Изобретение относится к машиностроению, а именно к приспособлениям металлообрабатывающих станков для закрепления инструмента, и может быть применено для нарезания резьбы в отверстиях и на стержнях при условии вращения обрабатываемой детали. Цель изобретения - повышение качества нарезаемой резьбы, удобства и безопасности в работе и повышение долговечности.
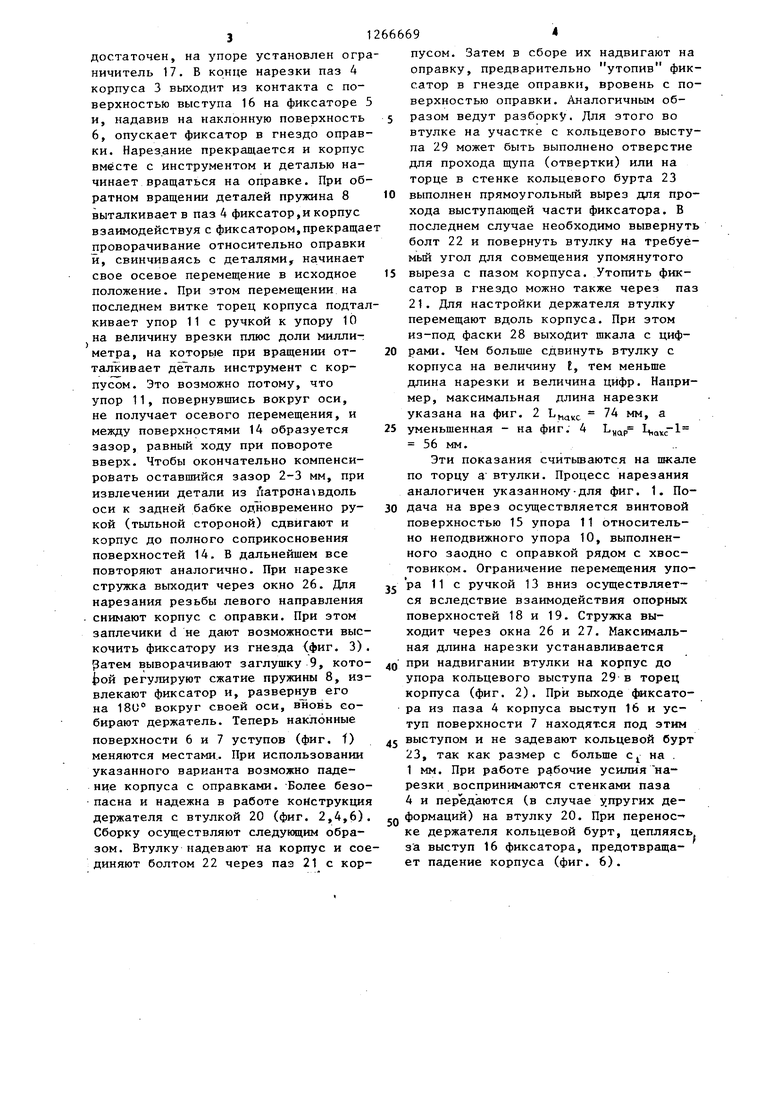
