толкателем 20 и проталкивание их через каналы 16
в паз статора. В зависимости от количества планок 15 и пазов статора циклы с ходами элемента раздвижения планок повторяют с соответственным поворотом штырьевой оправки 1.
Использование изобретения позволяет
улучшить качество обработки за счет исключения повреждения проводов катушек
в момент развала лобовых частей и ввода пазового клина.
Фие.2
2
Фиг.1
Фиг. б
(д/
дидб
18
25
18
18
16
Фиг. 8
$US.9
&идв
ФиеЛ
BtjBr
Физ. 12
| Учебный прибор по физике | 1987 |
|
SU1455355A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Устройство для укладки обмотки в пазы статора электрической машины | 1981 |
|
SU989687A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
