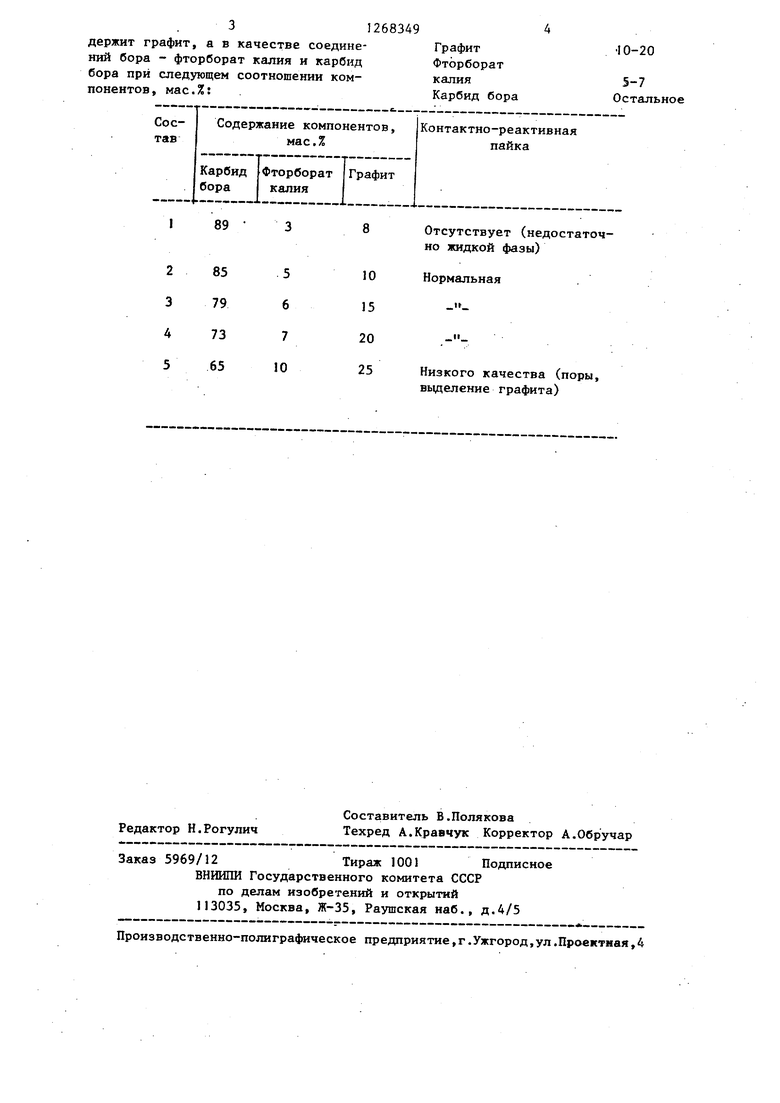
Изобретение относится к области пайки, в частности к материалам для контактно-реактивной пайки, и может быть использовано в различных отраслях машиностроения при изготовлении сборно-паяных деталей и инструмента. Цель изобретения - повышение технологичности процесса пайки. Материал дпя контактно-реактивной пайки содержит компоненты, мас.% Графит10-20 Фторборат .калия5-7 Карбид бора Остальное Использование предлагаемого материала обеспечивает повьппение технологичности процесса, так как отпадает необходимость предварительного борирования, применения приспособлений для сжатия и снижается температу ра пайки. Материал обеспечивает образование жидкого высокобористого сплава при температуре пайки за счет насыщения соединяемых поверхностей бором и углеродом. Количество образующегося жидкого высокобористого сплава определяется только длительностью выдерж ки при температуре пайки, поэтому специальные сжимающие приспособления , регулирующие количество жидкой фазы в зазоре не нужно. При пайке образуется жидкая фаза между соединяемыми поверхностями, минуя образование твердого боридного слоя, и поэтому отпадает необходимость в проплавлении последнего и в выравнивании состава жидкой фазы при высокой температуре, как это имеет место при использовании известного материала. Повышение технологичности достигается и за счет того, что данньй материал позволяет понизить те1«шературу пайки до 1100 С. Это происходит за счет образования жидкой фазы, представляющей собой тройную эвтекти ку Fe-B-C, имеющую температуру плавления 1086 С. Образование тройной ле коплавкой эвтектики Fe-B-C становитс возможным за счет одновременного насьш1ения соединяемых поверхностей бором и углеродом. Пример. Между плоскими образ цами (10x10x30) из стили 20 размещаю материал (в виде порошка), содержащи карбид бора, фторборат калия и графит. К образцам подводят электроды и 492 нагревают зону соединения до температуры пайки электроконтактным методом за счет пропускания электротока. Напряжение на. электродах 4 В, время пропускания тока 45 с, максимальная температура в зоне соединения 11001ПО°С, Предлагаемый состав обеспечивает высокую скорость насьш1ения поверхности бором и вследствие этого минимальное время взаимодействия жидкой фазы с основным металлом. Основным источником бора является карбид бора. Фторборат калия используется в качестве активатора и одновременно является флюсующим агентом. Графит является ocHOBiibiM источником углерода, и, кроме того, обеспечивает предлагаемому материалу необходимое электросопротивление, создавая тем самым локальность нагрева зоны соединения и сохраняя основной металл от перегрева. Применение компонентов материала в указанных пределах обусловлено следуюш ш. При добавлении в порошковую смесь графита больше 20 мас.