Известны каскадные лоткн для активного ориентироБания плоских деталей многоугольной формы в вибрационных бункерных загрузочных устройствах.
Отличительная особенность описываемого лотка за1чЛ1очаотся в том, что входной ЛОТОК разделен на ряд последовательно расположенных продольных и поперечных каскадов; последние снабжены соответствующими окнами и порогами, или ступенькал1и, при прохождении которых происходит поворачивание деталей, отсеиваемых по определенным параметрам. Причем отсеивание продолжается до тех пор, пока все они не будут приведены в одно и то же положение.
Такая конструкция каскадных лотков проще и обеспечивает повышение производительности.
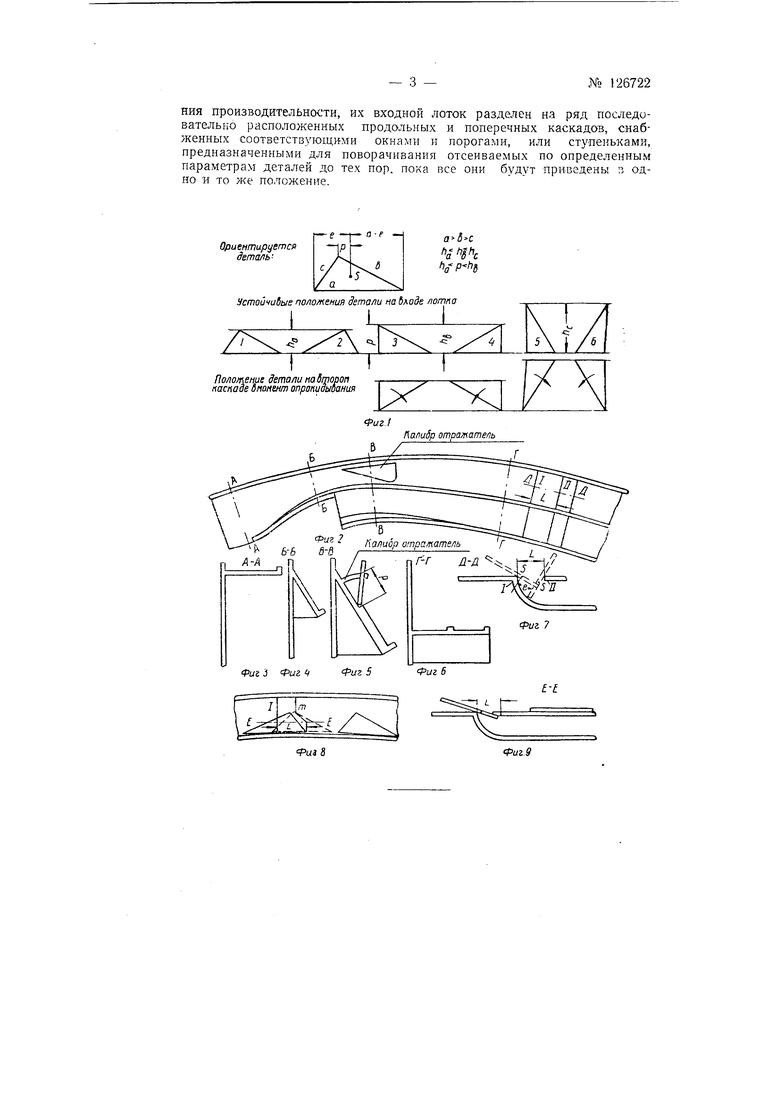
На фиг. 1 схематически изображены: ориентируемая деталь, та же деталь в устойчивых положениях на входе лотка и на втором каскаде в момент опрокидывания; на фиг. 2-каскадные лотки в плане; на фиг. 3, 4, 5, 6 и 7 соответственно изображены сечения по линиям Л-А, Б-Б, В-В, Г-Г н Д-Д на фиг. 2; на фиг. 8-варианг поперечного каскада; на фиг- 9-сечение по линии Е-Е на фиг. 8.
На этих фигурах Б качестве ориентируемой детали изображен косоугольный треугольник. Детали такой формы могут занимать на входе лотка щесть различных положений, показанных на фиг. t и обозначенных порядковыми числами.
