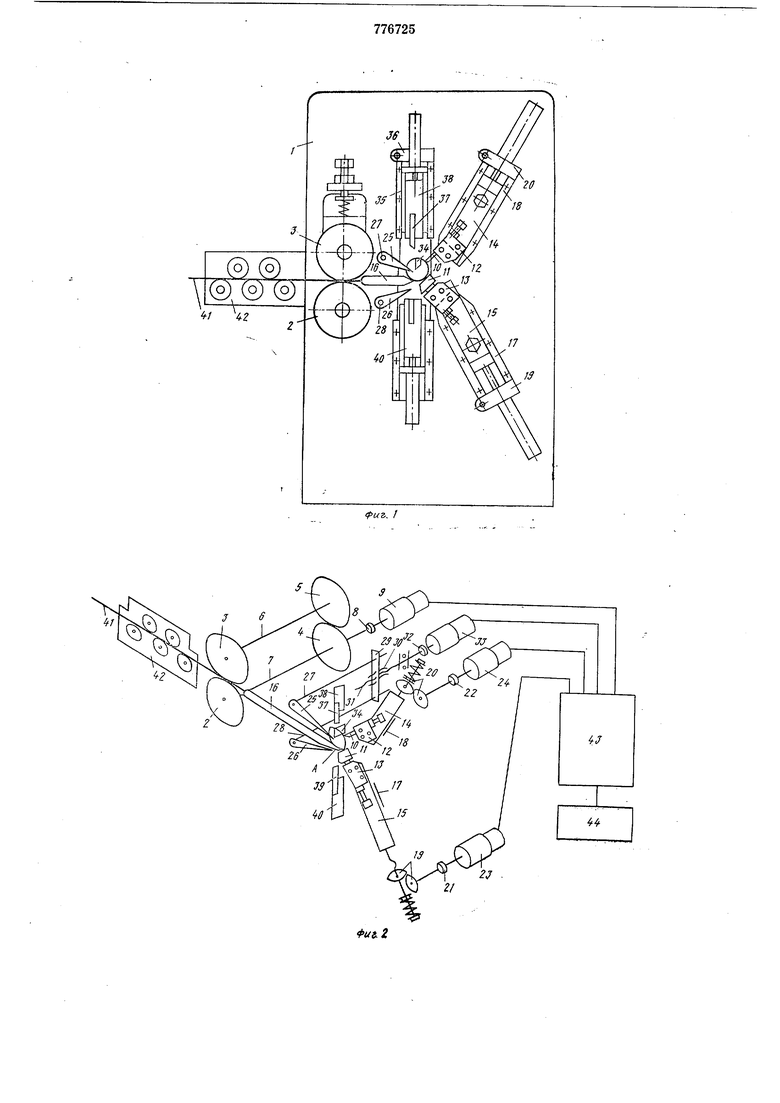
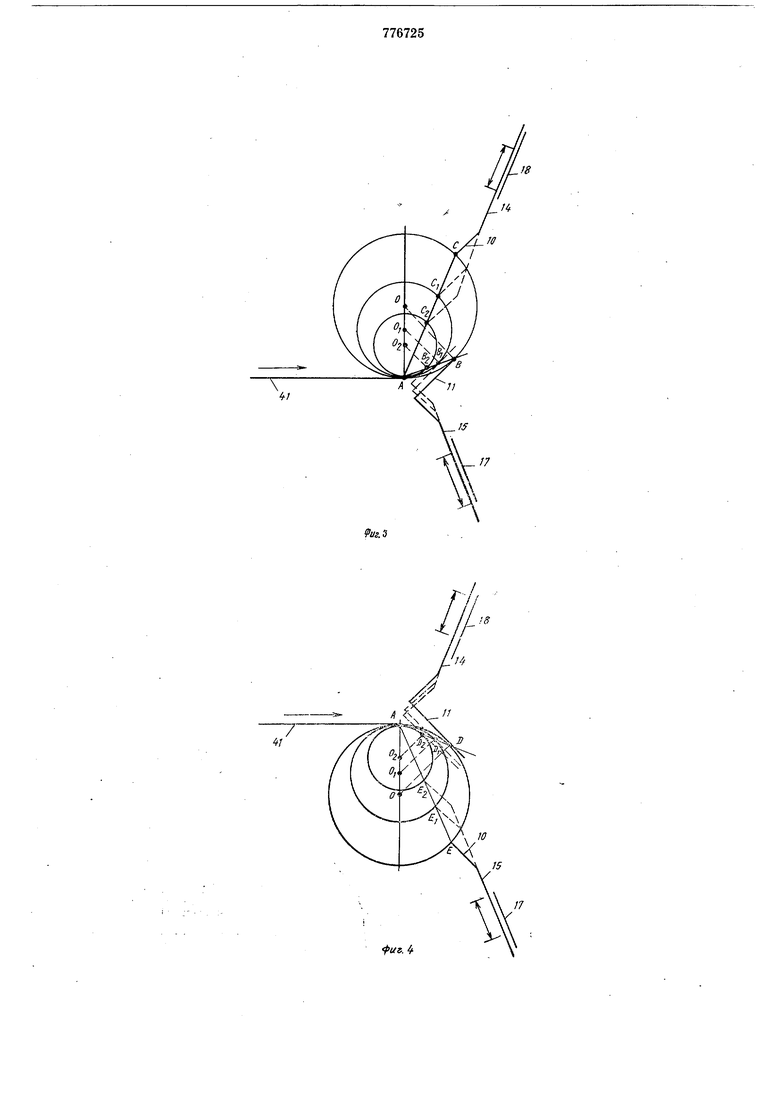
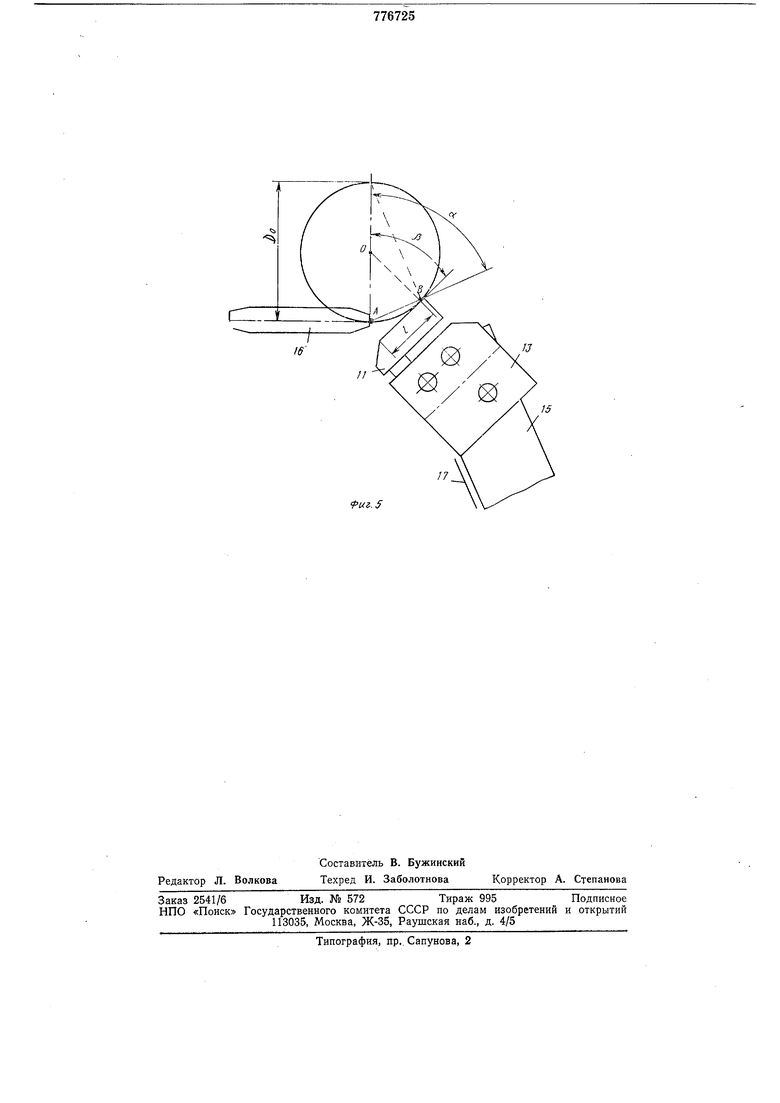
пружин; на фиг. 4 - то же нри навивке левых пружин; на фиг. 5 .- нижний упор с углами расположения по отношению к витку навиваемой пружины. Автомат для навивки пружин содержит станину 1, предназначенную для монтажа всех механизмов подачи, навивки, шагозадающего, отрезного, а также двигателей, управляемых числовым программным устройством (ЧПУ). Ролики 2 и 3, служащие для подачи проволоки, и шестерни 4 и 5 жестко закреплены на обш,их валах б и 7 (роликов может быть одна или несколько пар). Вал 7 через муфту 8 соединен с валом двигателя 9. Навивочные упоры 10 и 11, служаш,ие для завивки проволоки в винтовую пружину при подаче ее роликами 2 и 3, закреплены в держателях 12 и 13, установленных в свою очередь, на ползунах 14 и 15. Проводка 16 направляет проволоку от роликов к навивочным упорам. Ползуны 14 и 15 подвижно смонтированы в направляюш,их корпусов 17 и 18, жестко закрепленных на станине и симметрично расположенных по отношению к линии подачи проволоки. Ползуны через винтовые и шестеренчатые подачи 19 и 20 соединительными муфтами 21 и 22 связаны с двигателями 23 и 24. Шаговые упоры 25 и 26, задаюш,ие шаг навиваемой пружине, укреплены на штангах 27 и 28, соединенных между собой траверсой 29. В траверсу вмонтирована винтовая пара - гайка 30 и винт 31, соединенные через муфту 32 с двигателем 33. Внутренний нож 34 установлен на плите 35, подвижно смонтированной в направляюищх станины. Плита 35 через винтовую и шестеренчатую передачу 36 связана соединительной муфтой с двигателем (на чертеже не ноказаны). Внешний нож 37, служаш,ий для резки правых пружин, закреплен на верхней ползушке 38, установленной с возможностью движения в направляюш,их подвижной плиты 35. Устройство и двигатель, приводяш,ие в движение ползушки, не показаны. Внешний нож 39, закрепленный на нижней ползушке 40, служит для отрезки левых пружин. Для правки проволоки 41 перед подаюш,ими роликами на станине установлено правильное устройство 42. Программное устройство 43 и задатчик программы 44 служат для координации работы всех механизмов автомата. Задатчик программы может быть выполнен в виде цифрового преднабора параметров