На фиг. 1 схематически показано устройство без втулки с наклонными торцовыми поверхностями упоров, ваuриант; на фиг. 2 - то же, с винтовой
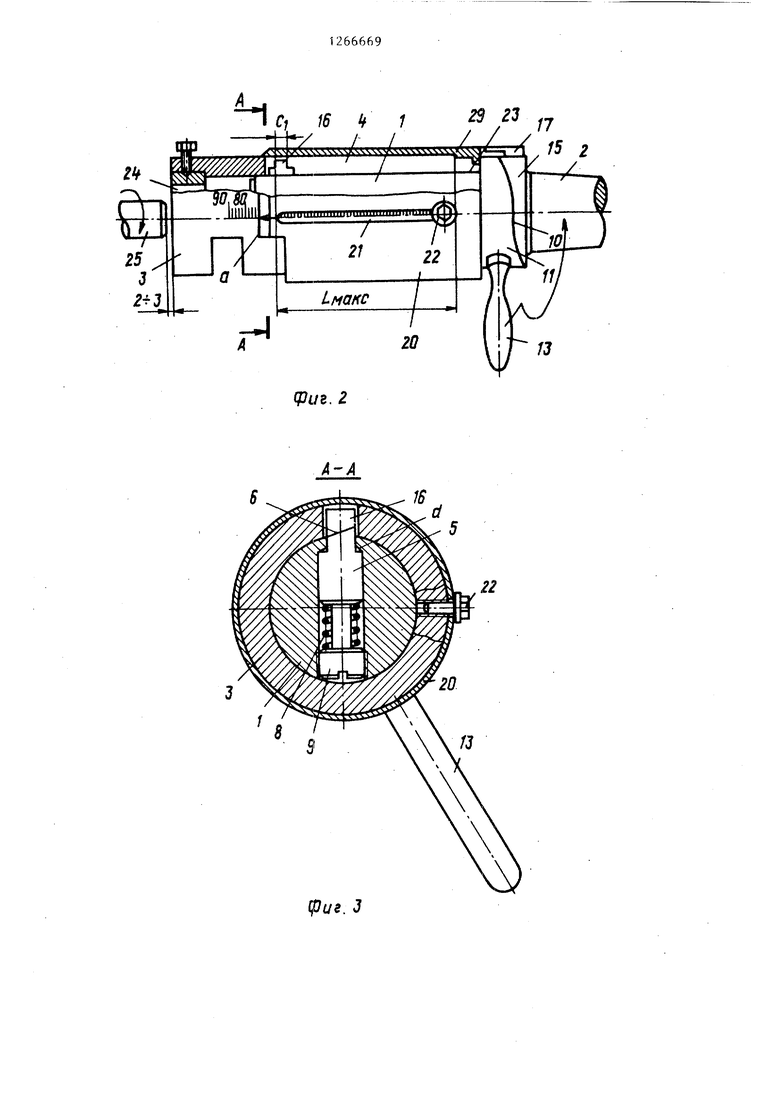
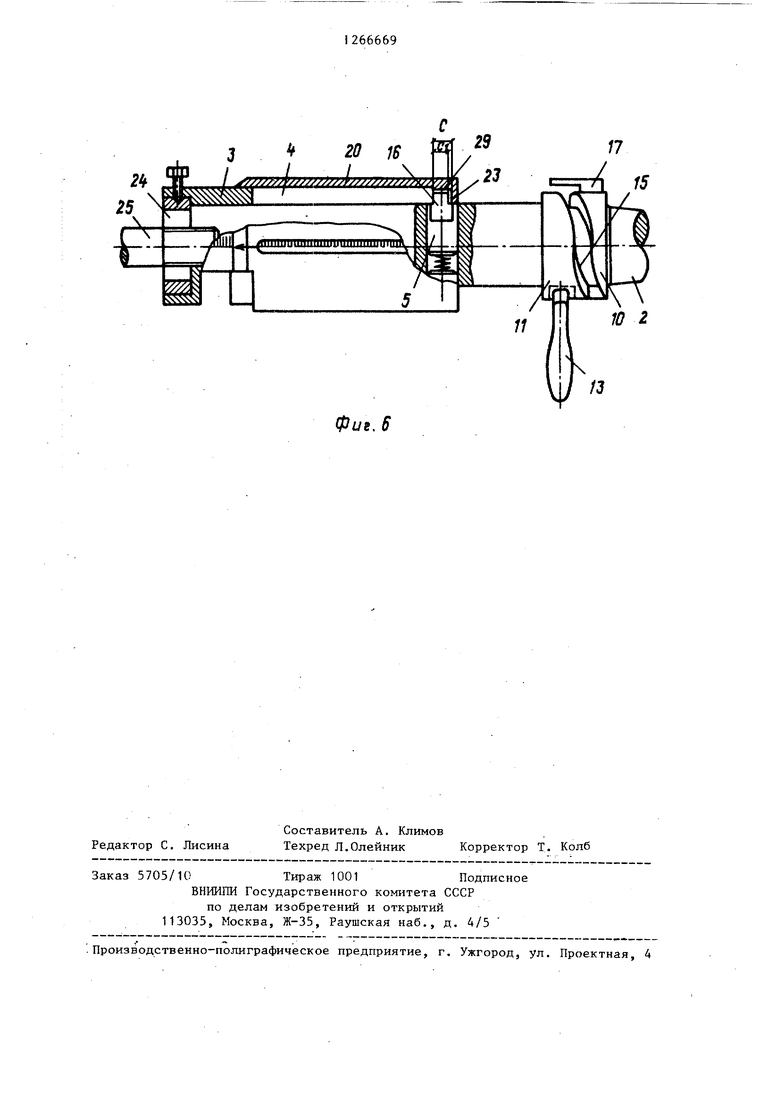
M поверхностью упоров, вариант; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - начальный момент работы держателя; на фиг. 5 - сечение Б-В на фиг. 4; на фиг. 6 - положение зле Центов держателя в конечном положении .
