Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение относится к способу плавки в электродуговой печи и к соответствующему устройству.
Предлагаемое изобретение может найти применение, в частности, в области электродуговых печей, используемых для плавки металлических материалов.
Предпочтительные варианты осуществления предлагаемого изобретения предназначены для трехфазных электродуговых печей, хотя их возможное применение не ограничено этой областью техники.
Предпосылки создания предлагаемого изобретения
Цикл плавки электродуговой печи обычно включает следующие рабочие стадии:
- из загрузочных бадей (корзин), разгружающихся сверху, или с транспортеров непрерывной погрузки, подающих металлолом и/или железо прямого восстановления, в печь загружают шихту, обычно это металлолом,
- создают электрическую дугу, для чего электроды опускают по направлению к шихте до тех пор, пока не возникнет плавящая электрическая дуга между концами электродов и шихтой,
- созданной электрической дугой проплавляют колодцы в слое шихты, при этом ее плавление начинает переходить в полное плавление,
- формируют плавильную ванну,
- рафинируют расплавленный материал для регулирования температуры ванны и содержания углерода в стали и/или задают желаемый состав стали добавлением химических компонентов,
- выпускают расплавленный материал из печи, возможно, после удаления шлака.
В течение одного плавочного цикла стадии загрузки, создания электрической дуги и проплавления колодцев в шихте могут повторяться несколько раз. Например, после первой загрузки в печь шихты и плавления этой загрузки может выполняться дальнейшая загрузка шихты и происходить последующее плавление этой загрузки до осуществления операции рафинирования расплавленного материала.
В случае плавки с непрерывной загрузкой плавочный цикл отличается от описанного выше и в целом предусматривает выгрузку в печь первой корзины, последующее плавление для получения достаточного уровня жидкого «болота», а затем непрерывное поступление материала для плавки до достижения желаемого количества для выпуска.
На стадии проплавления колодцев поведение электрической дуги между электродами и шихтой очень неустойчиво, но по мере протекания процесса плавления оно постепенно стабилизируется. Однако в это время происходят неожиданные и внезапные изменения потребляемой мощности, что вредно сказывается на сети электроснабжения и может привести к повреждению устройств, получающих от нее питание.
При проплавлении колодцев и в процессе плавления собранный и еще не расплавившийся металлолом может совершить спадание на электроды и создать состояние короткого замыкания, что влечет значительное уменьшение активной мощности, необходимой для плавления, и резкое увеличение силы тока в сети энергоснабжения.
По мере протекания процесса плавления, при условии, что дуга надлежащим образом защищена от твердого материала или от пенистого жидкого материала (шлака), поведение дуги становится все более стабильным, что позволяет увеличить ее длину с увеличением, таким образом, и тепловой мощности, передаваемой шихте, подвергаемой плавлению. Напряжение и длину дуги регулируют в зависимости от протекания процесса плавления, и стараясь предотвратить чрезмерный износ футеровки.
Известно, что в связи с таким поведением электрической дуги в процессе плавления поддерживают, по меньшей мере на стадиях проплавления колодцев и плавления, большие значения силы тока, чтобы не допустить прерывания или угасания дуги, например, по причине сваливания шихты в ванну расплавленного металла. Однако среднее значение силы тока в дуге устанавливают ниже максимального порогового значения, чтобы предотвратить возможные внезапные пики дуги, которые могут как-то повредить электрическим компонентам плавильного устройства.
Известно также, что после этого, на стадиях рафинирования, силу тока в дуге уменьшают, например, на величину, от 10% до 30%, чтобы предотвратить чрезмерный износ электродов и футеровки печи из-за высокой температуры, которая может быть вызвана самими электродами в результате возможных выбросов силы тока.
Известно также, что для компенсации этого уменьшения силы тока, которое приводит также к уменьшению тепловой энергии, подаваемой к ванне расплавленного металла, вносят значительное количество химических веществ, чтобы обеспечить протекание эндотермических реакций и создать достаточно толстый слой шлака, который гарантированно покрывал бы ванну расплавленного металла.
Кроме защиты ванны расплавленного металла от окисления, этот слой шлака действует так же, как препятствие для рассеяния тепла ванны расплавленного металла.
Кроме того, уменьшение силы тока приводит к удлинению плавочного цикла, то есть, времени подачи электрической мощности, а также к увеличению производственных расходов.
В публикации JP 2282413 описана система управления подачей электроэнергии для электродуговой печи, которая для повышения КПД установки, питающейся непосредственно от сети электроснабжения, в течение процесса обеспечивает повышение коэффициента электрической мощности. Решение, описанное в этой публикации, обеспечивает возможность варьировать силу тока в процессе плавления, но для недопущения чрезмерного нарушения равновесия системы это решение требует постоянного использования системы сброса токовой перегрузки, чтобы поддерживать равновесие электрических параметров.