навиваемых пружин или в виде перфоленты, где записывается программа, характеризующая параметры. Автомат для навивки пружин работает следующим образом. Проволока 41 через правильное устройство 42 протягивается роликами 2 и 3 и подается через проводку 16 к навивочным упорам 10 и 11, где она завивает ся в пружину. Вращение роликам передается от двигателя 9 через шестерни 4 и 5 и валы 6 и 7. При навивке цилиндрических винтовых пружин навивочные упоры устанавливаются в определенное положение для навивки каждого диаметра пружины, заданного программой, н остаются неподвижными в течение навивки. При навивке фигурных пружин упоры 10 и 11 находятся в постоянном движении, то отдаляясь от начальной точки изгиба проволоки (точки А), то приближаясь к ней. Точка А - это место выхода проволоки из неподвижной проводки. При отдалении упоров от начальной точки изгиба проволоки диаметр навиваемой пружины увеличивается, а при сближении упоров - уменьшается. При отдалении или сближении упоров, что происходит при навивке фигурных пружин, контактные точки упоров с образующимся витком пружины перемещаются по направлению лучей АВ и АС, которые являются хордами окружностей витков. Оба луча расположены выше линии подачи проволоки для правой пружины и наоборот для левой пружины лучи зеркально располол ены ниже линии подачи. При навивке правой пружины верхний ползун 14 движется параллельно лучу АС, а контактная точка упора 10 перемещается по лучу АС, проходя промежуточные положения Ci и С2 промежуточных диаметров пружин. Нижний, симметрично расположенный ползун 15, несущий головку упора 11, контактная поверхность которой расположена по касательной к витку навиваемой пружины в точке пересечения луча АВ, двил ется с гораздо меньшей скоростью в зеркально противоположном направлении. В связи с наклоном и достаточной длиной торцевой поверхности головки контакт упора 1 1 с пружиной не теряется, а точка контакта перемещается по торцевой поверхнотн указанной головки. Движение ползуна 15 и перемещение точки контакта по поерхности головки упора 11 складывается, езультирующее движение точки происхоит по лучу АВ через промежуточные точ- ки BI и §2 промежуточных диаметров. При авивке левой пружины перемонтаж узлов авивочного механизма не