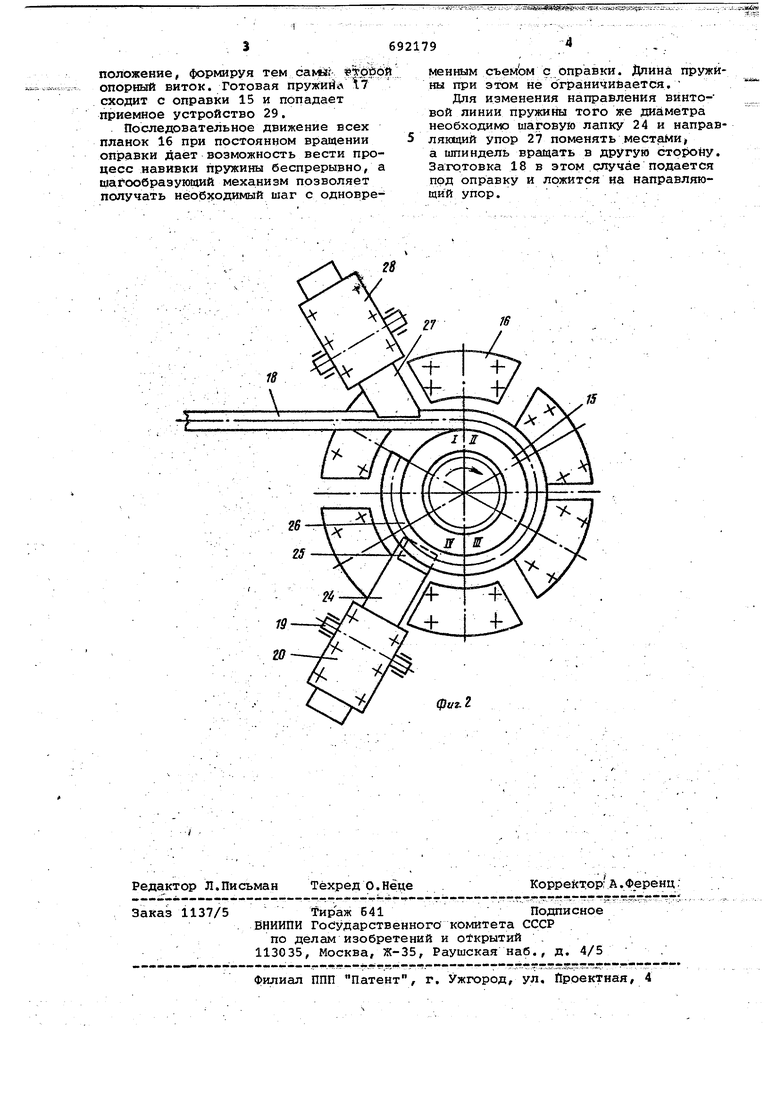
Изобретение относится к оборудованию для навивки пружин, в частнос коборудованию для навйвкй пружин на враиа ощуюся оправку из мерны ripytKOB в горячем состоянии. Известно устройство для горячей ШКй Шгирушн irg прутка, - содержащее параллельно расположенные оправ ку и копир с винтовой канавкой. При этом оправка одним концом вставлена в патрон шпинделя, а второй конец оправки поддерживается упором 1. Все механизмы устройства смбм тйр1эваны на станине. Шаг пружиныЪбразу ётся винтовой канавкой копира, а для nojpKaTHft опорного йитка на по следием витке канавки закреплена сегментная вставка. Однако эта конструкция не обеспе Чивает высокой произ водитёльности, так пружины осуществляется выводом оправки иэ навитой пружины. Шпйр с винтовой канавкой только длд изготовления пружины од 1Ш5THriopasMeipa йакrio дшйШтру/ так и по длине, что снижает техноло гические возможности устройства. 7 7 изобреуёнйя - rt и э води Т(ёЖ оЪтйй расЛ1ЙрШ1иГеТ ёхЙо логических возможностей. . Цель достигается тем, что станок снабжен смонтированными на шпинде ге H paBTioMepHoрасположенными поЪк руЖностй ползунами, контактирующими с закрепленных на них роликов с.йнутренней профильнойnoBiepx ностью программного бараВгГна и мещенными на ползунах с возможность осевого и радиального перемещений 3 й6сй елы1о оправйи подпружиненны ййпружинами, которые через двупле чие рачжги, шарнирно закрепленные на ползунах, взаимодействуют с нару ной поверхностью программного бар абана. На фиг, 1 показана кинематическа схема предлагаемого станка; на . схема установки и работы инструмен 1| й ;1|вив i.l,,,7. Станок содержит , ко робку 2 скоростей, шпиндель 3 С равно мерно расположенными ползунами 4, имеющими возможность осевого переме щения от внутреннего профиля 5 fipbграммного барабана б через ролик 7 Й7Гтолкатёлъ В. На 1 аждом пол:зуне 4 У становлен прижим 9 с возможностью радиального перемещения от наружног профиля 10 программного барабана б через рсшйк 11, рьйаг ТЙ й пруяаи11у 13. Пружина 13 С|бе :печивает прижати б януфйтб ковда заготовки,а; пру на 14 - постоянное прижатие ролика 11 к профилю 10 барабана б. На шпин 3 консоль но УС ановлена 2Е.11 TS,к прй жиму 9 п й р|1п: ка 16 в ф6рШ сШтд&а:у вйУ фtЙlШж 7 i sepxHotiCb которого выполнена 66692179гласно наружному диаметру навиваемой пружины 17 и