Одна из задач предлагаемого изобретения состоит в совершенствовании способа плавки в электродуговой печи, обеспечивающего повышенный КПД процесса плавления.
Другая задача предлагаемого изобретения состоит в совершенствовании способа плавки в электродуговой печи, обеспечивающего сокращение времени каждого плавочного цикла.
Еще одна задача предлагаемого изобретения состоит в совершенствовании способа плавки, обеспечивающего увеличение срока службы электродов и футеровки электродуговой печи.
Еще одна задача предлагаемого изобретения состоит в совершенствовании способа плавки, обеспечивающего экономию расходов, связанных с внесением химических веществ для образования шлака.
Еще одна задача предлагаемого изобретения состоит в создании простого и экономичного плавильного устройства.
Еще одна задача предлагаемого изобретения состоит в создании эффективного плавильного устройства, обеспечивающего сокращение продолжительности каждого плавочного цикла.
Для преодоления недостатков уровня техники и решения этих и других задач и достижения преимуществ, заявитель разработал, испытал и осуществил предлагаемое изобретение.
Краткое описание предлагаемого изобретения
Предлагаемое изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения, в то время как в зависимых пунктах формулы изобретения описаны другие характеристики предлагаемого изобретения или варианты основной изобретательской идеи.
В соответствии с вышеуказанными задачами и целями, способ плавки согласно предлагаемому изобретению содержит следующие стадии:
- в электродуговую печь загружают твердую шихту (стадия загрузки),
- между по меньшей мере одним электродом и шихтой создают электрическую дугу (стадия создания электрической дуги),
- в шихте проплавляют колодцы, продвигая сквозь нее электрод (стадия проплавления колодцев),
- для получения расплавленного материала расплавляют твердую шихту (стадия плавления), при этом на данной стадии поддерживают силу тока в электрической дуге практически постоянной во времени на первом уровне силы тока,
- выполняют рафинирование расплавленного материала, внося химически активные вещества (стадия рафинирования).
Согласно одному из аспектов предлагаемого изобретения, на протяжении упомянутой стадии рафинирования предусмотрено повышение силы тока в электрической дуге до второго уровня, который выше первого уровня силы тока в 1,04-1,2 раз.
При этом, если оставить тип электродуговой печи и используемые мощности теми же, что и на предшествующем уровне техники, то одновременно с увеличением силы питающего тока имеет место уменьшение питающего напряжения на электрической дуге.
Питающее напряжение на электрической дуге и длина электрической дуги связаны между собой следующей выведенной заявителем эмпирической формулой: Larc=Varc-35 мм. Из этого следует, что уменьшение напряжения на дуге приводит к уменьшению длины электрической дуги. Это уменьшение длины электрической дуги может быть получено настройкой положения электрода в электродуговой печи.
Уменьшение длины дуги позволяет уменьшить толщину слоя шлака, который должен быть создан над расплавленным металлом для защиты самой электрической дуги. Это позволяет использовать меньше шлакообразующих материалов, таких как, например, известняк, уголь, кислород и, как следствие, снизить расходы на рафинирование.
Кроме того, меньшее количество шлака и химических веществ, вступающих в реакции с расплавленным металлом, позволяет также повысить количество выпускаемого из печи расплавленного материала по отношению к количеству загружаемой шихты. Заявитель установил также, что предлагаемое изобретение позволяет сократить время плавочного цикла.
На стадии рафинирования благодаря стабильности процесса сила питающего тока неизменна во времени и менее вероятно ее внезапное повышение или понижение. Увеличение на стадии рафинирования металла силы тока обеспечивает возможность получать преимущество ее стабильности без увеличения скорости расхода электродов.
Кроме того, на стадии рафинирования даже при использовании известной печи из тех, что используются на предшествующем уровне техники, предлагаемое изобретение обеспечивает возможность повысить подаваемую на электроды электрическую мощность и, следовательно, сократить продолжительность плавочного цикла.
Предметом предлагаемого изобретения является также плавильное устройство, содержащее электродуговую печь, в которую загружают шихту, и по меньшей мере один электрод, выполненный с возможностью поддерживать электрическую дугу по направлению к шихте, а также управляющий узел, выполненный с возможностью регулировать по меньшей мере силу питающего тока в электрической дуге.
Согласно одному из аспектов осуществления предлагаемого изобретения, плавильное устройство содержит регулировочное устройство, выполненное с возможностью регулировать по меньшей мере силу питающего тока в электрической дуге по меньшей мере во время стадии плавления и стадии рафинирования так, чтобы величина силы питающего тока удерживалась на стадии плавления на первом уровне и на стадии рафинирования на втором уровне, причем величина силы тока второго уровня превышает величину силы тока первого уровня в количество раз от 1,04 до 1,2.
