Изобретение относится к электрома- йшносгроению и может быть использовано при изготовлении микроэлектромашин с механизированной укладкой предварительно намотанных катушек обмотки в пазы статора.
Гель изобретения - улучшение качества путем исключения повреждений изоляции и обрывов тонкого провода. На фиг,1 показано устройство для укладки обмотки в исходном рабочем положении; на фиг.2 - то же, в конечном рабочем положении; на Фиг.З - сечение А-Л па фиг.1; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - сечение 3-В на фиг.4,
1 Устройство для укладки катушек I рбмотки в пазы статора 2 содержит Штыревую оправку 3, выталкиватель 4 атушек J обмотки, обойму 5 с клинья- Ии 6, толкатель 7 клиньев, держатель 8 статора 2 и упор 9. В обмотку с катушками 1 введена технологическая Нить 10. Укладку обмотки производят со стороны торца 11 статора 2. Отжим нижних лобовых частей обмотки осуществляют поверхностями 12 штыревой оправки 3 и поверхностями J3 обоймы 5.
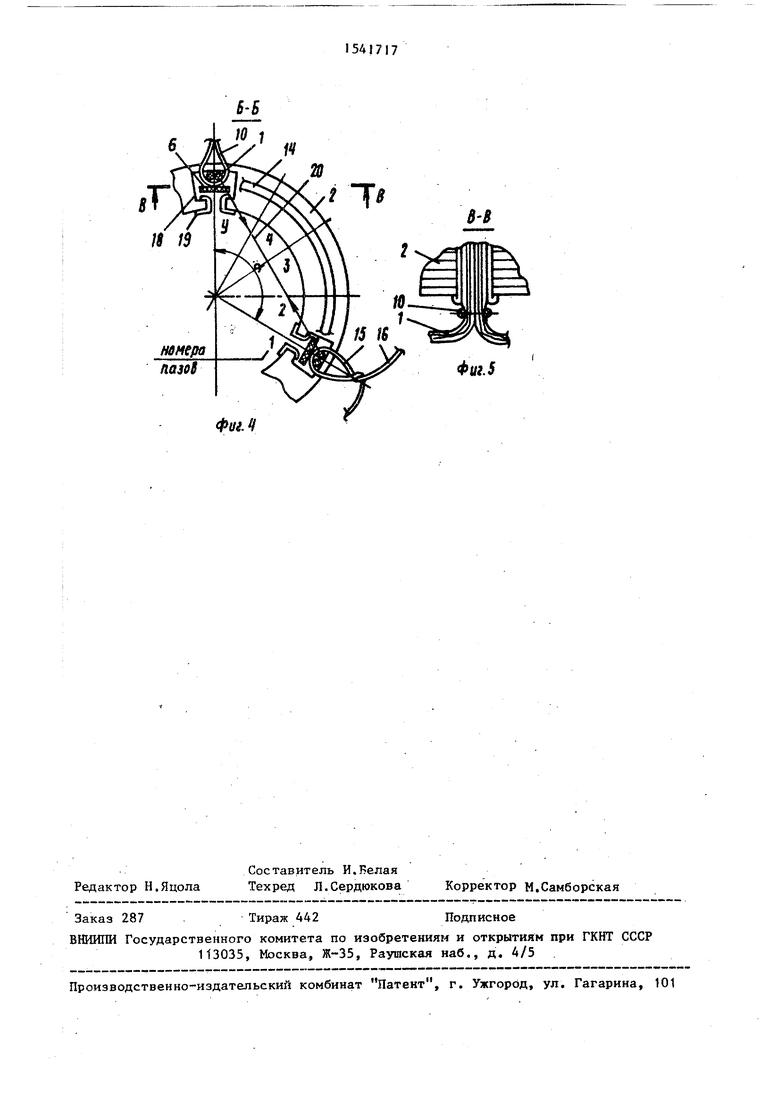
На фиг.З показан статор с числом пазов п J2, шагом обмотки у 5, центральный угол катушки J4 равен Q, (к с изображением одного из вариантов схемы расположений нити 10,образующей рабочие петли 15, свободные петли 1 6 и перехлест 17.
Положение нитей 10 относительно катушек 1 и статора 2 и положение рабочей петли 15 нити относительно зон 18 и 19 паза статора показано на фиг.4 и 5. В эти зоны (зоны установки клина 6) стремятся витки катушек под действием усилий натяжения по лобовым частям обмотки, направленных по хордам 20 шага катушки обмотки. Способ осуществляется следующим образом (фиг.1-3).
Устанавливают клинья б в обойму 5 и укладывают катушки 1 в щели штыревой оправки 3 с шагом обмотки у, устанавливают статор 2 и фиксируют его держателем 8.
