(54) РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Резьбонарезная силовая головка | 1982 |
|
SU1047647A1 |
| Резьбонарезная головка | 1976 |
|
SU603511A1 |
| Резьбонарезная головка | 1981 |
|
SU1038123A1 |
| Резьбонарезная головка | 1988 |
|
SU1690979A1 |
| Переносной металлорежущий станок | 1990 |
|
SU1745432A1 |
| Шпиндельный узел резьбонарезного станка | 1985 |
|
SU1292953A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Резьбонарезная головка | 1977 |
|
SU627932A1 |
| Резьбонарезная головка | 1989 |
|
SU1726172A1 |
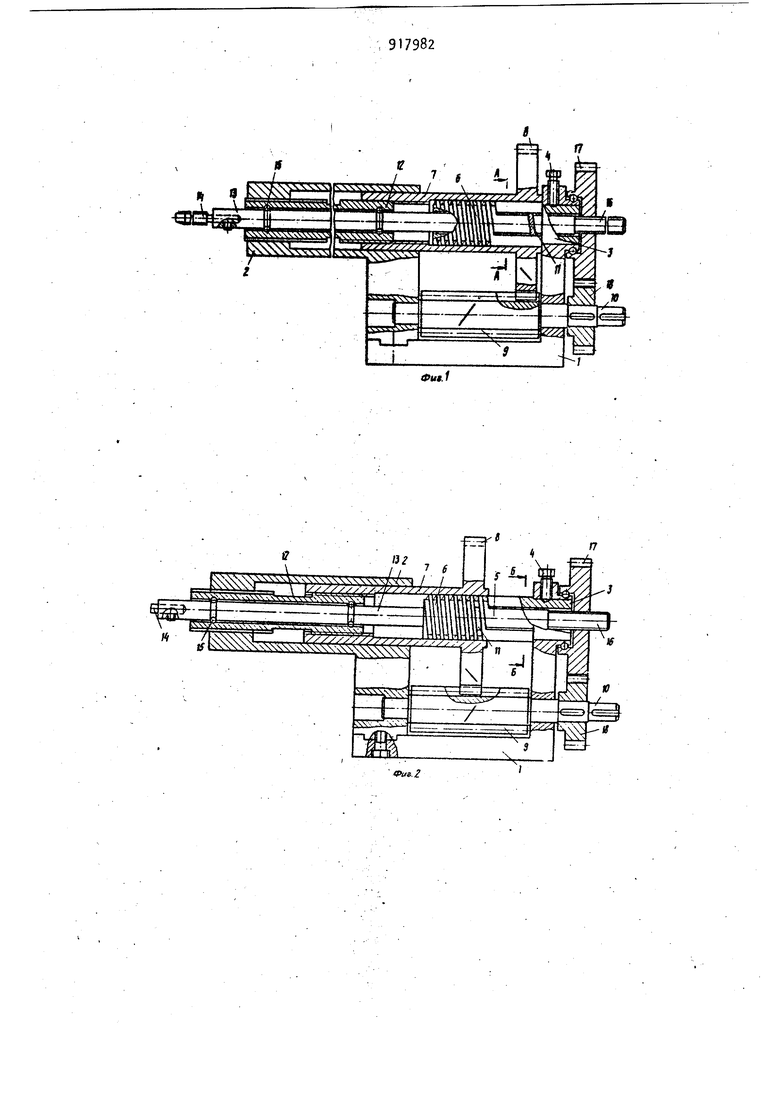

Изобретение относится к машиностроению и может быть использовано в агрегатных станках и автоматических линиях для нарезания внутренних рёзьб по резьбовому копиру. Известна резьбонарезная головк, в корпусе которой закреплена оправка с пазами, в которых размещены Ешсту пы, расположенные на ступице, соединенной зубчатой передачей с приводом вращения кинематически связанного с пинолью инструментального шпинделя(13 Подвод этой головки к детали и отвод от нее занимают относительно продолжительное время. Цель изобретения - повышение произ водительности путем сокращения времени подвода и отвода инструмента. Для достижения поставленной цели пазы на оправке выполнены прямолинейными, переходящими в винтовые, причем выступы на ступице расположены в пазах по винтовой линии, а зубчатая передача привода ступицы выполнена косозубой с углом наклона зубьев,превьшающим угол самоторможения. На фиг, 1 изображена головка в сечении по оси шпинделя с инструментом в исходном положении; на фиг: 2 - головка в сечении по оси шпинделя с инструментом в момент рабочей подачи; на фиг, 3 сечение А-А фиг.1; на фиг. Л - сечение Б-Б фиг.2; на фиг.5 взаимодействие., сопрягаемых оправки и ступицы в исходном положении; на фиг. 6 - взаимодействие сопрягаемых оправки и ступицы в момент рабочей подачи. В корпусе 1, скрепленном с направляющей цилиндрической муфтой 2, закреплена оправка 3, зафиксированная от поворота винтом k. На оправке выполнены продольные пазы 5, соединенные с винтовой канавкой 6. На оправке 3 смонтирована с возможностью перемещения ступица 7 колеса 8, входящего в зацепление с колесом Э вала 10, соединенного с приводом вращения (приBOfl вращения на чертежах не показан) На внутренней поверхности ступицы 7 выполнены зубцы 11, расположенные по винтовой линии с равным интервалом по окружности. Шаг винтовой линии зубцов одинаковый с шагом винтовой линии канавки 6. Зубцы выполнены в направлении оси оправки 3 по профилю продольных пазов 5 а в направлении по винтовой линии - по профилю винтовой канавки 6.