Краткое описание прилагаемых графических материалов
Описанные выше и другие характеристики предлагаемого изобретения станут понятны из дальнейшего описания некоторых не ограничивающих объем изобретения вариантов его осуществления со ссылками на прилагаемые графические материалы (чертежи).
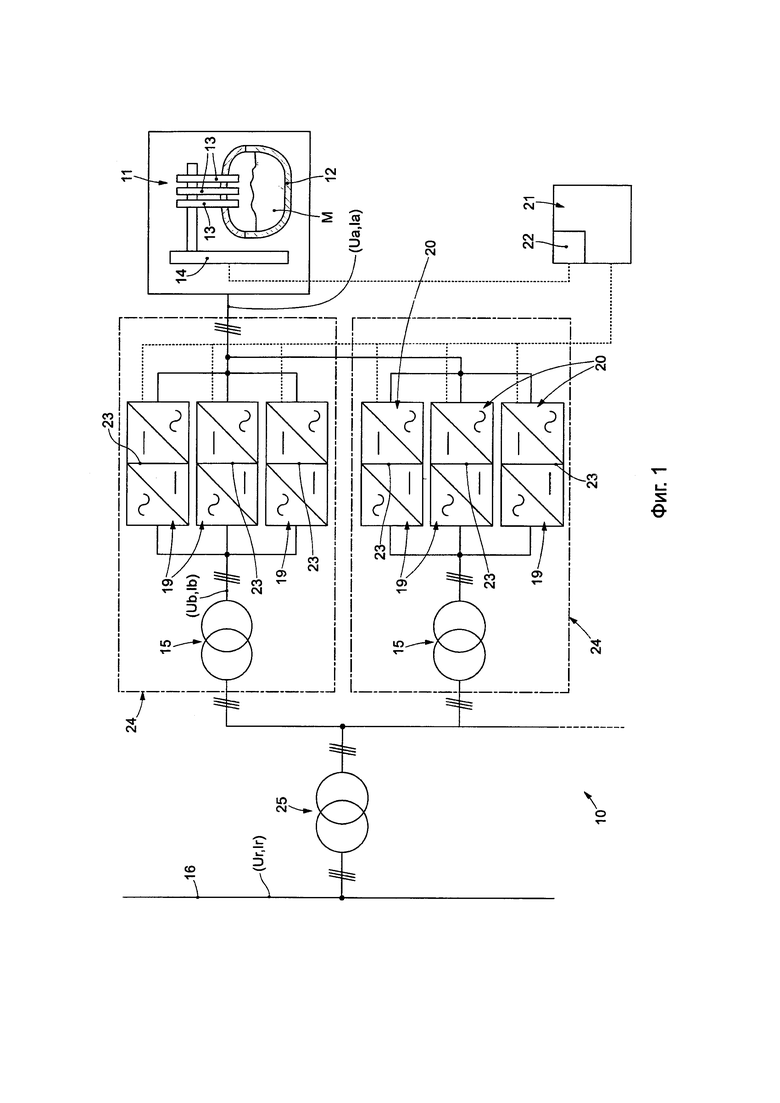
На фиг. 1 схематично изображено плавильное устройство электродуговой печи согласно некоторым вариантам осуществления предлагаемого изобретения.
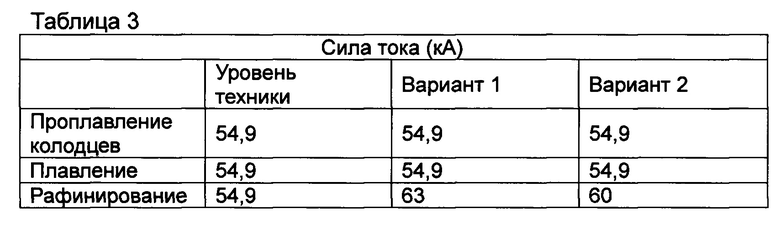
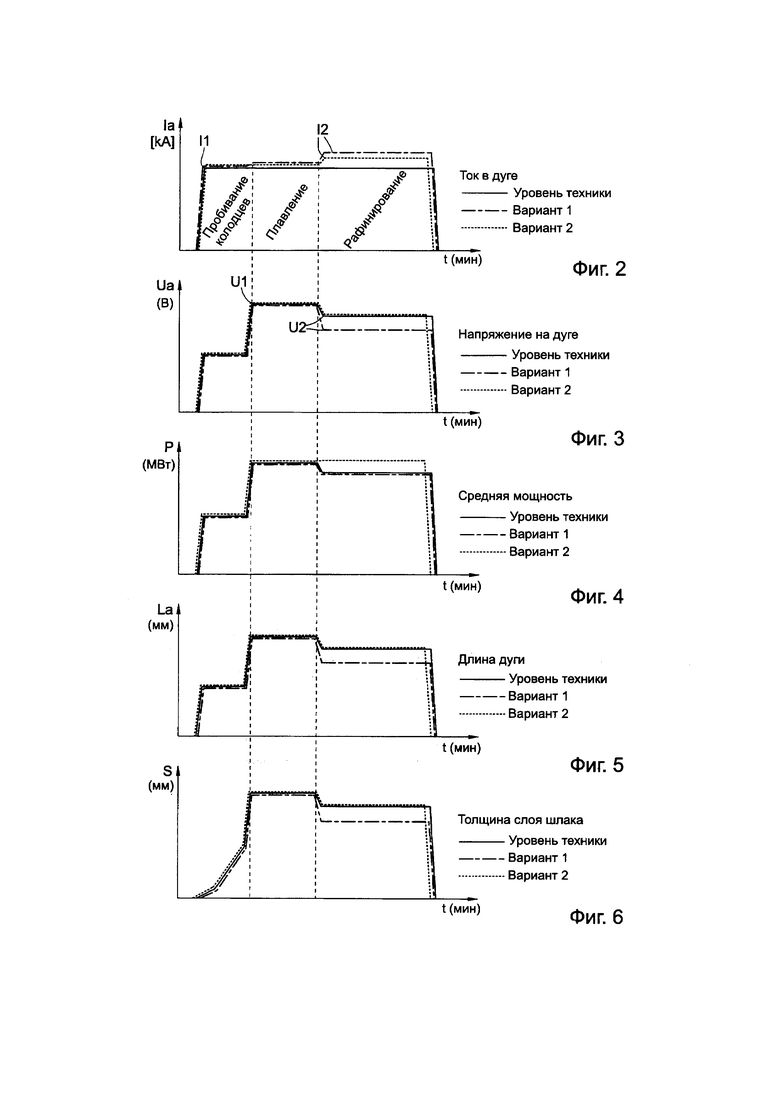
На фиг. 2 изображен график изменения во времени силы питающего электрического тока в дуге в случае известных решений (сплошная линия) и в двух возможных вариантах осуществления предлагаемого изобретения (точечная и штрихпунктирная линии) на стадиях загрузки, проплавления колодцев, плавления и рафинирования последней корзины литья.
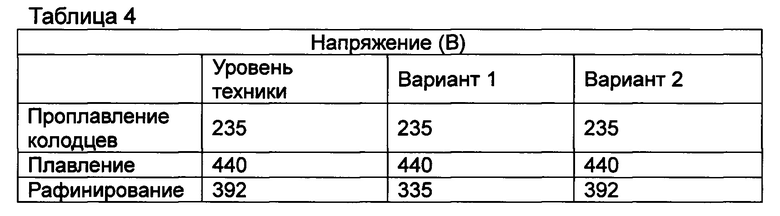
