в державках 10 и 11,, размещенных на ползунах 12 и 13, Последние, связары рычагами 14 и 15 и имеют привод от двигателя 17. Механизм формообразования шага выполнен в виде шаговой лапки 18, связанной с двигателем 24. Механизм отрезки п ружины выполнен в виде ножей 25 и 26, Устройство имеет средство для контроля длины пружин и средство 45 для программного управления, с которым электрически связаны двигатели5, 17 и 24, Средство для контроля длины пружин выполнено в виде набора датчиков (Д), каждый из которых имеет ДВЕ упорные пластины 29 и 30, одна из которых, например 30, установлена неподвижно, а другая, например
29, шарнирно. При этом Д, контролирующий общую длину, установлен неподвижно, а проме7куточные Д установлены с возможностью поворота относительно оси (шарнщза).39 в плоскости навивки пружин. Привод поворота этих Д выполнен в виде электромагнитов 40, обеспечивающих ввод Д в зону продвижения навиваемой пружины, и пружин 38, обеспечиваю1Щ1х отвод Д из указанной зо.ны. При навивке пружин с одинаковым шагом устанавливается один Д, контролирующий общую длину пружины. Если пружина имеет у :астки с разным шагом, то к последнему прибавляется количество Д, ра.виое количеству этих участков. 1 з.п. ф-лы, 5 ил о
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
| Станок для горячей навивки пружин | 1975 |
|
SU692179A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Автомат для навивки пружин | 1978 |
|
SU776725A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| КРАЕОБМЕТОЧНАЯ ШВЕЙНАЯ МАШИНА | 2011 |
|
RU2493302C2 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1985 |
|
SU1726096A1 |
| Шагозадающее устройство к пружинонавивочному автомату | 1985 |
|
SU1301538A1 |
| Станок для горячей навивки пружин | 1977 |
|
SU777969A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН | 1972 |
|
SU425709A1 |
Изобретение относится к оборудованию для изготовления винтовых пружин с переменным шагом и позволяет повысить производительность и качество . Механизм подачи проволоки выполнен,в виде пода:ющюс роликов 1 и| 2. Навивочные упоры 8 и 9 закреплены (Л ю а 00 N О5
1
Изобретение относится к оборудованию .для изготовления ЁИНТОВЬЖ , в частности винтовых пруясин с переменным шагом.
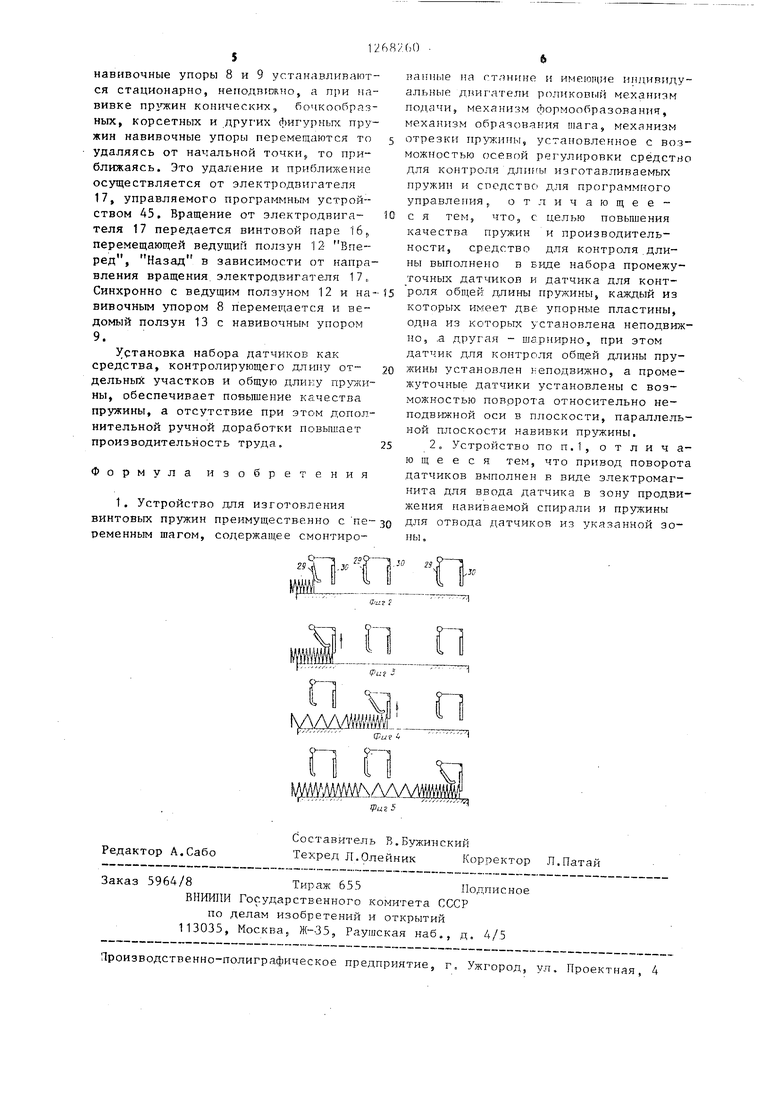
Пель изобретения - повышение качества пружин и производительности. , На фиг,1 изображено схематично устройство для изготовления винтовых пружин; на фиг.2 - датчики, находящиеся в зоне продвижения навиваемой пружины и начало касания торцом первого участка пружины шарнирной плас-тины; на . фиг,3. начало отвода первого датчика из зоны продвижения пружины; на фиг.4 - начало отведения второго датчика, при этом первый изображен в отведенном исходном; положении; на фиг,5 -.отведенные первые два датчика и навитая пружина, подошедшая к последнему датчику.