В торцовой части ступицы 7 выпол нено винтовое отверстие, в которое входит винтовая частЬ пинсхли t2,установленной шлицевой частью в шлицевом отверстии муфты 2 В осевом отверстии пиноли смонтирован шпиндель 13 несущий метчик I, зафиксированный в осевом направлении относительно пиноли 12 шариками 15. Шпиндель пропущен через осевое otBepcTHe в оправке 3. Его шлицевой конец 16 соединен через зубчатую передачу 17, 18 с валом 10. Зубчатые колеса 8,9 выполнены с косым зубом,-с углом наклона зубьев, например, 5 Винтовая нарезка на пиноли 12 выполнена с шагом, меньшим шага винтовой канавки 6 и противоположного направления. Разница шагов канавки 6 и нарезки на пиноли 12 равна шагу резьбы метчика И при условии одинаковых передаточных отношений между колёсами 8, 9 и 17, 18. Для нарезания более мелких резьб передаточное число между колесами 17, 18 уменьшают пропорционально шагу резьбы метчмка. . -. : ,
В первоначальном исходном положении (фиг. 1,5) колесо 8 заторможено от вращения зубцами 11, входящими в продольные пазы 5 оправки 3. Колесо 8 соединено с колесом Э с помощью косозубого зубчатого зацепления, угол наклона зубьев которого больше угла самоторможения. Таким образом, при вращении вала 10 с колесом 9 колесо 8 совершает продольное перемещение в осевом направлении до упора зубцов t1 в стенки винтовой канавки 6. Так осуществляется быстрый подвод инструмента к обрабатываемой детали. Одновременно через зубчатую передачу 17, 18 от вала 10 сообщается движение шпинделю 13 и метчику 14. После
входа зубцов 11 в винтовую канавку 6 начинается вращение колеса 8 со ступицей 7 (фиг, 2,6). При вращении ступицы 7 и взаимодействия резьбового соединения между ней и пинолью 12 пиноли сообщается осевое перемещение причем в сторону оправки 3. Так как шаг резьбы винтовой канавки 6 больше шага резьбы винтового соединения между элементами 7 и 12 то действительное перемещение пиноли 12 со шпинделем 13 осуществляется от оправки 3. Так осуществляется рабочая подача метчика 14.Для отвода метчика 14 в исходное положение вращение вала 10 реверсируют. При вращении колеса 8 элементы 11 скользят по винтовой канавке 6. После выхода зубцов 11. а продольные пазы 5 оправки 3 вращение колеса 8 затормаживается, и за счет взаимодействия косозубого зацепления между колесами 8 и 9 происходит осевое перемещение колеса 8 в исходное положение
Положительный эффект от применения головки достигается за счет повышения производительности путем сокращения вспомогательного времени подвода и отвода инструмента
,
Формула изобретения
Резьбонарезная головка, в корпусе которой закреплена оправка с пазами,
в которых размещены вцступы, расположенные на ступице, соединенной зубчатой передачей с приводом вращения,кинематически связанным с пинолью инструментального шпинделя,о т л и ч а ющ а я с я тем, что, с целью повышения производительности путем сокращения времени подвода и отвода инструмента, пазы на оправке выполнены прямолинейными, переходящими в винтовые,
причем выступы на ступице расположены в пазах по винтовой линии.
2 Головка по п.1, о т л и ч а ю (Ц а я с я тем, что зубчатая передача привода ступицы выполнена косозубой, с углом наклона зубьев, превышающим угол самоторможения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 205507, кл. В 23 G 3/02, 1965.
f7
б-Б