На фиг. 3 изображен график изменения во времени электрического напряжения на дуге в случае известных решений (сплошная линия) и в двух возможных вариантах осуществления предлагаемого изобретения (точечная и штрихпунктирная линии) на стадиях загрузки, проплавления колодцев, плавления и рафинирования последней корзины литья.
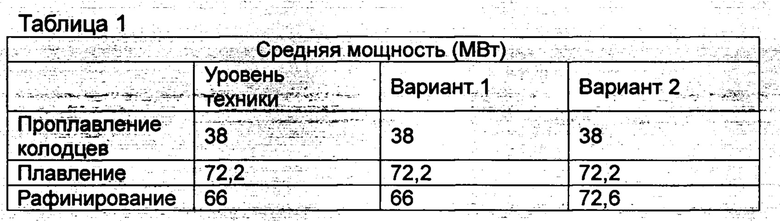
На фиг. 4 изображен график изменения во времени средней электрической мощности дуги в случае известных решений (сплошная линия) и в двух возможных вариантах осуществления предлагаемого изобретения (точечная и штрихпунктирная линии) на стадиях загрузки, проплавления колодцев, плавления и рафинирования последней корзины литья.
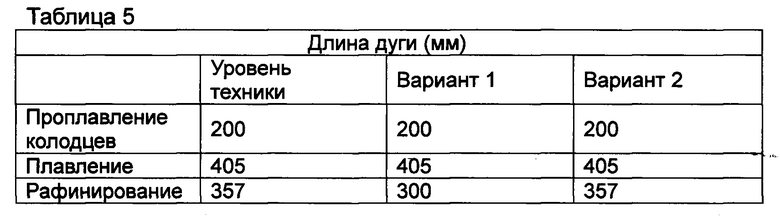
На фиг. 5 изображен график изменения во времени длины дуги в случае известных решений (сплошная линия) и в двух возможных вариантах осуществления предлагаемого изобретения (точечная и штрихпунктирная линии) на стадиях загрузки, проплавления колодцев, плавления и рафинирования последней корзины литья.
