Полуавтоматы для наматывания дисковых шпуль, например, к сеггвязальным машинам, снабженным квадратным отверстием и клиновидной щелью для заш,емления начального конца нити, включаюидие в себя враш;аемый приводом консольный шпиндель для нескольких шпуль, прижим крайней шпули, тормоз нити, механизм завода нитей в шпули и устройство для выключения привода шпинделя после намотки шпуль, известны.
Описываемый полуавтомат отличается тем, что, для повышения производительности механизм завода нитей в шпули выполнен в виде соосно и свободно установленного на шпинделе штурвала, несушего консольную гребенку с зажимами нитей и с перемешаемыми вручную салазками, снабженными ножом для отрезания нитей от заполненных шпуль, и осуихествляющего замыкание контактов, включаюш,их привод шпинделя.
Для наматывания нитей заданной длины в описываемом полуавтомате применен дисковый счетчик, снабженный пальцем, взаимодействующим с контактами, осуществляющими включение устройства, выключающего привод щпинделя; полуавтомат снабжен прижимным цилиндром и .мерильным, кинематически соединенным с вращающимся кулачком, замыкающим контакты в цепи питания храпового электромагнитного привода дискового счетчика.
Мерильный цилиндр и щпиндель снабжены электромагнитными тормозами, включаемыми контактами дискового счетчика.
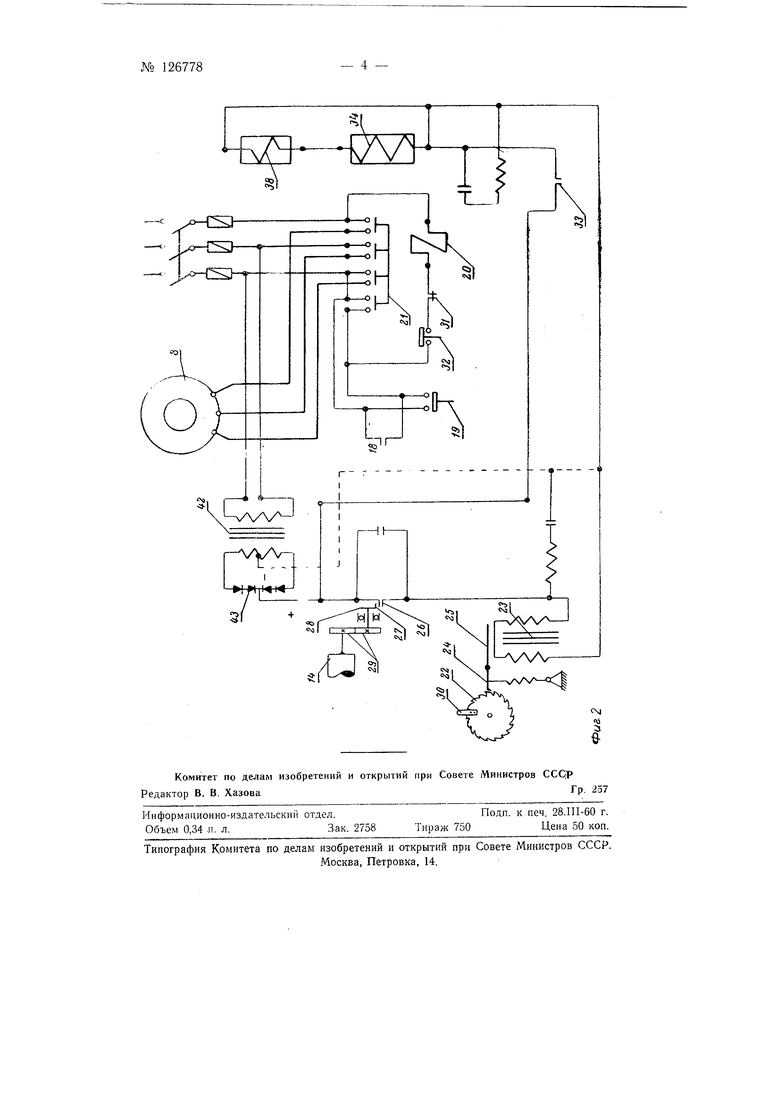
На фиг. 1 изображена кинематическая схема описываемого полуазтомата; на фиг. 2 - его электросхема. г
Полуавтомат состоит из наматывающего механизма, тормоза нитей, механизма завода нитей в шпули, устройства для выключения наматывающего механизма после намотки шпуль, шпулярника и счетчика длины наматываемых нитей.
№ 126778-- 2 -
Наматывающий механизм осуществляет наматывание одновременн.-) нитей на несколько дисковых щпуль для сетевязальной мащины и выполнен в виде консольного квадратного щпинделя 1 (фиг. 1), на который насаживаются своими квадратными отверстиями тридцать дисковых шнуль 5, прижимаемых к упору 3 этого шнинделя свободно вращающимся прижимом 4, перемещаемым рукояткой 5, соединенной тягой 6 с рычагом 7, взаимодействующим с прижимом.
