Изобретение относится к оборудованию обувного производства, в частности к машинам для изготовления профилированного ранта для деталей низа обуви путем вырезания из заготовок-пластин круглой формы, и может быть использовано на обувных фабриках и специализированных предприятиях по выпуску деталей низа обуви, а также в специализированных цехах кожевенных заводов.
Цель изобретения состоит в расширении технологических возможностей путем получения ранта любой конфигурации и сечения и повышении качества.
Указанная цель достигается тем, что агрегат для изготовления декоративного втачного ранта для деталей низа обуви из круглой пластины-заготовки, содержит механизм привода, устройство для транспортирования ранта, устройство для нарезки
ранта, включающее установленный на отдельном валу гладкий дисковый нож, барабан для накопления заготовок, рабочий сгол Для укладки заготовки, регулируемую по Расстоянию до дискового ножа при резании иа столе планку упора заготовки, средство для перемещения и прижатия к планке упора заготовки, выполненное в виде троса, перекинутого через блок, один конец которого соединен со штифтом для закрепления заготовки, а другой - с грузом.
По ходу обработки дополнительно установлены на отдельных валах цилиндрический нож с точильным устройством, фреза санавочная дисковая и конический абразив- ный инструмент с прижимными роликами, а устройство транспортирования содержит две пары приводных роликов и одну пару :вободновращающихся калибрующих роликов, дисковый нож разрезания заготовки снабжен точильным устройством,
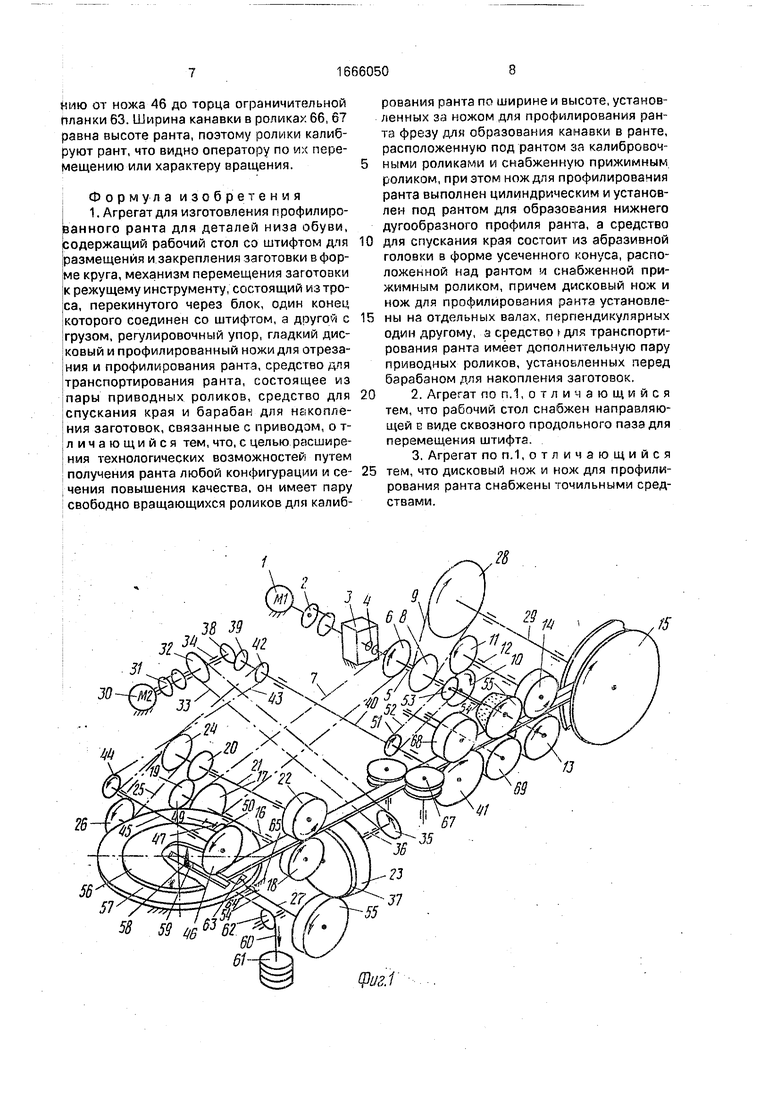
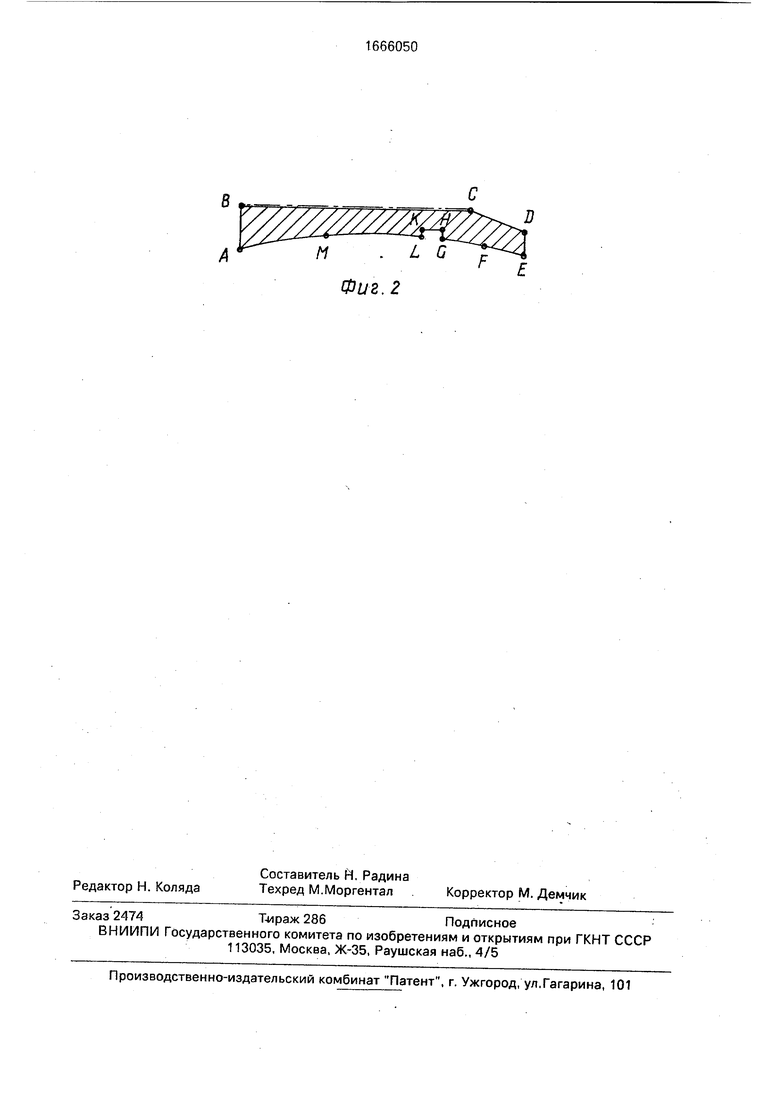
Установка на отдельных валах различных рабочих инструментов повышает производительность, точность обработки при широких возможностях агрегата (например, рабочие органы можно заменить на другие, рбеспеч ивающие иную форму сечения ранта). Установка рабочих инструментов на отдельные валы повышает точность обработки, а следовательно, и качество ранта. Наличие точильных устройств и роликов базирования ранта уменьшает время обслуживания и повышает надежность агрегата. На фиг.1 показана кинематическая схема агрегата; на фиг.2 - форма сечения ран- та, получаемая при обработке на агрегате.