На фиг. 6 изображен график изменения во времени толщины слоя шлака в случае известных решений (сплошная линия) и в двух возможных вариантах осуществления предлагаемого изобретения (точечная и штрихпунктирная линии) на стадиях загрузки, проплавления колодцев, плавления и рафинирования последней корзины литья.
Для облегчения понимания для идентификации идентичных общих элементов на чертежах по возможности использованы одни и те же ссылочные обозначения. Должно быть понятно, что элементы и характеристики одного варианта осуществления предлагаемого изобретения могут быть введены в другие варианты без дополнительных пояснений.
Подробное описание некоторых вариантов осуществления предлагаемого изобретения
Вариантами осуществления предлагаемого изобретения предусмотрено плавильное устройство, обозначенное в целом позицией 10 (фиг. 1), содержащее электродуговую печь 11.
Электродуговая печь 11 включает корпус 12, в который загружают шихту М, подлежащую плавлению.
Кроме того, электродуговая печь 11 оснащена по меньшей мере одним электродом 13 (в рассматриваемом варианте три электрода 13), выполненным с возможностью создавать электрическую дугу через шихту Μ и плавить ее.
В некоторых вариантах осуществления предлагаемого изобретения электроды 13 установлены на подвижных держателях 14, выполненных с возможностью по выбору перемещать электроды 13 к шихте Μ или от нее.
Возможность перемещения электродов 13 позволяет настраивать их положение в соответствии с конкретной стадией производственного процесса. Настройкой положения электродов 13 можно, например, регулировать длину электрических дуг, создаваемых между электродами 13 и шихтой М.
Чтобы обеспечить возможность регулирования длины электрической дуги, создаваемой каждым из электродов 13, подвижные держатели 14 могут обеспечивать их независимое перемещение.
Предпочтительны такие решения, когда положение электродов 13 настроено таким образом, чтобы создаваемые ими электрические дуги были практически одинаковой длины, то есть, чтобы не было фазового дисбаланса между разными электродами.
Подвижные держатели 14 могут приводиться в движение с помощью механического, электрического, пневматического или гидравлического приводного устройства, или же с помощью шарнирного механизма, механической кинематики, или же подобных и сравнимых средств или возможных комбинаций средств, перечисленных выше.
Согласно одному из возможных решений, если используется три электрода 13, то каждый из них подсоединяют к соответствующей фазе электрического питания.
В некоторых вариантах осуществления предлагаемого изобретения плавильное устройство 10 содержит по меньшей мере один трансформатор 15, прямо или опосредованно соединенный с электрической сетью 16, обеспечивающей сетевое переменное напряжение Ur и сетевой переменный ток Ir, выполненный с возможностью преобразовывать упомянутые напряжение Ur и ток Ir соответственно в базовое переменное напряжение Ub и базовый переменный ток Ib.
Согласно одному из возможных решений в объеме предлагаемого изобретения, питающая электрическая сеть 16 является трехфазной.
Базовые напряжение "Ub" и ток "Ib" заранее заданы и установлены расчетными характеристиками самого трансформатора 15, то есть, его коэффициентом трансформации.
Трансформатор 15, представляющий собой, например, многовыводный трансформатор, может быть оснащен регулировочным устройством (не показано), обеспечивающим возможность регулировать коэффициент трансформации трансформатора 15 по выбору в зависимости от конкретных требований.
Предлагаемое плавильное устройство 10 содержит также выпрямители 19, которые соединены с трансформатором 15 и предназначены для преобразования базовых переменных напряжения Ub и тока Ib в постоянные напряжение и ток.
А именно, выпрямители 19 обеспечивают возможность выпрямлять базовые переменные напряжение Ub и ток Ib в соответствующие постоянные напряжения и токи.
Выпрямители 19 могут представлять собой диодные мостики или тиристорные мостики.
Возможно решение, когда выпрямители 19 построены, например, на устройствах, выбранных из следующей группы: диоды, кремниевый управляемый вентиль, запираемый тиристор, интегрированный затвор-коммутируемый тиристор, тиристор, управляемый полупроводником на оксиде металла, биполярный плоскостной транзистор, полевой транзистор со структурой металл-оксид-полупроводник, биполярный транзистор с изолированным затвором.
Согласно еще одному аспекту осуществления предлагаемого изобретения, плавильное устройство 10 содержит преобразователи 20, соединенные с выпрямителями 19 и выполненные с возможностью конвертировать постоянные напряжение и ток в питающее напряжение "Ua" и питающий ток "Ia" электродов 13.
Величину питающего напряжения "Ua" и силы питающего тока "Ia" по выбору регулируют как описывается ниже.