Захватывают стороны двух соседних катушек по каждому пазу при помощи гибкой упругой нити 10, образуя рабочие петли 15, свободные петли 16 и перехлесты 17. Схемы образования петель многообразны. Выбор диаметра
нити, размеров петель 15 и 16, образования перехлеста 17, а также материала нити зависят о г схемы обмотки,
диаметра провода катушек, количества витков, геометрических размеров статора. В качестве нити могут быть использованы провода типа МГТФ, капро - новая нить и т.д., обладающие гибкостью, упругостью для сохранения формы петель и поверхностью с малым коэффициентом трения. Кроме того, петли могут быть свободными (незамкнутыми), замкнутые с перехлестом, замкнутые с
5 одинарным узлом, замкнутые в виде отдельных колец.
При помощи выталкивателя 4 производят укладку обмотки в пазы статора 2, при этом одновременно с укладкой
0 происходит отжим нижних лобовых частей обмотки поверхностями 12 и 13 и удержание боковых сторон катушек, выходящих на торец 11 статора, от тангенциальных и радиальных перемещений
5 в зону установки клиньев, т.е. задания в зоны 18 и 9 паза (Лиг.4 и 5). Это удержание осуществляется самозатягиванием рабочих петель 15, в результате чего проводники из зон 18
Q и 19 выводятся и группируются в общий пучок к дну паза. Положение обоймы 5 и разжимной поверхности 13 определяется упором 9. После окончания операций укладки удержания витков по ториу 11 статора и отжима нижних лобовых частей обмотки осуществляют установку клиньев 6 в пазы статора 2. Затем статор снимают со штыревой оправки 3, а нить 10 удаляют.
0 Использование предлагаемого способа позволяет повысить качество катушек пои механизированной установке пазовых клиньев в статоры с обмоткой, имеющей диаметр провода менее 5 О,1 мм и большой шаг обмотки, при котором центральный угол с/ шага катушки превышает 60°, путем исключения обрывов провода и повреждения изоляции.
5
50
Формула изобретения
Способ укладки катушек всыпной обмотки в пазы статора электрической машины, при котором катушки обмотки укладывают в щелях штыревой оправки | вводят катушки в пазы статора, захватывают располагающиеся на торце статора боковые стороны двух соседних
5IS
катушек для удержания их от тангенциальных и радиальных перемещений в зону установки пазовых клиньев, отжимают их к дну пазов и устанавливают клинья в пазы статора, о т л и - чающийс я тем, что, с целью улучшения качества путем исключения повреждений изоляции и обрывов тонкого провода, боковые стороны каждых
