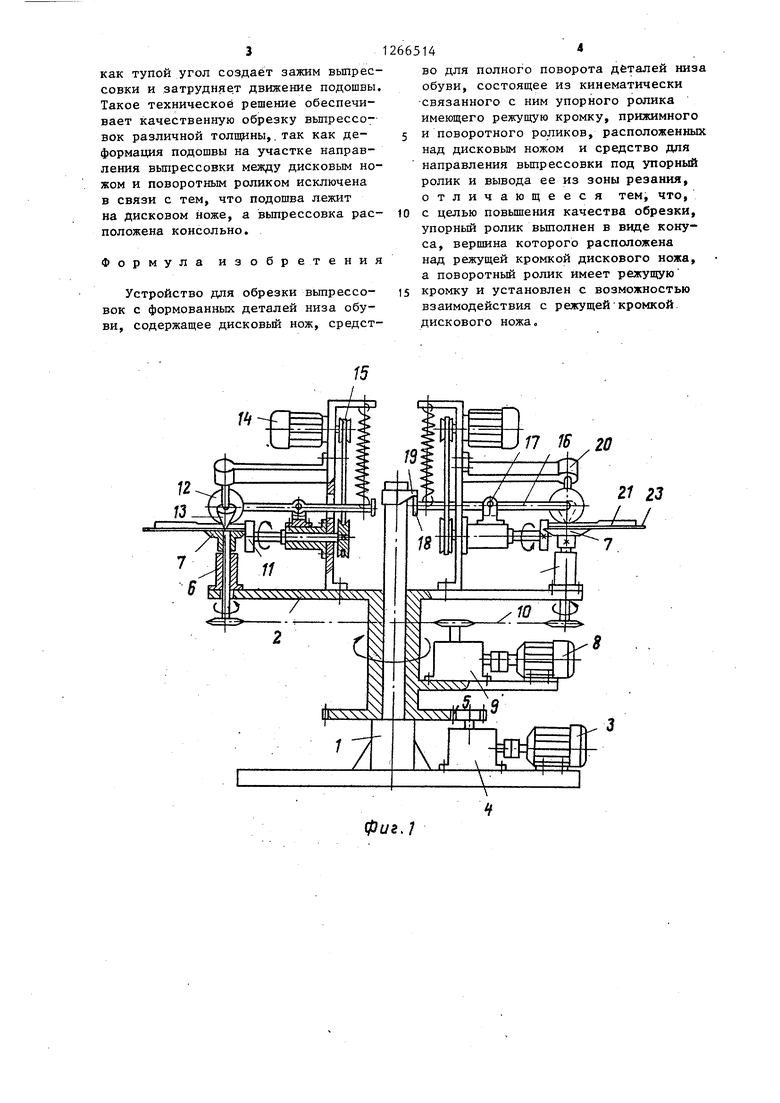
t Изобретение относится к резинотехнической и легкой промышленности, аименно к устройствам для обработки подошв по контуру. Целью изобретения является повышение качества обрезки. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же вид, в планер на фиг. 3 - вид А на фиг.2. Устройство для обрезки вьшрессоБОК с формованных деталей низа обуви включает станину 1, на которой смон тирован поворотный стол 2 с приводом состоящим из злектродвигателя 3, ре дуктора 4 и зубчатой передачи 5. На столе 2 размещены по окружности ре жущие органы 6, каждый из которых состоит из дискового ножа 7с приво дом от электродвигателя 8, редуктора. 9 и цепной передачи 10 и средства для полного поворота подошвы,, включающего поворотный 11, прижимно 12 и упорный 13 ролики. Поворотный ролик 11 имеет привод от электродви гателя 14 и ременной передачи 15, Прижимной ролик 12 смонтирован на подпружиненном рычаге 16, установленном на оси 17 и взаимодействующе через ролик 18 с неподвижным копи ром 19 во время выгруЪки обработанной подошвы и подачи необработанной (приспособление для подачи подошв . в зону обработки не показано). в зону обрезки может производиться -вручную, а также с помощью любого известного приспособления. Упорный ролик 13 смонтирован в подшипниковой опоре 20 с возможностью свободного вращения. Устройство работает образом.. При подаче подошвы 21 в зону резания (между прижимным роликом 12 и дисковым ножом 7 с касанием боковой поверхности подошвы 21 упорного ролика 13) прижимной ролик 12 пс)сред ством копира 19 прижимает подошву к вращающемуся дисковому ножу 7. В результате подошва под действием сил со стороны дискового ножа 7, поворот ного 11, прижимного 12 и упорного 13 роликов начинает движение относитель но точки 22 контакта релсуш их кромок дискового ножа.7 и поворотного ролика 11 таким образом, что в любой момент времени линия контура подошвы 21 касается точки 22. Упорный ролик 13 помимо воздействия на боковую поверхность подошвы 142 обеспечивает расправление (направление) выпрессовки 23 при подходе ее к точке 22 . В точке 22 .происходит обрезка выпрессовки и ее дальнейшее направление для отвода из зоны резания, В процессе обрезки происходит вращение поворотного стола 2, что позволяет поочередно загружать все режущи:е органы 6. Подошва 21 осуществляет полный поворот относительно точки 22 резания (т.