Возможно решение, когда преобразователи 20 построены, например, на устройствах, выбранных из следующей группы: кремниевый управляемый вентиль, запираемый тиристор, интегрированный затвор-коммутируемый тиристор, тиристор, управляемый полупроводником на оксиде металла, биполярный плоскостной транзистор, полевой транзистор со структурой металл-оксид-полупроводник, биполярный транзистор с изолированным затвором.
Преобразователи 20 соединены с электродами 13 печи 11 и с управляющим узлом 21, выполненным с возможностью управлять работой преобразователей 20 и регулировать во времени питающее напряжение Ua и питающий ток Ia электродов 13.
А именно, управляющий узел 21 управляет преобразователями 20 таким образом, чтобы была обеспечена возможность по выбору устанавливать параметры этого источника электрической мощности переменного тока.
Согласно одному из аспектов осуществления предлагаемого изобретения, управляющий узел 21 оснащен регулировочным устройством 22, обеспечивающим возможность регулировать величину силы питающего тока "Ia" и питающего напряжения "Ua" источника электрической мощности переменного тока.
Согласно некоторым возможным решениям в объеме предлагаемого изобретения, регулировочное устройство 22 может быть включено только в качестве примера. Возможны решения, когда выпрямители 19 соединены с преобразователями 20 по меньшей мере через одну промежуточную цепь 23.
Промежуточная цепь 23 работает от постоянного тока и может представлять собой, например, звено постоянного тока.
Промежуточная цепь 23 выполнена с возможностью постоянно хранить электрическую энергию и создавать развязку между электродами 13 и выпрямителями 19 и, следовательно, с электрической сетью 16.
В частности, промежуточной цепью 23 частично отфильтровываются возникающие в ходе плавки быстрые флуктуации уровня мощности, что смягчает их воздействие на сторону электрической сети 16.
Управляющий блок 21 может быть соединен также с подвижным держателем 14, чтобы была обеспечена возможность настраивать положение электродов 13 на разных стадиях процесса плавки.
В частности, перемещением подвижного держателя 14 перемещают электроды 13 в соответствии с положением подвергающейся плавлению шихты и тем самым изменяют длину дуги.
При таком решении управляющий узел 21 на конкретных стадиях процесса плавки может управлять по меньшей мере следующими параметрами: питающее напряжение Ua, питающий ток Ia и положение электродов 13.
Возможность управления различными параметрами позволяет оптимизировать передачу энергии процессу плавки и в то же время уменьшить воздействия процесса плавки на электрическую сеть 16, возникающие из-за быстрых флуктуаций мощности на стороне печи.
Возможны варианты осуществления предлагаемого изобретения, в которых управляющий узел 21 выполнен с возможностью регулировать также частоту "Ia" источника электрической мощности переменного тока.
Возможны решения, когда трансформатор 15, выпрямители 19 и преобразователи 20 вместе образуют силовой модуль 24.
Согласно одному из возможных вариантов осуществления предлагаемого изобретения, плавильное устройство 10 оснащено совокупностью силовых модулей 24, соединенных параллельно и подключенных к электрической сети 16 и к электродуговой печи 11.
Комбинация из нескольких силовых модулей 24 позволяет получать плавильное устройство 10, расширяемое в соответствии с конкретным размером питаемой электродуговой печи 11.
Возможно решение, когда управляющий узел 21 соединен со всеми силовыми модулями 24 для управления по меньшей мере соответствующими преобразователями 20, чтобы все силовые модули обеспечивали для электродов 13 одни и те же величины питающего напряжения Ua, силы питающего тока Ia и частоты "Ia" источника электрической мощности переменного тока.
Возможно решение, предусматривающее между электрической сетью 16 и силовыми модулями 24 еще один трансформатор 25, предназначенный для преобразования напряжения электрической сети в напряжение питания силовых модулей 24.
Предлагаемое изобретение относится также к способу плавления, содержащему стадию загрузки твердой шихты Μ в электрическую печь 11.
Эта стадия загрузки может выполняться с помощью загрузочных бадей (корзин), выполненных с возможностью выгружать заранее определенное количество шихты Μ в электродуговую печь 11.
Возможны такие варианты, в которых стадия загрузки шихты Μ может осуществляться в практически непрерывном режиме, например, с помощью вибрационного или ленточного транспортера.
В случае практически непрерывной загрузки можно обеспечить, чтобы до начала стадии проплавления колодцев было загружено заранее определенное количество шихты М, составляющее некоторую часть от общего количества, которое будет загружено в электродуговую печь 11. Эта загрузка может выполняться с помощью одной или большего числа корзин, или же с помощью тех же транспортеров, используемых для непрерывной загрузки.
Затем начинают стадию проплавления колодцев. На этой стадии и на стадии плавления обеспечивают загрузку шихты Μ в электрическую печь 11 в практически непрерывном режиме, и эту непрерывную загрузку продолжают до начала или прекращают непосредственно перед началом стадии рафинирования.