Держатель сосоит из оправки 1 с конусным хвостовиком 2, корпуса 3 с Продольным пазом 4, фиксатора 5 с уступами, имеющими наклонную поверхность 6 и 7, пружины 8 и заглушки 9, кольцевых упоров 10 и 11 с фиксирующим болтом 12. На упоре 11 закреплена ручка 13. Контактные поверхности на упорах выполнены наклонными 14 (под углом к оси вращения) или винтовыми 15. На фиксаторе между уступами 6 и 7 имеется выступ 16. На фиксируемом с помощью болта 12 кольцевом упоре 10 закреплен ограничитель 17 поворота упора 11 относительно упора 10 в верхнем положении. На упоре с наклонными контактными поверхностями (фиг. 1) ограничитель поворота может быть установлен и в нижнем положении. Возможно также и свободное положение упора с ручкой вниз (как маятника). На винтовых поверхностях нижнее ограничение пово рота осуществляется поверхностями 18 и 19, образованными путем разрезания спирального кольца по образующей на две части. Фиксируемый упор 10 может перемещаться вдоль оси оправки (фиг. 1), а может быть жестко закрепленным на ней или выполнен с ней за одно целое (фиг. 2,4). На корпусе может быть надета втулка 20 с продольным пазом 21 и фиксирующим болтом 22, снабженная кольцевым бур-том 23.
На свободном конце корпуса 3 закреплён резьбонарезной инструмент
24 для обработки детали 25. Ма поверхности корпуса вдоль паза 21 втулки 20 нанесена метрическая шкала. Рядом с инструментом 24 в теле корпуса и, соответственно, на втулке вырезаны окна 26 и 27 для выхода стружки. Для лучшего считывания делений пжалы на втулке выполнена фаска 28.На внутренней поверхности втулки со стороны кольцевого бурта выполнен кольцевой выступ 29.
Держатель используют в двух вариантах; с втулкой 20 и без нее. Во втором случае (фиг. 1) держатель вставляют хвостовиком 2 в пиноль задней бабки станка и настра11вают на длину нарезаемой резьбы Ьц.- Яля этого смещают корпус 3 вдоль оправки
Iдо тех пор, пока расстояние торца корпуса до границы перехода выступа 16 и наклонной поверхности 6 уступа на подпружиненном фиксаторе 5 не становится равным (определяют по нанесенной на поверхности корпуса метрической шкале) требуемой длине нарезки. Затем смещают к торцу корпуса оба кольцевых упора 10 и 11 и фиксируют упор 10 на оправк.е болтом 12. Затем в патрон станка вставляют деталь 25 и маховиком надвигают пиноль бабки совместно с держателем до расстояния 2-3 мм между резьбонарезным инструментом 24 и торцом .детали. После этого механизмом перемещения пиноли до конца обработки партии деталей не пользуются. Включают вращение детали и, наблюдая за зоной резания, за ручку 13 поворачивают упор
IIвокруг оправки на угол | 90-120 При этом вследствие цеременной ширины наклонных поверхностей 14, оказывающих расклинивающее действие, вращаемый упор 11 начинает смещаться вдоль оси относительно неподвижного упора 10 и смещать корпус к детали. Угол СХ наклона поверхностей 14 выбирают таким, чтобы при повороте ручки на f 90-120° упор сместился на величину зазора между инструментом и деталью плюс на величину шага резьбы. При этом происходит врезание инструмента в деталь на один виток, и дальнейшая нарезка происходит самозатягиванием. Возврат в исходное положение рукоятки и упоря