е. полностью обрезается) за промежуток времени,, соответствующий времени поворота стола 2 от места подачи подошвы до места ее выгрузки. Таким образом, за время, необходимое для обработки одной подошвы, обрабатывается несколько подошв (в данном случае четьфе, что соответствует увеличению производительности в 4 раза). Использован.ие предлагаемого устройства позволит значительно повысить, производительность труда при улучшении качества обрезки вьшрессовок с , формованных подошв. Количество режущих органов (одновременно обрабатываемых подошв) и скорость вращения поворотногостола определяют производительность устройства в целом. Улучшение качества обрезки обеспечивается надежным направлением выпрессовки в процессе обрезки. Направление выпрессовки между дисковьм ножом и поворотным роликом осуществляется на участке от вершины конуса упорного ролика до точки резания(точки контакта режувщх кромок дискового ножа и поворотного ролика). В начале этого участка выпрессов- ; ка расправляется с помощью вершины конуса, а в конце происходит одновременно направление вьшрессовки с помощью режущей кромки поворотного ролика и ее обрезка в точке резания. При этом конус упорного ролика расположен таким образом, что вершина его расположена над вьтрессовкой и не затрудняетее движения,а образующая конуса со стороны прижимного ролика параллельна образующей боковой поверхности подошвы и перпендикулярна плоскости дискового ножа (последнее необходимо для создания опорных точек по форме профиля поДошвы) 5 отсюда угол меж,цу осью вращения и плоскостью прижимного ролика равен 1/2 угла конуса. Угол при вер шине конуса должен быть острым, так
3
как тупой угол создаёт зажим вьшрессовки и затрудняет движение подошвы. Такое техническое решение обеспечивает качественную обрезку вьшрессовок различной толщины,. так как деформация подошвы на участке направления вьшрессовки между дисковым ножом и поворотным роликом исключена в связи с тем, что подошва лежит на дисковом ноже, а вьшрессовка расположена консольно.
Формула изобретения
Устройство для обрезки выпрессовок с формованных деталей низа обуви, содержащее дисковый нож, средст66514