Агрегат для изготовления профилированного вшивного ранта для деталей низа обуви содержит основание (не показано), механизм привода (фиг.1), включающий элек- тродвигатель 1, предохранительную муфту 2, редуктор 3, предохранительную муфту 4, вал 5, на котором смонтированы звездочка 6 цепной передачи 7, звездочка 8 цепной передачи 9, шестерня 10 вала 5, входящая в зацепление с шестерней 11 вала 12, причем на валах 5 и 12 установлены ролики 13, 14 подачи ранта к барабану-накопителю 15. Цепная передачи 7 приводит в движение вал 16 посредством звездочки 17. На валу 16 установлен транспортирующий ролик 18, шестерня 19, которая связана с шестерней 20 вала 21, на котором установлен транспортирующий ролик 22, при этом ролики 18 и 22 являются инструментами подачи ранта к цилиндрическому ножу 23. На валу 21 установлена звездочка 24 цепной передачи 25, связанной со звездочкой 26 вала 27, на котором установлен круглый абразивный камень для заточки кромки цилиндрического ножз 23. Звездочка 8 посредством цепной передачи 9 связана со звездочкой 28, смонтированной на валу 29, на котором установлен барабан-накопитель 15, Электродвигатель 30 связан через предохранительную муфту 31 со звездочкой 32 цепной передачи 33, расположенной на валу 34. Цепная передача 33 связана со звездочкой 35, смонтированной на валу 36, на котором установлен цилиндрический нож 23 с режущей кромкой 37 для получения на ранте дуг AML и GFE (фиг.2). На валу 34 установлена также коническая шестерня 38, находящаяся в зацеплении с конической шестерней 39 вала 40, на конце которого закреплена кана- вочная дисковая фреза 41 для получения на ранте прямоугольной втачной канавки LKHG (фиг.2). Звездочка 42 вала 40 связана цепной передачей 43 посредством звездочки 44 с валом 45, на котором установлен дисковый нож 46 для вырезания ранта из круглой заготовки (участки АВ и DE на фиг.2). Нож с подпружиненным пружиной 47 с винтом 48 в направляющей 49 неподвижным абразивным заточным камнем 50 в форме прямоугольного параллелепипеда, установлен так, что камень прижат постоянно к лезвию дискового ножа с регулируемым винтом 48 усилием. Вал 40 связан также звездочкой 51 через цепную передачу 52 со звездочкой 53, смонтированной на валу 54, на котором установлен конический абразивный инструмент 55 для снятия с ранта фаски CD (фмг.2). Круглая пластина-заготовка 56 уложена на неподвижном рабочем столе 57, наколотая на штифт 58, установленный в направляющей 59, к центру прикреплен трос 60 с грузом 61, перекинутый через блок 62, свободно смонтированный на оси. Круглая заготовка постоянно прижата весом груза 61 к пластине-упору 63, регулирующей ширину вырезаемого ранта АЕ (фиг,2) винтом 64 в заделке 65, ввинчиваемым (или вывинчиваемым) в пластину-упор. Для направления ранта под фрезу 41 служат направляющие ролики 66, 67, свободно вращающиеся без привода. Ролики 68,69 также свободно вращаются без привода. Ролик 68 поджимает рант к фрезе 41 сверху, а ролик 69 - рант к абразивному инструменту 55 снизу. Устройства, поджимающие ролики 66-69 к ранту - типовые (на фиг.1 не показаны), например аналогичные устройству поджатия абразивного камня к кромке дискового ножа.
Агрегат работает следующим образом.
Оператор накалывает на штифт 58 заготовку в форме круга 56, ширина нарезаемого ранта регулируется перемещением планки 53 относительно заделки 65 вращением винта 64 в резьбе планки 63, при этом при сближении планки 63 с дисковым ножом 46 происходит уменьшение ширины ранта, при удалении - наоборот. Винтом 48 регулируется прижатие точильного устройства - абразивного камня 50 к дисковому ножу 46. Пружина 47 взаимодейстэует с. заделкой 49, обеспечивая постоянное поджа- тие камня 50 к дисковому ножу 46. Груз 61 через трос 60, перекинутый через блок 62, постоянно тянет центр 58 по направляющей 59 заготовкой к планке 63, постоянно поджимая центр с заготовкой, Вращающийся дисковый нож прорезает начало ранта заготовки 56. Оператор проворачивает заготовку вручную со стороны, противоположной дисковому ножу 46, затем начало ранта заправляется в транспортирующие вращающиеся ролики 18, 22. Далее рант направляется между свободно вращающимися направляющими роликами с вертикальными осями 66, 67, между фрезой 41 и свободно вращающимся роликом 68, между коническим абразивным камнем 55 и свободно вращающимся роликом 69, приводными роликами 13, 14, заправляется в барабан-накопитель ранта 15, после чего начинается обработка в автоматическом режиме.
