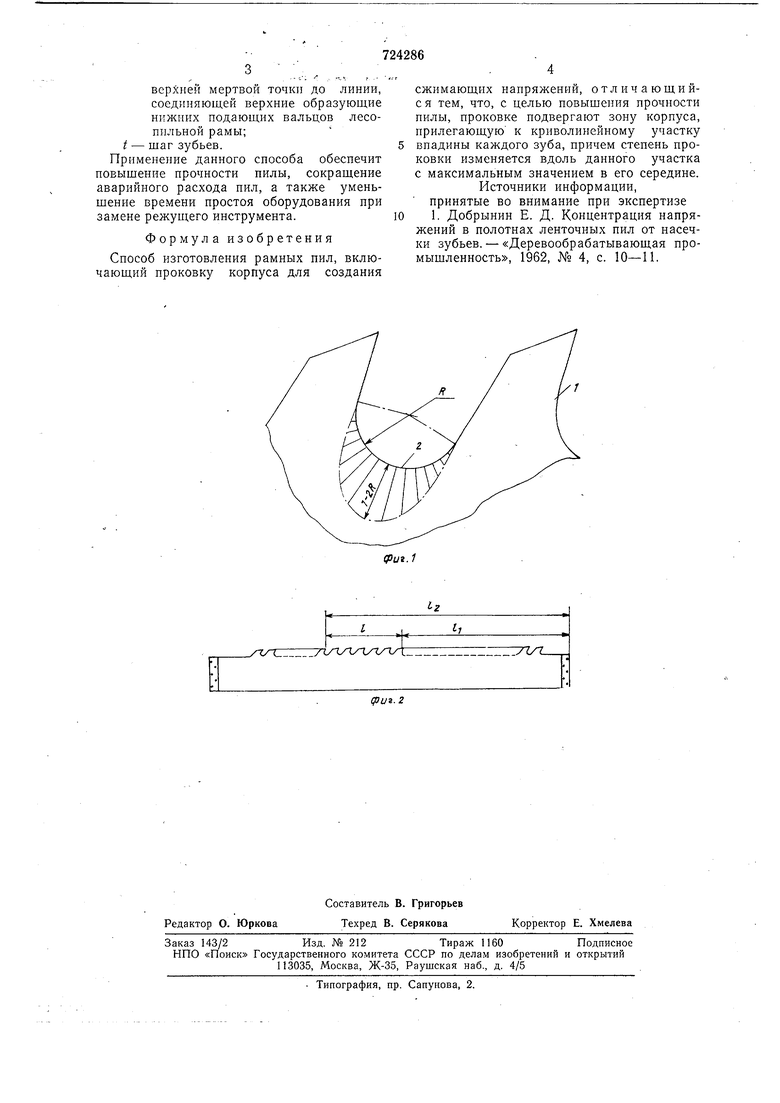
верхней мертвой точки до линии, соединяющей верхиие образующие нижних подающих вальцов лееопильной рамы; t - шаг зубьев.
Применение данного способа обеспечит повышение прочности пилы, сокращение аварийного расхода пил, а также уменьщение времени простоя оборудования при замене режущего инструмента.
Формула изобретения
Способ изготовления рамных пил, включающий проковку корпуса для создания
сжимающих напряжений, отличающийс я тем, что, с целью повыщеиия прочности пилы, ироковке подвергают зону корпуса, нрилегающую к криволинейному участку
впадины каждого зуба, иричем степень проковки изменяется вдоль данного участка с максимальным значением в его середине.
Источники информации, принятые во внимание нри экспертизе
1. Добрынин Е. Д. Концентрация напряжений в полотнах ленточных пил от насечки зубьев. - «Деревообрабатывающая промыщленность, 1962, № 4, с. 10-11.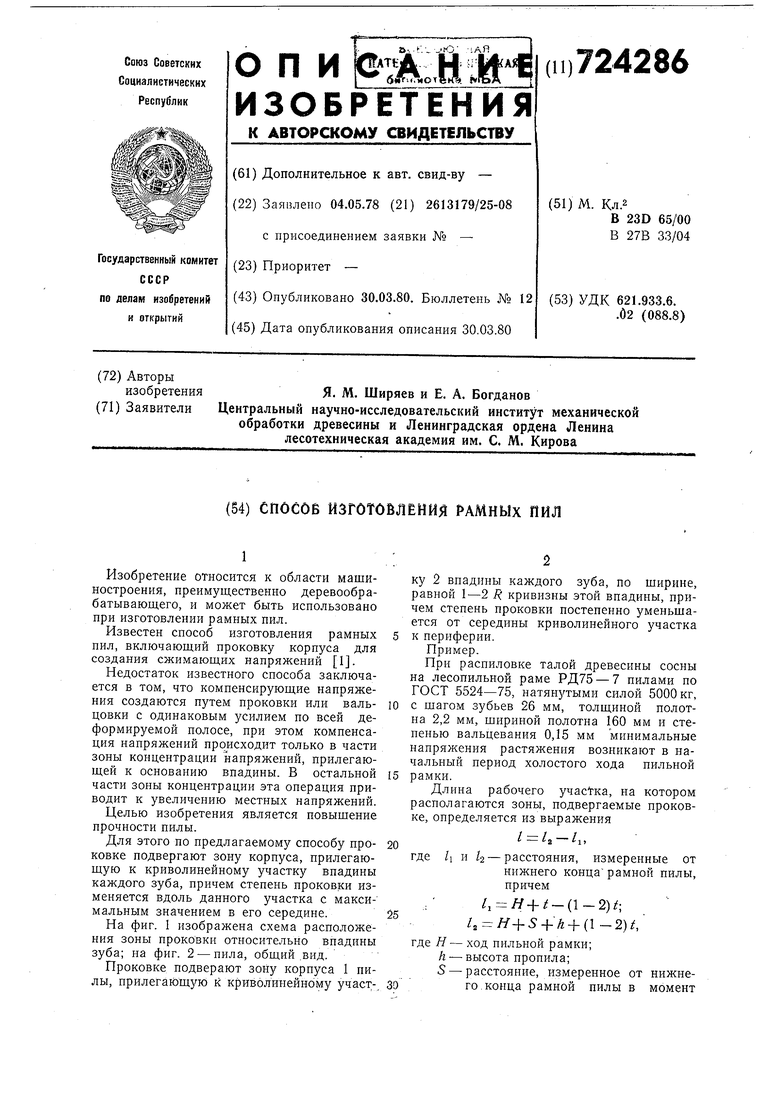
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки рамных пил | 1979 |
|
SU901305A1 |
| Способ изготовления круглых пил | 1978 |
|
SU686834A1 |
| Способ изготовления рамных пил | 1985 |
|
SU1266680A2 |
| ДИСКОВАЯ ПИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086408C1 |
| СПОСОБ ПОДГОТОВКИ ДИСКОВ КРУГЛЫХ ПИЛ | 1991 |
|
RU2029668C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОЧЕЙ ЧАСТОТЫ ВРАЩЕНИЯ КРУГЛОЙ ПИЛЫ | 1992 |
|
RU2095236C1 |
| СПОСОБ НАТЯЖЕНИЯ ДИСКА ПИЛЫ | 1993 |
|
RU2041775C1 |
| Способ термической обработки дисков круглых пил | 1980 |
|
SU1004479A1 |
| Способ термической обработки дисковых пил | 1975 |
|
SU584046A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2396163C2 |
.Х/оу /чхг/ч/г/Тх
.