во для полного поворота деталей низа обуви, состоящее из кинематически связанного с ним упорного ролика имеющего режущую кромку, прижимного 5 и поворотного роликов, расположенных
над дисковым ножом и средство для направления вьшрессовки под упорный ролик и вывода ее из зоны резания, отличающееся тем, что, с целью повышения качества обрезки,
10 упорный ролик выполнен в виде конуса, вершина которого расположена над режущей кромкой дискового ножа, а поворотный ролик имеет режущую кромку и установлен с возможностью
15 взаимодействия с режущей кромкой, дискового ножа. Л 16 //
фиг го 2/ 2J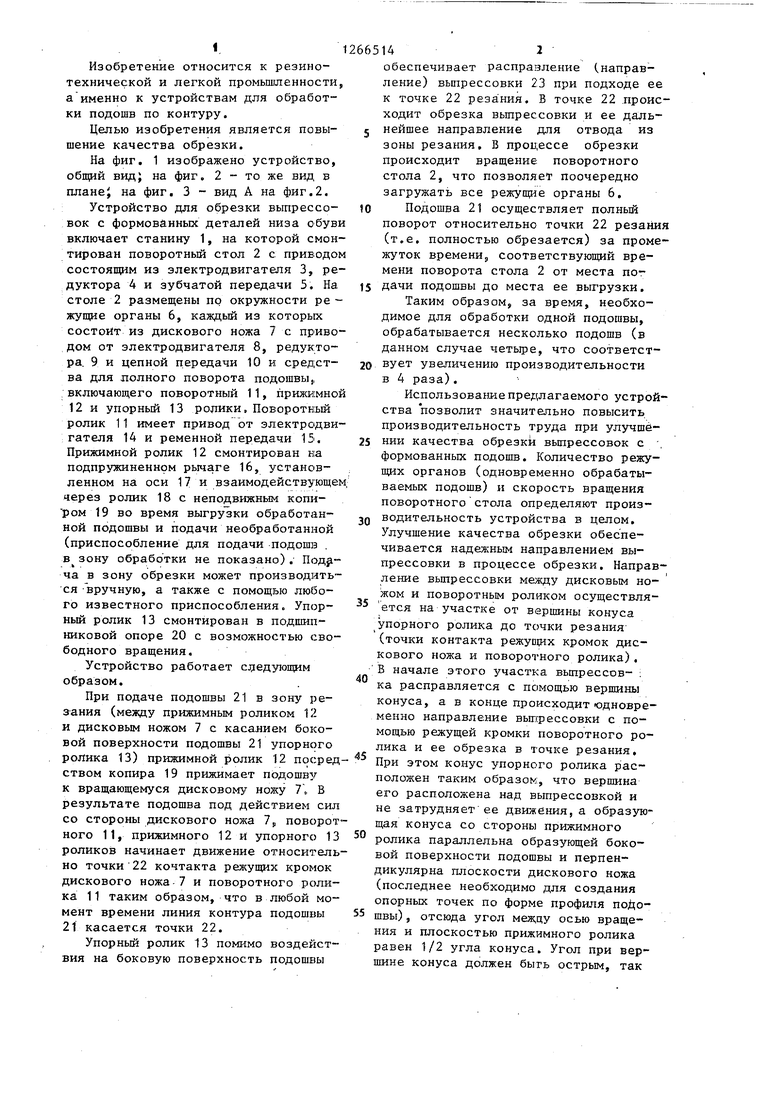
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки выпрессовок с формованных деталей низа обуви | 1978 |
|
SU992003A1 |
| УСТРОЙСТВО для ОБРЕЗКИ ВЫПРЕССОВОК С АВТОПОКРЫШЕК | 1970 |
|
SU281810A1 |
| Станок для обрезки выпрессовок массивных шин | 1977 |
|
SU695842A1 |
| Станок для обрезки выпрессовок на покрышках пневматических шин | 1978 |
|
SU695094A1 |
| Станок для обрезки выпрессовокавтопокрышек | 1974 |
|
SU509450A1 |
| ПРИСПОСОБЛЕНИЕ К СТАНКУ ДЛЯ ОБРЕЗКИ ВЫПРЕССОВОК АВТОПОКРЫШЕК | 1965 |
|
SU169774A1 |
| Устройство для обрезки выпрессовок с покрышек | 1990 |
|
SU1781072A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| Агрегат для изготовления профилированного ранта для деталей низа обуви | 1988 |
|
SU1666050A1 |
| МАШИНА ДЛЯ ВЫРАВНИВАНИЯ ДЕТАЛЕЙ ОБУВИ ПО ТОЛЩИНЕ | 1992 |
|
RU2063155C1 |
Изобретение относится к резинотехнической и легкой промышленности и позволяет повысить качество обрезки вьтрессовок с формованных деталей низа обуви. Устройство для обрезки выпрессовок с формованных деталей низа обуви содержит дисковьШ нож, средство для полного поворота деталей низа обуви и средство для направления выпрессовки под упорный ролик и вывода ее из зоны резания. Средство для полного поворота деталей низа обуви состоит из кинематически связанного, с ним упорного ролика с :режущей кромкой и прижимного и поворотного роликов. Прижимной и поворотный ролики расположены над дисковым ножом. Упорный ролик вьшолнен в виде конуса, вершина которого расположена над режущей кромкой дискового ножа. Поворотный ролик имеет режущую кромку и установлен с возможностью взаимодействия с режущей кромкой дискового ножа. 3 ил. 
| Устройство для обрезки выпрессовок с формованных деталей низа обуви | 1978 |
|
SU992003A1 |
