Изобретение относится к черной металлургии, а именно к способу ведения плавки в дуговой сталеплавильной печи с наклонными к центру печи электродами. Цель изобретения - повышение производительности печи за счет более эффективного использования энергии дуг. На чертеже приведена зависимость рабочего тока I, от активной мощности Р, . Потеря производительности печи из-за более узкого колодца, проплавляемого наклонными электродами по сравнению с вертикальными, компенсируется более быстрым схоДом шихты ра счет роста активной мощности при увеличении рабочего, тока по мере перемещения электродов вниз. Пример. При прохождении колодцев расстояния а- между торцами наклонных электродов и горячей поверхностью стен печи меняется с 258 в верхнем положении до 278 см в нижнем положении. В результате облучен ность, создаваемая дугами и характе ризуемая коэффициентом износа футеровки (КИФ), уменьшается на 13% в нижнем положении электродов по срав нению с верхним, что приводит к уме шению количества расплавленной шихты при прохождении колодцев по сравне нию с вертикальными электродами,уст новленными в тех же электродны:х; отверстиях свода. По известному способу на печи колодцы проплавляют на ступени на.пряжения Uj 686В при рабочем токе I 54-55 кА (I 1/1,, 0,5-0,51) при этом КИФ, а следовательно, и об лученность стен колодца в шихте мак симальны (чертеж). По предлагаемому способу для того, чтобы компенсировать снижение массовой скорости плавления шихты на этапе проплавления электродов вн до 70-71 кА (1 до 6,65-0,66). При. этом активная мощность возрастает на 10-11%, а облученность до тока 64 кА (1 0,6) снижается на 4%, н более высоких токах, когда колодец сформирован и электроды внизу, более резко. 202 Рабочий ток при перемещении электродов для каждого положения опредеdl(h/H) 1иач ляют по уравнению 1рдв Для примера Ij.j 107 кА; I,,, 0,66; т;,р, 0,51; Н 2,5 м, тогда dl, - leep.)(h/H)ll,, if ае , 107 кА.. Показатель степени h выбирают в интервале 0,5-2,5 в зависимости от насыпной массы шихты. Чем меньше плотность шихты, тем медленнее электроды опускают вниз, чтобы больше наплавить металла на подине к моменту подхода к ней электродов. Это означает, что для легковесной шихты п должно быть;больше, чем для тяжеловесной, поскольку h/H - 1 и I, а следовательно, активная мощность с ро -том п снижается. В таблице приведены значения рабочего тока I и активной мощности Р при разных положениях электродов. если п 1 (тяжеловесная шихта). п 2 (легковесная шихта), насьшная масса равна 1,4 и 0,8 т/м соответственно . IПосле проплавлення колодцев и дос тижения электродов нижнего положения дальнейшее расплавление основной массы шихты происходит на режиме максимума активной мощности. Формула изобретения Способ ;ведения плавки в дуговой печи с накл)нными электродами, включд.ющий начало проплавления колодцев в шихте на относительном рабочем токе, равном 0,49-0,53 тока короткого замыкания, и перемещение вниз электродов по мере плавления металла, о тличающийся тем, что, с целью повышения производительности печи за счет более эффективного использования энергии дуг, в процессе пгЗоплавления колодцев при перемещении электродовВНИЗ увеличивают относительный рабочий ток, доводя его в конце проплавления до величины 0,620,68 тока короткого замыкания, причем приращение относительного тока к начальной величине пропорционально относительному перемещению электродов вниз в степени п, где ,5-2,5.