11 происходит движением руки токаря или под действием собственного веса Q на плече h (фиг. 5). Для того, чтобы возвращающий крутящий момент был достаточен, на упоре установлен огр ничитель 17. В конце нарезки паз 4 корпуса 3 выходит из контакта с поверхностью выступа 16 на фиксаторе и, надавив на наклонную поверхность 6, опускает фиксатор в гнездо оправ ки. Нарезание прекращается и корпус вместе с инструментом и деталью начинает вращаться на оправке. При об ратном вращении деталей пружина 8 выталкивает в паз 4 фиксатор,и корпус взаимодействуя с фиксатором,прекраща проворачивание относительно оправки и, свинчиваясь с деталями, начинает свое осевое перемещение в исходное положение. При этом перемещении на последнем витке торец корпуса подта кивает упор 11 с ручкой к упору 10 на величину врезки плюс доли миллиметра, на которые при вращении отталкивает деталь инструмент с корпусом. Это возможно потому, что упор 11, повернувшись вокруг оси, не получает осевого перемещения, и между поверхностями 14 образуется зазор, равный ходу при повороте вверх. Чтобы окончательно компенсировать оставшийся зазор 2-3 мм, при извлечении детали из Латрона вдоль оси к задней бабке одновременно рукой (тыльной стороной) сдвигают и корпус до полного соприкосновения поверхностей 14. В дальнейшем все повторяют аналогично. При нарезке стружка выходит через окно 26. Для нарезания резьбы левого направления снимают корпус с оправки. При этом заплечики d не дают возможности выскочить фиксатору из гнезда (фиг. 3) ратем выворачивают заглушку 9, котоЬой регулируют сжатие пружины 8, извлекают фиксатор и, развернув его на 180° вокруг своей оси, вновь собирают держатель. Теперь наклонные поверхности 6 и 7 уступов (фиг. t) меняются местами.. При использовании указанного варианта возможно падение корпуса с оправками. -Более безопасна и надежна в работе конструкция держателя с втулкой 20 (фиг. 2,4,6) Сборку осуществляют следующим образом. Втулку надевают на корпус и сое диняют болтом 22 через паз 21 с кор69пусом. Затем в сборе их надвигают на оправку, предварительно утопив фиксатор в гнезде оправки, вровень с поверхностью оправки. Аналогичным образом ведут разборку. Для этого во втулке на участке с кольцевого выступа 29 может быть выполнено отверстие для прохода щупа (отвертки) или на торце в стенке кольцевого бурта 23 выполнен прямоугольный вырез для прохода выступающей части фиксатора. В последнем случае необходимо вывернуть болт 22 и повернуть втулку на требуемый угол для совмещения упомянутого выреза с пазом корпуса. Утопить фиксатор в гнездо можно также через паз 21. Для настройки держателя втулку перемещают вдоль корпуса. При этом из-под фаски 28 выхоДит шкала с цифрами. Чем больше сдвинуть втулку с корпуса на величину I, тем меньше длина нарезки и величина цифр. Например, максимальная длина нарезки указана на фиг. 2 L 74 мм, а