ЕСЛИ ДЛЯ отсева нежелательных положений использовать различие высот относительно отдельных сторон треугольника и производить отсев с помощью калибра-отражателя, настроенного на размер р, причем „ (где /г и /i -высота треугольника относительно стороны айв), то на верхнем лотке за калибром-отражателем останутся ТОЛЬКО детали, находившиеся в по.иожениях / или 2. Все
№ 126722
остальные детали будут сброшены на второй каскад лотка (фиг. 5). При падении на второй каскад детали поворачиваются вокруг порога 1-ш 180 и ПОД. дей€т;зием силы тяжести укладываются так, что наиболее длинная их сторона является их основанием. При этом детали, находившиеся на верхнем лотке в положениях 3 и 6, расположатся на нижнем в положении /, а детали, имевшие положения 4 5, окажутся -в положении 2. Таким образом все детали, попавшие на верхний лоток, окажутся в двух параллельных ручьях в положении / или в положении 2.
Привести все детаЛИ в одно и то же положение в обоих ручьях можно, используя особенности формы или положение центра тяжести детали или то и другое вместе. Отсеиваемые детали переводятся на поперечные каскады лотка, что ОСуществляется посредством соответствующего выреза в лотке. Если длина выреза будет равна L и будет удовлетворять условию (а-с) , то, устроив в вырезе выступ m (фиг. 8 и 9), поддерживающий вершину детали при движении ее в положении /, можно разделить каждый из рзчьев на два так, что Б двух верхних ручьях будут находиться детали только в положении /, а в двух нижних-только в положении 2.
Имея ориентированные детали в одном положении, можно всегда перевести их в любое иное ориентированное положение. В частности, детали треугольной формы можно из положений У и 2 привести в положение 2, если в вырезе, длиною L, убрать выступ т. Тогда детали, движущиеся по лотку в положении 2, повернутся вокруг ребра (порога) /, а детали, движущиеся в положении 1,-вокруг ребра //, в результате чего все детали окажутся в нижнем поперечном каскаде в положении 2.
Лоток из начального горизонтальното положения (фиг. 3) переводится постепенно в -наклонное положение (фиг. 4), в котором устраняются верхние слои деталей, а оставшиеся детали приводятся под действием силы тяжести в одно из шести устойчивых положений. Проходя мимо калибра-отражателя, детали либо проходят дальше, eciH они находятся в положениях 1 или 2, либо сбрасываются калибромотражателем иа второй каскад, если они были в положениях (фиг. 5).
Таким образом, после первого калибра-отражателя детали движутся дальше уже в двух ручьях, находясь в положениях / или 2. Оба ручья постепенно переводятся в наклонное или горизонтальное положение (фиг. 6), при котором на пути деталей устроен вырез, длиною L, образующий передний / И задний // пороги. Под действием силы тяжести детали проваливаются в вырез тяжелой стороной (размер е) вперед (фиг. 7-).
Если детали движутся в положении 2, то они поворачиваются на пороге / и на поперечный нижний каскад -попадают в неизменном положении. Если же детали идут в положении 1, то они под действием силы тяжести и сил инерции поворачиваются вокруг порога // на 180° и попадают на нижний каскад в положении 2. В результате этого каскадный лоток для автоматического ориентирования деталей треугольной формы будет принимать детали одним лотком в разных положениях и выдавать их двумя ручьями в положении 2.
Предмет изобретения
Каскадные лотки для активного ориентирования плоских деталей многоугольной формы в вибрационных бункерных устройствах, отличаюш.иеся тем, что, с целью упрош,ения конструкции и повыше
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи деталей несимметричной формы в ориентированном положении | 1958 |
|
SU119771A1 |
| Лоток для транспортирования деталей | 1958 |
|
SU126720A1 |
| Ориентирующий лоток к вибрационным бункерным загрузочным устройствам | 1958 |
|
SU118455A1 |
| Вибрационное загрузочное устройство | 1987 |
|
SU1553317A1 |
| ПАТЕНТНО- ^ Ti ХНИЧЕСК'АЯ • &К?ЛИОТЕ^ЛЛ. М. Полещепко | 1966 |
|
SU181480A1 |
| БУНКЕРНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU379364A1 |
| Вибрационное ориентирующее устройство | 1981 |
|
SU998083A1 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1968 |
|
SU213544A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И НАКОПЛЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2011504C1 |
| БУНКЕРНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU309792A1 |