% последНИИ не растворяется полностью в жидкой фазе, вследствие чего в паяном шве появляются пластины графита и ухудшается качество пайки.При содержании графита в смеси меньше 10 мас.% происходит недонасыщение соединяемых поверхностей углеродом, и тройная эвтектика не образуется. Введейие в состав больше 7 мас.% фторбората калия приводит к образованию пор и снижению качества паяного шва. Уменьшение оличества фторбората калия в смеси менее 5 мас.% приводит к уменьшению скорости насыщения соединяемых поверхностей бором, и в результате жидкая фаза не образуется. Составы материалов для контактнореактивной пайки представлены в таблице. Формула изобретения Материал дпя контактно-реактивной пайки, содержащий соединение бора для образования жидкого высокобористого сплава, являющегося припоем, отли ающийся тем, что, с целью повьш1ения технологичности процесса пайки, он дополнительно со31268349
держит графит, а в качестве соединений бора - фторборат калия и карбид бора при следующем соотношении компонентов, мас.%:
10-20
5-7 Остальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактно-реактивной пайки изделий | 1983 |
|
SU1189616A1 |
| СПОСОБ КОНТАКТНО-РЕАКТИВНОЙ ПАЙКИ СТАЛЕЙ | 1992 |
|
RU2042481C1 |
| Способ пайки углеграфитовых материалов с железосодержащими сплавами | 1981 |
|
SU986667A1 |
| Способ контактно-реактивной пайки сталей | 1977 |
|
SU653046A2 |
| СОСТАВ ОБМАЗКИ ДЛЯ БОРОВАНАДИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558710C1 |
| ЖАРОСТОЙКИЙ МАТЕРИАЛ | 2000 |
|
RU2178958C2 |
| Способ пайки графита с алюминием | 1979 |
|
SU854627A1 |
| Способ пайки графита с алюминием | 1979 |
|
SU804267A1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ОПОРЫ СКОЛЬЖЕНИЯ БУРОВОГО ДОЛОТА | 1991 |
|
RU2048649C1 |
| Способ пайки графитовых изделий | 1968 |
|
SU261132A1 |
Изобретение относится к области пайки, в частности к материалам для контактно-реактивной пайки, и позволяет повысить технологичность процесса пайки за счет снижения температуры пайки, исключения предварительного борирования. Материал содержит следующие компоненты, мас.%: графит 10-20; фторборат калия 5-7; карбид бора - остальное. Процесс пайки осуществляется при 1100-М10 с при нагреве электроконтактным методом. 1 табл. о W с
89
Отсутствует (недостаточно жидкой фазы)
| Сырьевая смесь для приготовления бетона | 1983 |
|
SU1209658A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Припой для пайки алмазоносной металлокерамической матрицы со стальным корпусом инструмента | 1977 |
|
SU650759A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