диаметру заготовки 18. Механизм образования шага изготовлен в виде качающегося на оси 19 рьзчага 20 с приводом от силового цилиндра 21. Ход рычага ограничивается жесткими регулируемыми упорами 22 и 23. Внутри рычага закреплена шаговая лапка 24, имеющая на одном конце пpoфi лиpoвaнный скос 25 для отгиба навитсэй части 26 пружины. На 1ра&лёнйе заготовки 18 при навивке пружина осуществляется направляющим упором 27, который устанавливается в рычаге .28 аналогично шаговой лапке 24, рычаг 28 зажат упорами неподвижно. Для сбора готовых пружин 17 5иужйт приемное устройство 29. Датчик 30 используется для отсчета количества/навиваемых витков. Программный барабан б выполнен так, что при вращении тинделя 3 каждая планка 16 совершает следующие движения: на участке I-II осуществляёт ся подход прижима к заготовке иприжим её к оправке/ на участке 1I-III сопровождение прижатой заготовки, на участке lll-lV - освоб6ВДеИйё; |117р%с5вкй от прижима к v оправке; на участке 1У-1 - осевое перемещение планок 16 с целью обхода шаговой лапки 24 и прямого участка заготовки 18.. Станок рабдтает следукяцим образом. Заготовка 18 подается на оправку 15 под направляющий упор 27 и одну из планок 16, которая находится в ве15хнем положении. Затем от привода 1 через kopo6Ky скоростей 2 вращение передается шпинделю 3, а вместе с ним оправке 15 и планкам 16, соверяающим движения по указанному циклу:л на участке I-II осуществляется . подеод планки 16 к заготовке 18, прижатие конца заготовки к оправке 15 и сопровождениеее до положения III, на участке IlI-lV навитая часть пружины освобождается от прижатия к оправке и. попадает на скос шаговой лапки; , на участке 1У-1 планка, совершая осейбе перемещение, уходит под шагбвую лапку 24 и заготовку18, возвращаясь в исходное положение, Шаговая лапка 24 при помощи уПора 23 устайавливается так, что производится навивка.пружины с шагом равным шагту опорного витка. После. а датчиком 0,75 оборота оправки подается сигнал от датчика 30 на силовой цилиндр 21, который перемещает рычаг 20 до второго упора 22, уйеличиваяшаг до заданного. После рт„счета не6бходимого числа витков .навива.емой пружины датчик 30 подает сигнал ШШвому цилиндру 21, которыйвозвращает шаговую лапку в исходное
положение, формируя тем самьгг опорный виток. Готовая пружийл Л7 сходит с оправки 15 и попадает приемное устройство 29.
