| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки | 1977 |
|
SU673351A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2245207C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2148460C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ВЫТЯЖКЕ СТАКАНА С ФЛАНЦЕМ (ВАРИАНТЫ) | 2010 |
|
RU2460985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486025C1 |
| Штамп для вытяжки эластичным пуансоном | 1973 |
|
SU479531A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВНОЙ БАНКИ | 1996 |
|
RU2120831C1 |
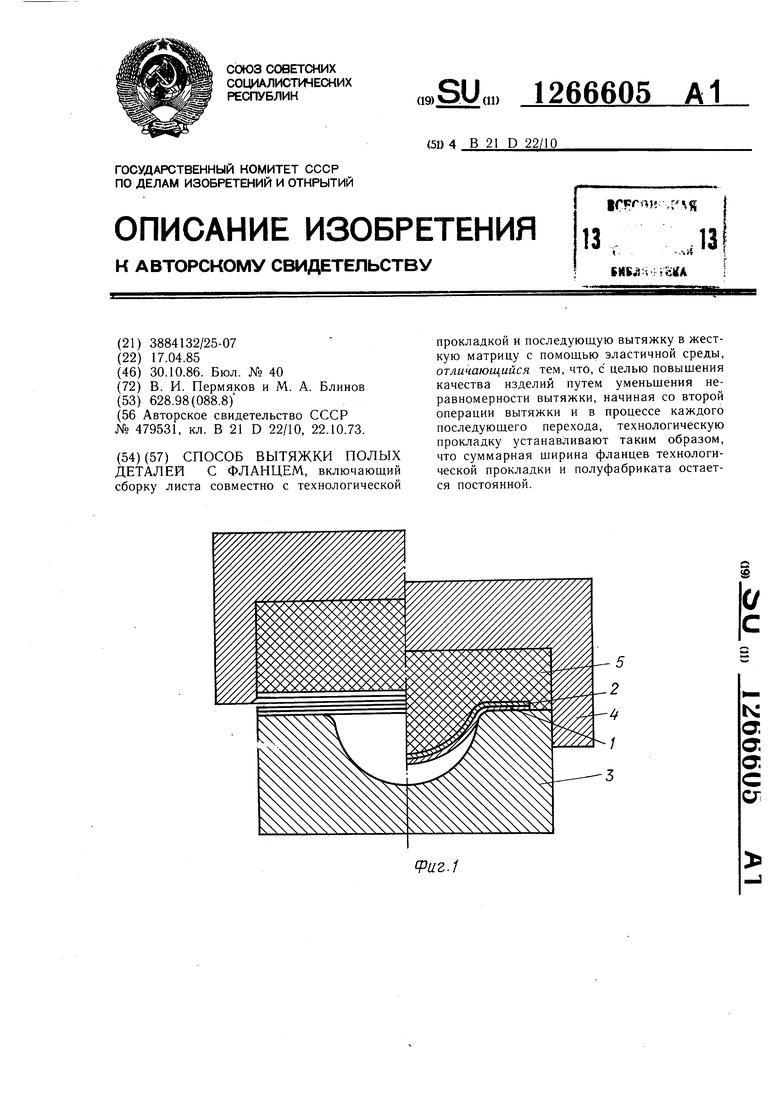
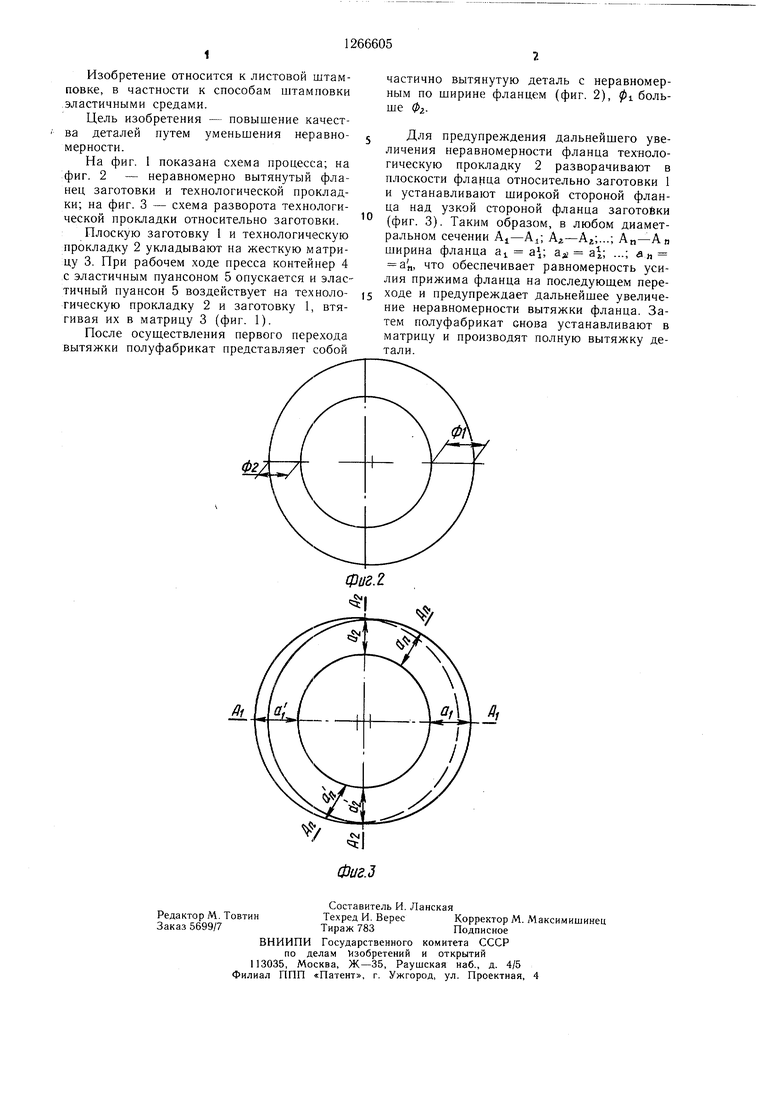
СПОСОБ ВЫТЯЖКИ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ, включающий сборку листа совместно с технологической прокладкой и последующую вытяжку в жесткую матрицу с помощью эластичной среды, отличающийся тем, что, с целью повышения качества изделий путем уменьшения неравномерности вытяжки, начиная со второй операции вытяжки и в процессе каждого последующего перехода, технологическую прокладку устанавливают таким образом, что суммарная ширина фланцев технологической прокладки и полуфабриката остается постоянной. I (/ С к а а а с сг