Ролики 18, 22, 66, 67, 68, 69, 13, 14, рабочие инструменты 23, 45, 41, 55 регулируются стандартными устройствами по положению относительно ранта (регулировки на чертежах не показаны), например аналогично регулировке абразивного инструмента 50. Все органы обработки и перемещения ранта для повышения точности обработки и компактности устройства располагаются максимально близко друг к другу.
Электродвигатели 1 и 30 агрегата включены, при этом электродвигатель 30 через муфту 31 приводит в движение вал 34, который посредством конических шестерен 38, 39 передает движение валу 40, который, вращая звездочку 42 через цепную передачу 43, вращает звездочку 44, расположенную на одном валу 45 с дисковым ножом 46 с заточным устройством, работающем при вращении диска 45, затачивая его о неподвижный камень 50. Транспортирующие ролики 18, 22 вращаются от электродвигателя 1, который через муфту 2, редуктор 3, муфту 4 передает вращение на звездочку 6 вала 5, через цепную передачу 7 на звездочку 17 вала 16 на ролик 18 и от расположенной на валу 16 шестерни 19 через шестерню 20 на транспортирующий ролик 22, расположенный нз валу 21. Отделенный от круглой заготовки 56 дисковым ножом 46 (АВ, ED, фиг.2) рант подается транспортирующими
роликами 18,22, рант для спускания по толщине подается на цилиндрический нож 23 (AMGLFE, фиг.2), закрепленный на залу 35, .получающий вращение с вала 34 через звез- 5 дочки 22, 36 цепной передачи 33. Режущая кромка 37 цилиндрического ножа большого диаметра 23 затачивается абразивным камнем 55, закрепленным на вращающемся валу 27, приводимым в движение от вала 21
C через звездочки 24, 26 цепной передачи 25. Поддерживаемый свободно вращающимися направляющими роликами 66, 67 рант поступает между свободновращающимся роликом 68 и к а н з в о ч н о и фрезой 41,
5 расположенной на вращающемся валу 40, прорезающей в ранте вшивную канавку (LKHG, фиг.2). После этого рант проходит между свободно вращающимся роликом 69 и комическим абразивным камнем 55, сни0 мающем на ранте фаску (CD, фиг.2), закрепленном нз валу 54, приводимым в движение от вала 40 через звездочки 51 и 53 цепной передачи 52. Далее рант транспортируется роликом 13, закрепленным на валу 5 и ро5 Л1-::ссм 14, закрепленным на валу 12 к барабану-накопителю 15, установленному на валу 29. Вращающийся вал 5 через шестерни 10, 11 передает вращение валу 12, а также через цепную передачу 9,звездочки 8, 28
0 - вращение через вал 29 барзбану-накопи- телю ранта 15, По окончании резки круга-заготовки 56 и, заполнении барабана 15 готовым рантом двигатели отключаются, устанавливается новая заготовка круглой фор5 мы I/; обработка повторяется. Следует отметить, что агрегат имеет стандартные ограждения и блокировочные устройства техники безопасности, Для упрощения конструкции устройства вместо дискового
0 ножа 46 с приводом и заточным устройством возможно использование неподвижно вертикально установленного ножа-резака с регулировкой его положения относительно заготовки 56, Участок ВС (фиг.2) ранта ос5 тается окрашенным и не обрабатывается, являясь одновременно и декоративной и базовой поверхностью при обработке. Направления вращения механизмов устройства указаны на фиг.1. Под регулируемым
0 дисковым ножом в пластине 57 имеется паз для обеспечения оптимальной установки дискового ножа при резании заготовки.
Таким образом, при обработке агрегатом получается полностью готовый рант, уп5 рощение конструкции достигается заменой дискозого ножа 46 резаком.
Расстояние между боковыми рабочими поверхностями роликов 66, 67 равно ширине ранта и устанавливается регулировкой (на чертежах не показана) и равно расстояймю от ножа 46 до торца ограничительной Планки 63. Ширина канавки в роликах 66, 67 равна высоте ранта, поэтому ролики калибруют рант, что видно оператору по их перемещению или характеру вращения.