Последовательное движение всех планок 16 при постоянном вращении оправки йает возможность вести процесс иавивки пружины беспрерывно, а шагообраэующий механизм позволяет получать необходимый шаг с одновре692179
менным съемом с оправки. Длина пружины при этом не ограничивается,
Для изменения направления винтовой линии пружины того же дийметра необходимо шаговую лапку 24 и направлямций упор 27 поменять местами/ а шпиндель вращать в другую CTOjiOHy. Загртовка 18 в этом случае подается под оправку и ложится на направляющий упор.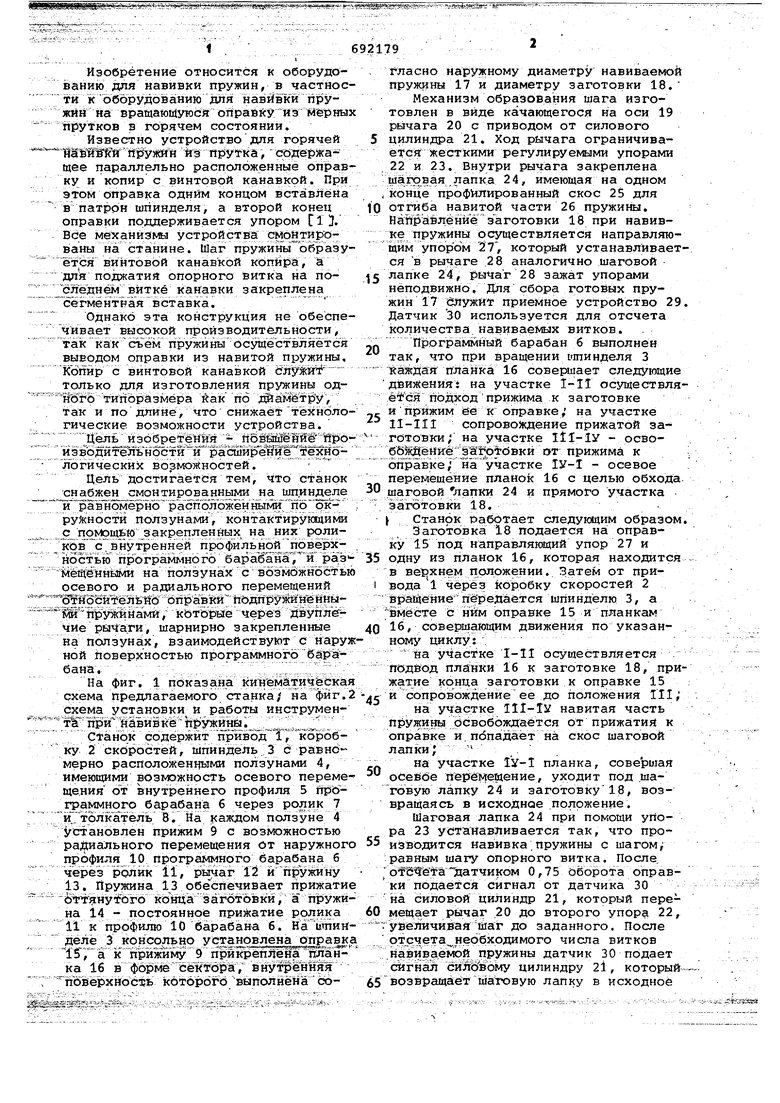
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячей навивки пружин | 1977 |
|
SU639184A1 |
| Станок для горячей навивки пружин | 1977 |
|
SU777969A2 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Устройство для навивки пружин сдВуМя ВЕТВяМи | 1979 |
|
SU810346A1 |
| Автомат для навивки пружин | 1989 |
|
SU1632593A2 |
| Автомат для навивки пружин | 1987 |
|
SU1447501A1 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| Станок для изготовления пружин с отогнутым концом | 1971 |
|
SU438478A1 |