Вращение щпинделя осуществляется электродвигателем 8 (фиг. 1 и 2) посредством ременной передачи 9 (фиг. 1).
Нити 10 поступают на щпули с установленных на щпулярнике бобип (шпулярник и бобины на чертеже не изобрал ены), притормаживаютсм тормозом из двух групп стержней 11 и 12, охватывают и вращают при своем перемещении прижимной цилиндр 13 и мерильный цилиндр 14 и наматываются на дисковые щпули, проходя через механизм завода нитей в щпули. Этот механизм выполнен в виде соосно и свободно установленного на щпинделе поворачиваемого вручную щтурвала 15, несущего консольную направляющую нити гребенку 16 с зажимами 17 нитей и с переменгаемыми вручную салазками, снабженными клиновидным ножом для отрезания нитей от за1полненных щпуль (салазки и нож на чертеже не изображены).
Нри повороте щтурвала его гребенка в положении, изображенном щтрихпунктиром, осуществляет завод нитей в клиновидные щели у втулок щпуль (на чертеже не изображены) и кратковременное замыкание контактов 18, включенных параллельно пусковой кнопке 19 (фиг. 2) в цепи катущки 20 магнитного пускателя, осуществляющего своими ко; тактами 21 включение электродвигателя 8.
С целью наматывания нитей заданной длины, в полуавтомате применен дисковый счетчик 22, приводимый в действие электромагнитом 2 с подпружиненной приводной собачкой 24 на его якоре 25, включаемы, контактами 26, замыкаемыми лальцем 27 на кулачке 28, вращаемы мерильным цилиндром М посредством щестеренчатой передачи 29.
Дисковый счетчик снабжен пальцем 30, взаимодействующим с закрытыми контактами 31, последовательно включенными с кнопкой 32 останова электродвигателя и осуществляющими его выключение, и открытыми контактами 33 в цепи питания двух электромагнитов.
Первый электромагнит 34 снабжен якорем 35 с закрепленной тормозной колодкой 36, тормозящей тормозной щкив 37 щпинделя, а второй электромагнит 38 взаимодействует с якорем 39, несущим тормозную колодку 40, тормозящую тормозной ЩКИБ 41 мерильного цилиндра.
Питание электромагнитов осуществляется через понижающий трансформатор 42 (фиг. 2) и выпрямитель 43.
Действие полуавтомата происходит следующим образом. На щпиндель / насаживают тридцать дисковых шпзль 2, закрепляя крайнюю прижимом 4, перемещаемым рукояткой 5 посредством рычажной передачи, после чего посредством щтурвала 15 перемещают гребенку 16 с закрепленными в ее прижимах нитями 10, заводя их в щели втулок щпуль.
При этом гребенка кратковременно замыкает контакты 18, осущ,сствляющие пуск электродвигателя 8 в приводе щпинделя.
Вращаемый нитями мерильный цилиндр 14 посредством щестеренча.той передачи 29 вращает кулачок 28 с пальцем 27, замыкающим при наматывании каждого метра длины нитей контакты 26 в цепи храпового электромагнитного привода дискового счетчика 22.
После наматывания на щпули нити заданной длины счетчик пальцем 30 размыкает контакты 31 в цепи катущки магнитного пускателя, чающего электродвигатель 8 щпинделя, и одновременно замыкает коптакты 33, включающие электромагнит 34 тормоза шпинделя и электромагнит .35 тормоза мерильного цилиндра.
Перемещая вручную салазки с ножом, установленные на гребенке 16 штурвала 15, отрезают нити 10 от заполненных шпулей, причем концы идущих с бобин нитей остаются зажатыми в зажимах 17 этой гребенки.
Предмет изобретения
1.Полуавтомат для наматывания дисковых шпуль, включающий в себя врашаемый приводом консольный шпиндель для нескольких шпуль, прижим крайней шпули, тормоз нити, механизм завода нитей в шпули и устройство для выключения привода шпинделя после намотки шпуль, отличающийся тем, что, с целью повышения производительности, механизм завода нитей в шпули выполнен в виде соосно и свободно установленного на шпинделе штурвала, иесушего консольную гребенку с зажимами нитей и с перемещаемыми вручную салазками, снабженными ножом для отрезания нитей от заполненных шпуль, и осушествляющего замыкание контактов, включающих привод шпинделя.
2.Форма выполнения полуавтомата по п. 1, отличающаяся тем, что, с целью наматывания нитей заданной длины, в нем применен дисковый счетчик, снабженный пальцем, взаимодействующим с контактами, осуществляющими включение устройства, выключающего привод щпинделя, и он снабжен прижимным цилиндром и мерильным, кинематически соединенным с вращающимся кулачком, замыкающим контакты в цепи питания храпового электромагнитного привода дискового счегчика.
3.Форма выполнения полуавтомата по пп. 1 и 2, отличающаяся -тем, что его мерильный цилиндр и шпиндель снабжены электромагнитными тормозами, включаемыми контактами дискового счетчика.
Фиг.