Хотя в дальнейшем описании со ссылками на фиг. 2 - фиг. 6 описывается процесс плавки с загрузкой шихты в прерывистом режиме, нельзя исключать, что такие соображения и тенденции, которым следуют параметры, указанные на фиг. 2 - фиг. 6, могут быть применены также к процессу плавки с непрерывной загрузкой шихты.
В случае плавки с непрерывной загрузкой шихты стадия плавления шихты имеет большую продолжительность, чем показанная на фиг. 2 - фиг. 6. Например, в случае загрузки шихты в непрерывном режиме продолжительность стадии плавления по меньшей мере в три раза превышает продолжительность стадии рафинирования.
Предлагаемый способ предусматривает также стадию создания электрической дуги между одним из электродов 13 и шихтой Μ с тем, чтобы затем можно было начать плавление последней.
Согласно одному аспекту осуществления предлагаемого изобретения, упомянутая стадия плавления твердой шихты Μ обеспечивает получение расплавленного материала, и в процессе этого плавления предусмотрено поддержание силы питающего тока Ia на практически постоянном первом уровне I1 (фиг. 2).
Например, для 100-тонной электрической печи сила тока I1 первого уровня может составлять величину от 40 кА до 70 кА.
Возможны варианты осуществления предлагаемого изобретения, в которых между стадией создания электрической дуги и стадией плавления предусмотрена стадия проплавления колодцев, на которой электроды 13 продвигают сквозь шихту М, вызывая ее плавление. По мере того как шихта Μ постепенно плавится, электроды 13 проникают сквозь пока еще твердую часть шихты М, все больше и больше ее расплавляя. Когда электроды 13 достигают некоторого положения в корпусе 12, начинается реальное плавление остальной шихты М, окружающей электроды 13.
Возможно решение, когда перед окончательным рафинированием расплавленного материала стадию проплавления колодцев и стадию плавления выполняют несколько раз, и между ними осуществляют стадию загрузки дополнительной шихты Μ в электродуговую печь 11. При таком решении обеспечивается возможность получить полную загрузку электродуговой печи 11 до достижения ею ее полной мощности.
На стадии проплавления колодцев силовой ток "Ia" поддерживают на практически постоянном первом уровне I1 (фиг. 2), при этом величина питающего напряжения "Ua" составляет от 30% до 70%, предпочтительно - от 40% до 60% от величины питающего напряжения Ua, прикладываемого на стадии плавления (фиг. 3). Из этого следует, что характер изменения величины средней электрической мощности (фиг. 4) сходен с характером изменения питающего напряжения Ua.
Поддержание на стадии проплавления колодцев ограниченной электрической мощности позволяет компенсировать возможные выбросы мощности, которые могут возникнуть, если случится короткое замыкание между электродами 13. Это позволяет предотвратить повреждение электрических компонентов плавильного устройства 10.
Длина электрической дуги (фиг. 5) на стадии проплавления колодцев составляет от 30% до 70% от длины электрической дуги на стадии плавления. Это позволяет предотвратить на стадии проплавления колодцев непредусмотренное гашение электрической дуги, могущее привести к ухудшению эффективности плавления.
После полного расплавления шихты Μ предусмотрена стадия рафинирования расплавленного материала, на которой к расплавленному материалу добавляют химически активные вещества.
В качестве таких химически активных веществ могут быть названы, только для примера, такие вещества, как уголь, известняк, кислород, легирующие элементы, такие как никель, хром, молибден, ванадий, диоксид кремния и т.п.
Эти химически активные вещества могут быть предназначены для модификации состава расплавленного материала, а также для образования слоя шлака, располагающегося над расплавленным материалом и защищающего его.
Этот слой шлака образует барьер, предохраняющий расплавленный материал от окисления, а также предотвращает излучение тепла в окружающее пространство.
Согласно одному из аспектов осуществления предлагаемого изобретения, на стадии рафинирования силы питающего тока "Ia" в электрической дуге повышают до величины второго уровня 12 (фиг. 2), которая превышает силу тока первого уровня I1 на стадии плавления в 1,04-1,2 раз.
Повышение силы питающего тока I1 обеспечивает повышение количества тепла, подводимого электродами 13 на стадии плавления.
Согласно некоторым возможным решениям в объеме предлагаемого изобретения, величина силы тока второго уровня 12 превышает величину силы тока первого уровня И, обеспечиваемую на стадии плавления, в 1,05-1,15 раз.
В первом варианте осуществления предлагаемого изобретения (штрихпунктирная линия на фиг. 2 - фиг. 6) предусмотрено, что на стадии плавления величину питающего напряжения Ua поддерживают на первом уровне U1, и что на стадии рафинирования ее поддерживают на втором уровне U2, который составляет от 60% до 85% от первого уровня U1.