| Устройство для изготовления винтовых пружин | 1985 |
|
SU1268260A1 |
| УСТРОЙСТВО для ГОРЯЧЕЙ НАВИВКИ ПРУЖИН из ПРУТКА | 1969 |
|
SU253738A1 |
СТАНОК ДЛЯ ГОРЯЧЕЙ НАВИВКИ ПРУЖИН, содержащий шпиндель, навивоч-' ную оправку и шагообразующий механизм, -отличающийся тем, что, с целью повышения производительности и расширения технологи- •ческих возможностей, он снабжен смонтированными на шпинделе и равномерно расположёнными по окружности ползунами , контактирующими с помощью закрепленных на них роликов с внутренней' профильной поверхностью программного барабана, и расположенными.на ползунах с возможностью осевого и радиального перемещений относительно оправ-' ки подпружиненными прижимами, которые через двуплечие рычаги, шарнирно закрепленные на ползунах, взаимодействуют с наружной поверхностью программного барабана.• .JOjf 8 4 12 74 9• ^ '^^^"'(Ла>& со to•^со\\\\\\V^NNN>&X\4\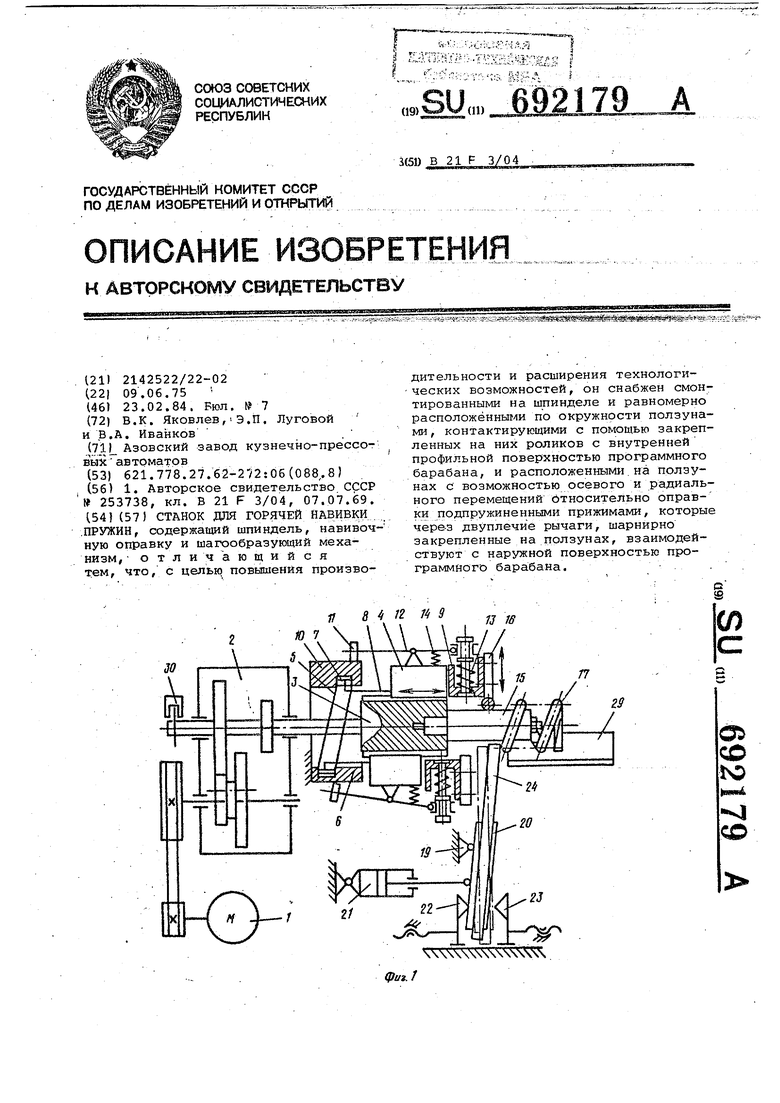
15
фиг. 2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ГОРЯЧЕЙ НАВИВКИ ПРУЖИН из ПРУТКА | 0 |
|
SU253738A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