17176
двух соседних катушек захватывают одновременно гибкой упругой нитью после укладки их в щели штыревой оправ- ки, а вводят катушки в пазы статора одновременно с отжимом их к дну паза гибкой упругой нитью, при этом после установки пазовых клиньев в пазы статора нить удаляют.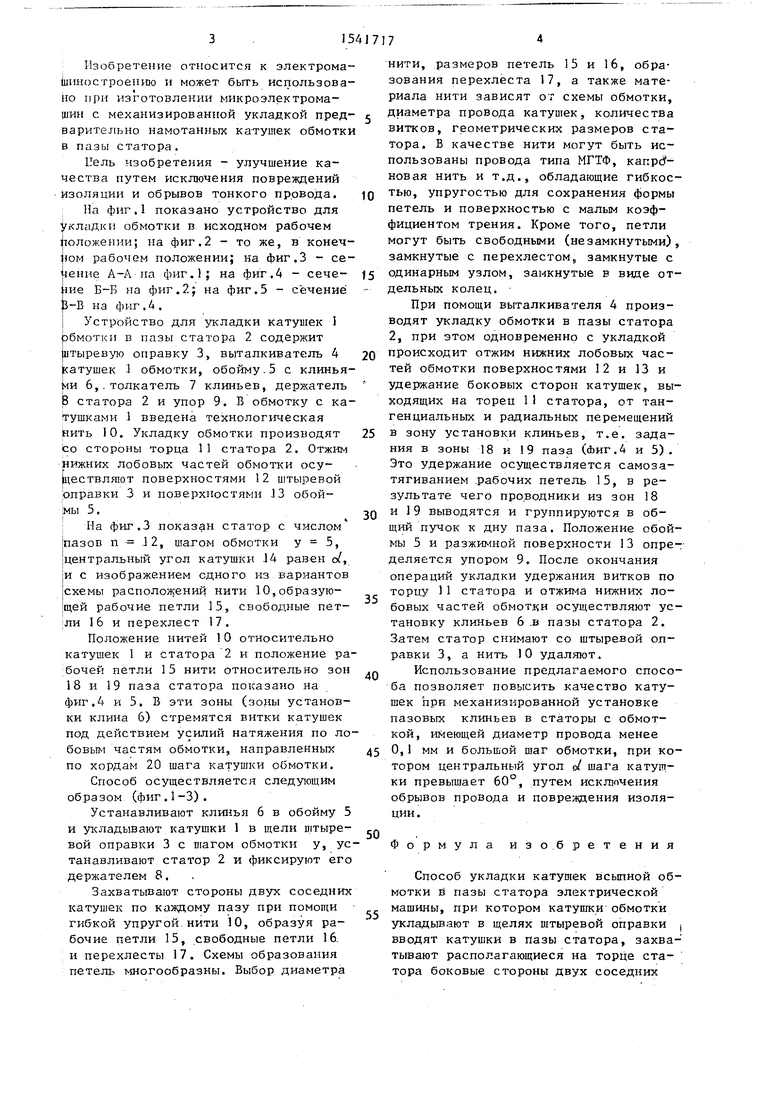
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1233245A1 |
| Устройство для укладки катушек обмотки в пазы статора электрической машины | 1986 |
|
SU1403259A1 |
| Устройство для укладки катушек обмотки в пазы статора электрической машины | 1984 |
|
SU1307510A1 |
| Способ изготовления электрических машин | 1982 |
|
SU1072190A1 |
| Устройство для укладки катушек всыпной обмотки в пазы статора электрической машины | 1982 |
|
SU1064382A1 |
| Способ изготовления статоров электрических машин | 1986 |
|
SU1494142A1 |
| Защитная гильза зубца статора электрической машины | 1983 |
|
SU1095317A1 |
| Способ укладки всыпной обмотки в пазы статора электрической машины и устройство для его осуществления | 1983 |
|
SU1265925A1 |
| Устройство для намотки и укладки катушек обмотки в пазы статора электрической машины | 1985 |
|
SU1309194A1 |
| Устройство для укладки всыпной обмотки в пазы статора электрической машины | 1972 |
|
SU655035A1 |

Изобретение относится к электромашиностроению и может быть использовано при изготовлении микроэлектромашин с механизированной укладкой предварительно намотанных катушек обмотки в пазы статора. Цель изобретения - улучшение качества путем исключения повреждений изоляции и обрывов тонкого провода. Для этого после укладки катушек 1 в щели штыревой оправки 3 боковые стороны каждых двух соседних катушек захватывают одновременно гибкой упругой нитью 10, образуя рабочие петли 15, свободные петли 16 и перехлесты 17. При укладке катушек в пазы статора одновременно с помощью нити 10 осуществляются удержание сторон катушек, располагающихся на торце статора, от тангенциальных и радиальных перемещений в зону установки клиньев и отжим катушек к дну паза. 5 ил.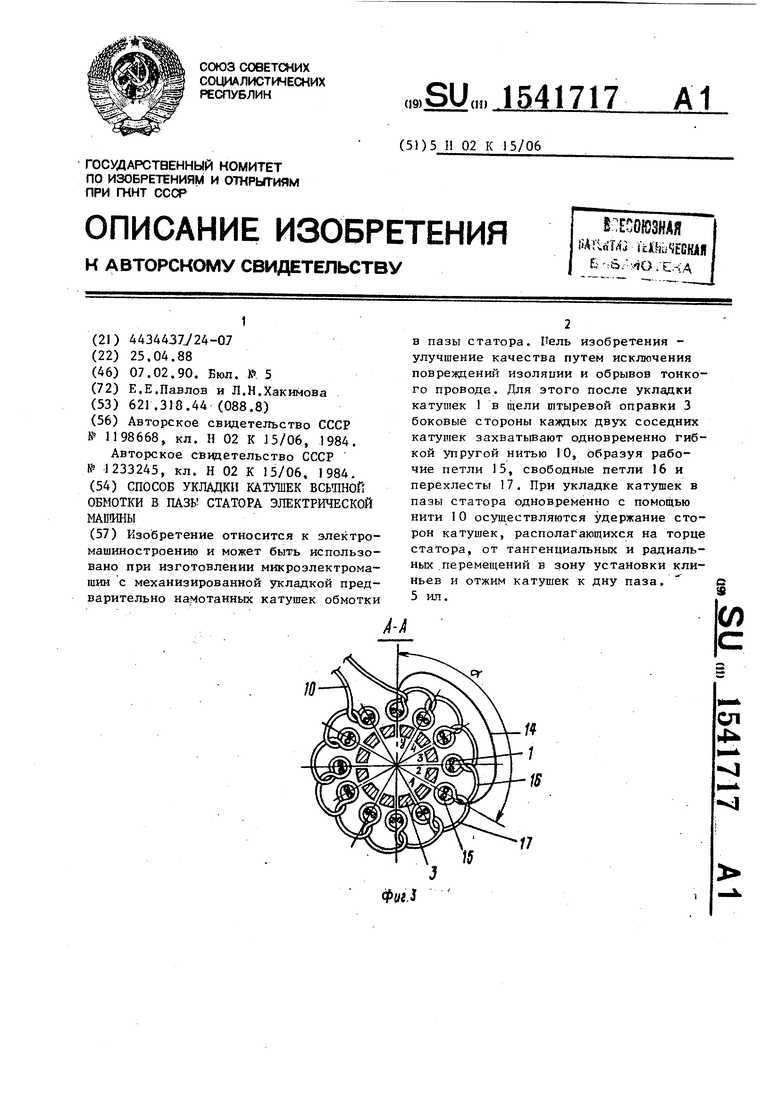
Фм.1
/ t 8,
Фиг. 2.
J& /
Фаг. Ч
| Авторское свидетельство СССР № 1198668, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1233245A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