Устройство для изготовления винто1ВЫХ пружин,содержит подаюпще ролики 1 и 2, смонтированные навалах 3 и 4, приводимых во вращение от индивидуального двигателя 5 через промежуточную зубчатую пару 6 и 7, навивочные упоры 8 и 9, закрепленные в державках 10 и 11, установленных на ведущем 12 и ведомом 13 ползунах, смонтированных с возможностью перемещения в направ-: ляющих станины (не показана), Ползуны кинематически связаны посредством рыг
чагов 14 и 15. Бедуш 1й ползун 12 вин ТОБОЙ парой 16 связан с двигателем 17. Шаговая лапка 18 смонтирована на штанге 19, подпружиненной пружиной 20 и связанной винтовой парой 21 через промежуточные шестерни 22 и 23 с двигателем 24.
Для отрезки навитых пружин установлен непр,5вижный. нож 25 и подвижный верхний нож 26. Между зоной навивки и подачей установлена проводка 27, удерживающая проволоку 28 от искривлений. Средство, контролирующее Д.ПИНУ изготавливаемых пружин, выполнено в виде набора датчиков. .Количество датчиков зависит от числа участков пружин с различным шагом. На фиг, 1 изображено два. датчика - первый и последний, что предопределено навивкой спирали с двумя участками, имеющими различный шаг.
На фиг.2-5 изображены три датчика, так как спираль представлена с тремя участками, различными по шагу„ Если необходимо изготавливать пружину с ПОСТОЯННМХ1 (одним) Шагом, то потребуется только один датчик. Каждый датчик выполнен в виде двух упорных пластин 29 и 30. Пластина 30 установлена неподвижно на рычаге 31, а пластина 29.установлена шарнирно н опоре 32, составляющей одно целое с рычагом 31. Рычаг 31 своей опорой 33 связан с направляюп ей 34 с возможностью регулировочного перемещения вдоль оси навиваемой пружины и последующей фик сацией ее винтом 35 (вынесен один раз) в определенном месте в зависимо сти от длины участка, а также от общей длины пружины. Рычаг 31 и опора 33 у датчиков, контролирующих длину участков спирали, имеет плечи 36 и 37, связанные пружиной 38. Рычаг 31 с опорой 33 у последнего датчика, контролирующего общую длину пружины, связан жестко, а у датчиков, контролирующих отдельные участки , связан шарниром 39. Между рычагом 31 и опорой 33 размещен электромагнит 40. Набор датчиков смонтирован на лотке 41, имеющем закрывающуюся и открьшающу ося автома тически крьшку 42. Для открытия крыш ки 42 предназначен электромагнит 43, а для закрытия ее установлена пружина 44. Двигатели 5, 24 и 17, а также электромагнит 40, упорные пластины 2 и 30 и электромагнит 43 электрически связаны с программньм устройством 45 Устройство для изготовления винто вых пружин работает следующим образом. При включении электродвигателя 5 i через шестерни 6 и 7 начинают вращаться валы 3 и 4, а вместе с ними вращаются подающие ролики 1 и2 которые при своем вращении подают проволоку 28 через проводку 27 в зону навивки. В зоне навивки посредством навивочньпс упоров 8 и 9 образуется спираль с витками, поджатыми друг к другу или с витками, расположенными на некотором расстоянии друг от друга, т.е. с определенным шагом. В начальный момент, после навивки витка, . подается команда от программного уст-ройства 45 на выдвижение шаговой лапки 18 вперед на определенное расстояние, равное необходимому шагу участка пружины. Вьщвижение лапки вперед осуществляется от электродвигателя 24 через пару зубчатых шестерен 22 и 23 и винтовую .пару 21, гайка которой связана со штангой 19. Меняя направление вра щения электродвигателя 24, можно-переместить штангу 19 и лапку 18 и в положение Вперед, Назад, т.е. можно увеличивать, уменьшать шаг пружины и отводить лапку в исходное положение. В выдвинутом положении вперед шаговая лапка находится до тех пор, пока торец пружины не коснется упорной пластины 30. Подход торца пружины к упорной пластине 30 производится на скорости меньшей, чем скорость, при которой перемещается пружина при подходе к пластине 29, с целью исключения ударов и обеспечения условий срабатывания программного управления и механизма шага. После подхода -на медленной скорости пружины к пластине 30 подается команда электродвигателю 24 на изменение вращения в другую сторону, если необходимо уменьшить шаг следующего навиваемого участка пружины, если же шаг необходимо увеличить, то надо вращать двигатель в ту же сторону, таким образом, подавая команду программным устройством 45 на поворот электродвигателя в ту или другую сторону, обеспечивают необходимый шаг следующего участка пружины, одновременно с подачей такой команды электромагнит 40 обесточивается и датчик с пластинами 29 и 30 под действием пружины 38 поворачивается вверх, тем самым выводится из зоны продвижения навиваемой пружины. В отведенном положении этот датчик находится до окончания навивки всей пружины. При дальнейшем продвижении пружины, а следовательно, при навивке следующего участка все операции, выполняемые последующими датчиками,повторяются. После завершения всех операций по навивке второго участка, в том числе и отведения второго датчикаS навивается третий, а затем и другие последующие участки. При достижении полной длины пружины с образованными заданными участками, пружина взаимодействует с последним, крайним датчиком, который дает команду на остановку подающих роликов 1 и 2 и включение механизма отрезки готовой пружины (привод механизма реза не показан). Производится отрезка пружины, при этом верхний нож 26 набегает на нижний 25 и на своем пути делает отрезку готовой пружины,, которая f сбрасывается в лоток 41. Затем операция навивки повторяется. При навивке пружин с постоянным шагом устанавливается только один последний датчик, контролирующий обшую длину. При навивке пружин с постоянным диаметром
| Патент США № 3906766, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