уменьшенная - на фиг. 4 «ар liaicc 56 мм. Эти показания считьшаются на шкале по торцу а втулки. Процесс нарезания аналогичен указанному-для фиг. 1. Подача на врез осуществляется винтовой поверхностью 15 упора 11 относительно неподвижного упора 10, выполненного заодно с оправкой рядом с хвостовиком. Ограничение перемещения упора 11 с ручкой 13 вниз осуществляется вследствие взаимодействия опорных поверхностей 18 и 19. Стружка выходит через окна 26 и 27. Максимальная длина нарезки устанавливается при надвигании втулки на корпус до упора кольцевого выступа 29- в торец корпуса (фиг. 2). При выходе фиксатора из паза 4 корпуса выступ 16 и уступ поверхности 7 находятся под этим выступом и не задевают кольцевой бурт 23, так как размер с больше с на . 1 мм. При работе рабочие усилия нарезки воспринимаются стенками паза 4 и передаются (в случае упругих деформаций) на втулку 20. При перенос-ке держателя кольцевой бурт, цепляясь за выступ 16 фиксатора, предотвращает падение корпуса (фиг. 6). с, i6 If 1 ±У:А.../ ft Шй 25 J LMQKC
. 2 / /7 У fezi./5 г ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Держатель для резьбонарезного инструмента | 1983 |
|
SU1217586A1 |
| Держатель для резьбонарезногоиНСТРуМЕНТА | 1977 |
|
SU804223A1 |
| Держатель для резьбонарезного инструмента | 1973 |
|
SU486870A2 |
| Держатель для резьбонарезного инструмента | 1986 |
|
SU1412889A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Резьбонарезная головка | 1980 |
|
SU917982A1 |
| Устройство для нарезания резьбы | 1977 |
|
SU795739A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 2003 |
|
RU2271904C2 |
| Борштанга к резьбонарезному станку | 1978 |
|
SU749586A1 |
| Держатель для резьбонарезного инструмента | 1973 |
|
SU592527A2 |
1. ДЕРЖАТЕЛЬ ДЛЯ- РЕЗЬБОНАРЕЗНОГО ИНСТРУМЕНТА по авт. св. № 1217586, отличающийся тем, что, с. целью повьшения качества резьбы и удобства в работа, держатель снабжен дополнительным упором в виде кольца с ручкой, установленным на оправке с возможностью вращения, осевого перемещения и взаимодействия с оЛювным упором и корпу0уг.7 сом, причем основной упор выполнен в виде кольца и установлен на оправ ке, а поверхности взаимодействия упоров выполнены модифицированными. 2.Держатель по п. 1, от.личающийся тем, что поверхности взаимодействия упоров выполнены клиновидными. 3.Держатель поп. 1, отличающийся тем, что поверхности взаимодействия упоров выполнены винтовыми. 4.Держатель по п. 1, о т л и чающийся тем, что с целью повьшения безопасности работы и по§ вышения срока службы, держатель снабжен втулкой с Кольцевым буртом, л установленной на корпусе с возможностью вращения, осевого пер.емещения, фиксации на нем и взаимодействия с. основным упором. N5 о: О) Од Од со ISJ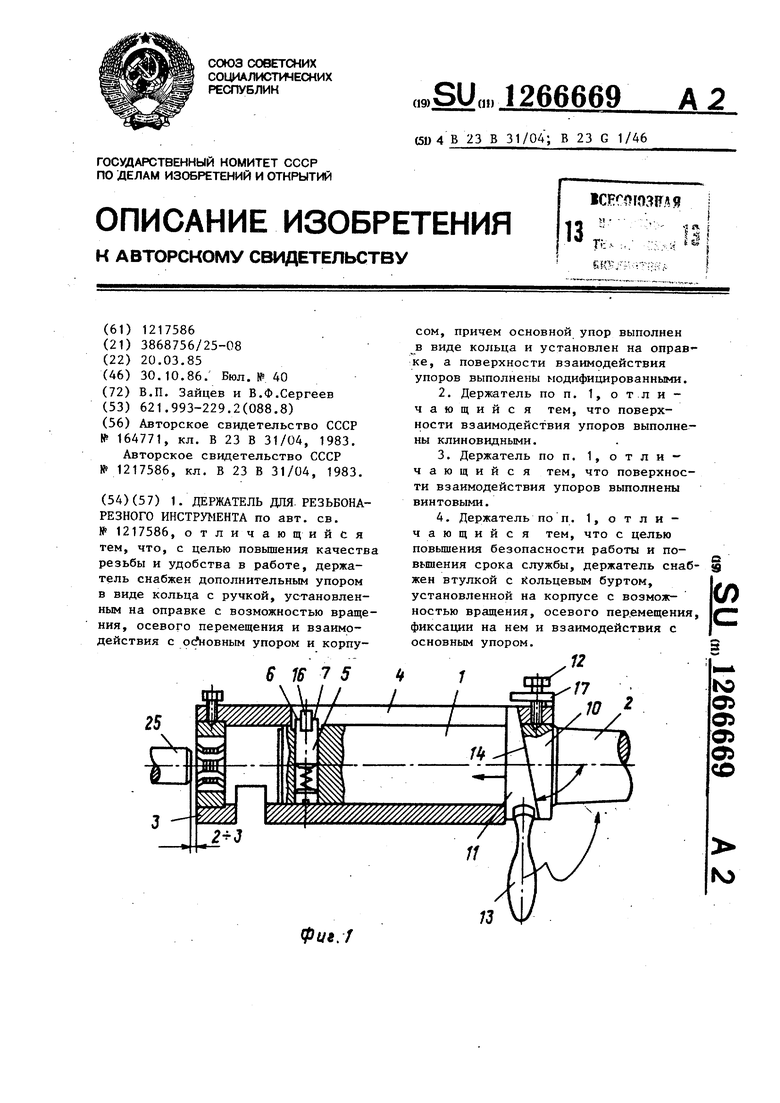
. J
16
22
Фиг.
в-в
Фие, 6
| ДЕРЖАТЕЛЬ ДЛЯ РЕЗЬБОНАРЕЗНОГО ИНСТРУМЕНТА | 0 |
|
SU164771A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Держатель для резьбонарезного инструмента | 1983 |
|
SU1217586A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