Формула изобретения I 1. Агрегат для изготовления профилированного ранта для деталей низа обуви, содержащий рабочий стол со штифтом для размещения и закрепления заготовки в форме круга, механизм перемещения заготовки к режущему инструменту, состоящий из троса, перекинутого через блок, один конец которого соединен со штифтом, а другой с грузом, регулировочный упор, гладкий дисковый и профилированный ножи для отрезания и профилирования ранта, средство для транспортирования ранта, состоящее из пары приводных роликов, средство для спускания края и барабан для накопления заготовок, связанные с приводом, о т- личающийся тем, что, с целью расширения технологических возможностей путем получения ранта любой конфигурации и се- чения повышения качества, он имеет пару свободно вращающихся роликов для калибрования ранта по ширине и высоте, установленных за ножом для профилирования ранта фрезу для образования канавки в ранте, расположенную под рантом за калибровочными роликами и снабженную прижимным роликом, при этом нож для профилирования ранта выполнен цилиндрическим и установлен под рантом для образования нижнего дугообразного профиля ранта, а средство для спускания края состоит из абразивной головки в форме усеченного конуса, расположенной над рантом и снабженной прижимным роликом, причем дисковый нож и нож для профилирования ранта установлены на отдельных валах, перпендикулярных один другому, а средство для транспортирования ранта имеет дополнительную пару приводных роликов, установленных перед барабаном для накопления заготовок.
2.Агрегат по п. 1,отличающийся тем, что рабочий стол снабжен направляющей в виде сквозного продольного паза для перемещения штифта.
3.Агрегат по п. 1,отличающийся тем, что дисковый нож и нож для профилирования ранта снабжены точильными средствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления декоративного ранта для деталей низа обуви | 1982 |
|
SU1063377A1 |
| Агрегат для обработки профилированного ранта для обуви | 1977 |
|
SU741846A1 |
| МАШИНА ДЛЯ ВЫРАВНИВАНИЯ ДЕТАЛЕЙ ОБУВИ ПО ТОЛЩИНЕ | 1994 |
|
RU2102909C1 |
| МАШИНА ДЛЯ ВЫРАВНИВАНИЯ ДЕТАЛЕЙ ОБУВИ ПО ТОЛЩИНЕ | 1992 |
|
RU2063155C1 |
| Машина для обработки деталей низа обуви | 1974 |
|
SU503577A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| Роторный гвоздильный автомат | 1986 |
|
SU1423237A1 |
| Машина для изготовления обуви типа "Парко" | 1948 |
|
SU79547A1 |
| Устройство для регулирования положения заготовки верха обуви в зависимости от положения рабочего инструмента | 1986 |
|
SU1832004A1 |
Изобретение относится к легкой промышленности и может быть использовано при изготовлении оборудования для обувного производства. Цель изобретения состоит в расширении технологических возможностей и повышении качества. Агрегат для изготовления профилированного ранта для деталей низа обуви содержит рабочий стол со штифтом для размещения и закрепления заготовки в форме круга, механизм перемещения заготовки к режущему инструменту, состоящий из троса, перекинутого через блок, один конец которого связан со штифтом, а на другом закреплен груз, регулировочный упор, средство для отрезания ранта, включающее гладкий дисковый и профилированный ножи, установленные на отдельных валах, перпендикулярных один другому, причем нож для профилирования ранта выполнен цилиндрическим и установлен под рантом для образования нижнего дугообразного профиля ранта. Средство для транспортирования ранта состоит из двух пар приводных роликов и одной пары свободно вращающихся роликов, предназначенных для калибрования ранта по высоте и ширине. За калибровочными роликами под рантом расположена фреза для образования канавки в ранте, снабженная прижимным роликом. За канавочной фрезой размещено средство для спускания ранта, выполненное в виде абразивной головки в форме усеченного конуса, расположенной над рантом и снабженной прижимным роликом. При этом рабочий стол снабжен направляющей в виде сквозного продольного паза для перемещения штифта, а дисковый нож и нож для профилирования ранта оснащены точильными средствами. Все элементы устройства, включая барабан для накопления заготовок, связаны с приводом. 2 з.п.ф-лы, 2 ил.
31
30
58
Фиг.1
| Агрегат для обработки профилированного ранта для обуви | 1977 |
|
SU741846A1 |