требуется, пееставляются только упоры. Навивка просходит аналогично навнвке правой пруины. В зависимости от положения упоров 25 26 шагозадающего механизма по отноению к линии подачи проволоки витки ружины будут навиваться вплотную друг другу или на некотором расстоянии друг ОТ Друга. При навивке пружин сжатия с опорными крайними витками после навивки первого крайнего витка шаговые упоры выдвигаются в рабочее положение и воздействуют на витки, оставаясь в этом положепии во время навивки рабочих витков, а перед концом навивки щаговые упоры отводятся в исходное нерабочее положение, и последний опорный виток навивается без воздействия шаговых упоров. При навивке правых пружин на витки действует шаговый упор 25, а при навивке левых пружин - шаговый упор 26. Возвратно-поступательное движение упорам 25, 26, траверсе 29 передается через винтовую пару 30, 31 от двигателя 33, управляемого от ЧПУ. При навивке пружин с переменным шагом шаговые упоры находятся в поступательном движении во все время навивки пружин по заданной программе. После навивки определенной длины программным устройством периодически подается разовая команда на отрезку навитой пружины. В результате взаимодейстВИЯ внутреннего ножа 34 и внешнего ножа 37 навитая пружина отрезается. Отрезка навитой пружины может производиться как на определенном, заранее установленном диаметре, так и на любом диаметре навиваемой , так как плита 35 вместе с внутренним ножом 34 и внешним ножом 37 при помоши двигателя (не показан) во время навивки фигурных пружин может синхронно с навивочными упорами передвигаться в вертикальной плоскости, то отдаляясь, то приближаясь к начальной точке изгиба проволоки. Симметричное расположение узлов навивочного механизма, снабженных индивидуальными приводами, управляемыми от программного устройства, и наличие головки упора длиной . DO COS et COS (a - 8) на одном из ползунов, позволяет вести навивку как правых, так и левых пружин без перемонтажа этих узлов, что увеличивает сменную производительность автомата. Кроме того, головка навнвочного упора, пересекаюш,ая линию подачи материала, и расположенная под углом к вертикальной оси витка навиваемой пружины обеспечивает автоматическую подгибку проволоки при ее ..