50 Sf 68 бг (% J,M 0,6 0,5 0,54 0,58 (1б2-J //J,
КЗ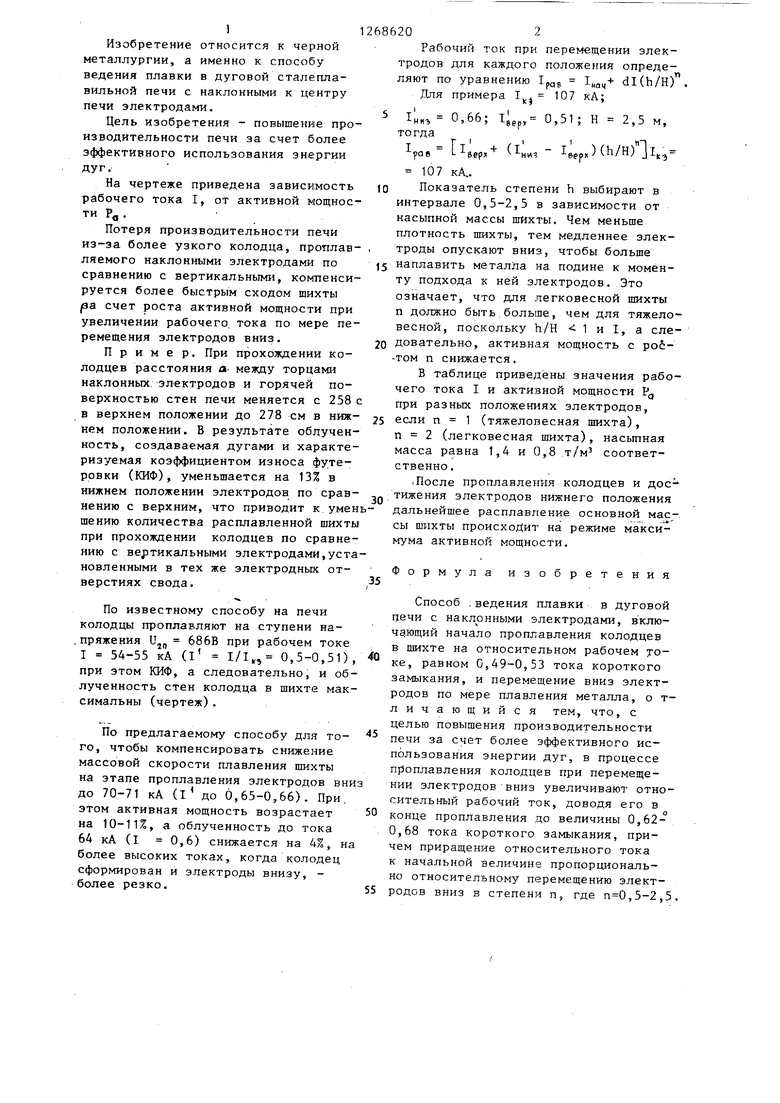
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ведения плавки | 1981 |
|
SU998518A1 |
| Способ ведения плавки | 1984 |
|
SU1191471A1 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
| СПОСОБ ВЕДЕНИЯ НАЧАЛЬНОГО ПЕРИОДА ЭЛЕКТРОПЛАВКИ В ДУГОВОЙ ПЕЧИ ПОСТОЯННОГО ТОКА | 2012 |
|
RU2523381C2 |
| РЕГУЛЯТОР МОЩНОСТИ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2009 |
|
RU2448165C2 |
| Способ управления электрическим режимом дуговой сталеплавильной печи и устройство для управления электрическим режимом дуговой сталеплавильной печи | 1981 |
|
SU987863A1 |
| Способ ведения плавки и дуговая сталеплавильная печь | 1982 |
|
SU1071646A1 |
| СПОСОБ ПЛАВКИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО | 2019 |
|
RU2756089C1 |
| Способ плавки стали в дуговой сталеплавильной печи трехфазного тока | 2019 |
|
RU2719811C1 |
| Способ ведения плавки в электродуговой печи | 1981 |
|
SU1017741A1 |
Изобретение относится к Meianлургии и может быть использовано на дуговьк электропечах, оснащенных наклонными электродами. Цель изобретения - повьппение производительности печи за счет более эффективного использования дуг. В способе плавки дуговой печи относительный рабочий ток в процессе проплавления колодцев при перемещении электродов вниз увеличивают, доводя его в конце проплавления до величины 0,62-0,68 тока короткого замыкания, причем приращес $ ние относительного тока к начальной величине пропорционально относительному перемещению электродов вниз в степени п, где п 0,5-2,5. 1 ил., Г табл. 
| Игнатов И.И., Хаинсон А.В | |||
| Выбор оптимального режима работы ДСП на основе моделирования электрического и теплового процессов | |||
| В сб | |||
| Математическое моделирование и расчет дуговых и плазменных сталеплавильных печей | |||
| - М.: Энергоиздат, 1983, с | |||
| Солесос | 1922 |
|
SU29A1 |
| Никольский Л.Е., Смоляренко В.Д., Кузнецов Л.Н | |||
| Тепловая работа дуговых сталеплавильных печей | |||
| - М.г Металлургия, 1981, с | |||
| Способ получения средней яри медянки | 1923 |
|
SU2305A1 |