залравке--на навивочные упоры перед навивкой пружины. Благодаря конструктивным признакам автомата обеспечивается навивка различных видов пружин, уменьшаются затраты времени на переналадку при переходе на различные виды пружин, что в условиях электронного программного управления процессом навивки имеет большое значение. Формула изобретения 1.Автомат для навивки пружин, содержащий размешенные на станине механизм подачи проволоки с проводками, механизм навивки, включающий два навивочных упора, установленных в направляющих станины, шагозадающий механизм и механизм отрезки готовой пружины, отличающийся тем, что, с целью расширения техноло- . гических возможностей автомата, навивочные упоры размещены симметрично относительно оси подачи навиваемого материала и имеют индивидуальные силовые приводы с устройством программного управления. 2.Автомат по п. 1, отличающийся тем, что, с целью повышения его производительности, на навивочном упоре выполнена головка, торцевая поверхность которой, взаимодействующая с навиваемой пружиной, расположена под углом к вертикальной оси витка навиваемой пружины и имеет длину , DO cos g COS (а -8) где DO - наибольший диаметр навиваемой а - угол между вертикальной осью витка навиваемой пружины и отрезком прямой, проведенной между точкой начала гиба, расположенной на кромке выходного отверстия проводки, и точкой соприкосновения торцевой поверхности головки упора с витком пружины наибольшего диаметра; Р - угол между вертикальной осью витка навиваемой пружины и торцевой поверхностью головки упора, взаимодействующей с навиваемой проволокой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 565761, кл. В 21F 35/00, 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
| Устройство для изготовления винтовых пружин | 1985 |
|
SU1268260A1 |
| Автомат для навивки пружин | 1975 |
|
SU599896A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Устройство для непрерывной навивки винтовых цилиндрических пружин растяжения с зацепами | 1985 |
|
SU1306630A1 |
| Навивочный механизм к пружинонавивочному автомату | 1986 |
|
SU1407635A1 |
| Устройство для получения винтовыхцилиНдРичЕСКиХ пРужиН РАСТяжЕНия СзАцЕпАМи | 1977 |
|
SU814529A1 |
| Автомат для навивки пружин | 1975 |
|
SU553031A1 |
| Автомат для изготовления пружин | 1988 |
|
SU1595612A1 |