В первом варианте осуществления предлагаемого изобретения (фиг. 4) на стадии рафинирования установленным образом электрическую мощность, подаваемую на электроды 13, уменьшают до величины, которая меньше величины электрической мощности, подаваемой на электроды 13 на стадии плавления, на величину от 7% до 15%.
Понижение питающего напряжения Ua на стадии рафинирования позволяет уменьшить длину электрической дуги по сравнению с длиной дуги на стадии плавления.
Исключительно в качестве примера, можно обеспечить, чтобы длина электрической дуги на стадии рафинирования составляла от 60% до 85% от длины дуги на стадии плавления.
Сокращение длины электрической дуги позволяет повысить эффективность передачи тока расплавленному металлу и поэтому повышает теплопроизводительность печи.
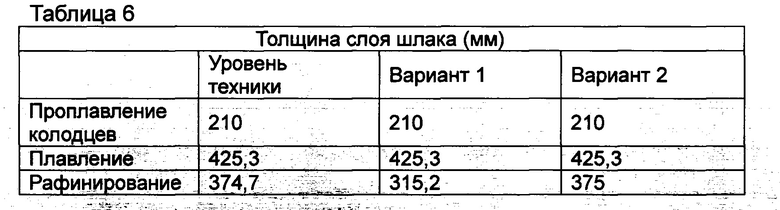
Сокращение длины электрической дуги на стадии рафинирования по сравнению со стадией плавления обеспечивает возможность уменьшить толщину слоя шлака над расплавленным металлом. Это позволяет уменьшить количество загружаемых в печь химически активных веществ и одновременно с этим повысить количество шихты М, загружаемой в электрическую печь 11.
Согласно возможному решению в объеме предлагаемого изобретения, толщина слоя шлака на стадии рафинирования составляет от 50% до 85% от толщины слоя шлака, обеспечиваемого на стадии плавления.
Во втором варианте осуществления предлагаемого изобретения (точечная линия на фиг. 2 - фиг. 6) предусмотрено, что величину питающего напряжения Ua на электродах 13 регулируют таким образом, чтобы электрическая мощность, подаваемая на электроды 13 на стадии рафинирования составляла от 90% до 110% от электрической мощности, подаваемой на электроды на стадии плавления.
Это использованное в предлагаемом изобретении решение позволяет уменьшить продолжительность плавочного цикла приблизительно на 3%, что в течение года дает существенную экономию энергии.
При таком решении может быть предусмотрено, чтобы на стадии плавления поддерживали напряжение U1 первого уровня, а величина напряжения U2 второго уровня на стадии рафинирования составляла бы от 80% до 95% от величины напряжения U1 первого уровня.
Согласно этому второму варианту осуществления предлагаемого изобретения может быть обеспечено, чтобы величина силы тока 12 второго уровня превышала величину силы тока I1 первого уровня в количество раз от 1,12 до 1,17.
При таком решении может быть предусмотрено, чтобы длина электрической дуги на стадии рафинирования составляла от 80% до 95% от длины электрической дуги на стадии плавления.
В этом втором варианте осуществлении предлагаемого изобретения толщина слоя шлака на стадии рафинирования составляет от 80% до 95% от толщины слоя шлака на стадии плавления.
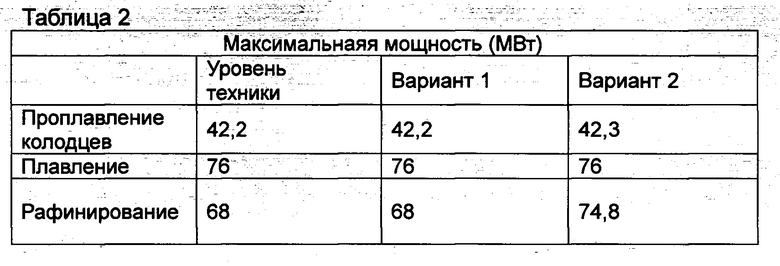
В Таблицах 1-6 ниже производится сравнение различных функциональных параметров известного из уровня техники плавильного устройства и плавильных устройств согласно описанным выше первому и второму вариантам осуществления предлагаемого изобретения. Все величины приведены для плавильного устройства, оснащенного электродуговой печью емкостью 100 тонн.
Должно быть понятно, что в отношении описанных выше предлагаемых способа плавки и соответствующего плавильного устройства 10 возможны различные модификации и/или дополнения в пределах объема изобретения.
Должно быть понятно также, что, хотя предлагаемое изобретение описано на некоторых конкретных примерах, все же, на основе признаков, раскрываемых в прилагаемой формуле изобретения, специалист соответствующего профиля смог бы уверенно создать много эквивалентных форм предлагаемого способа плавки и соответствующего плавильного устройства 10, которые попадали бы в объем правовой охраны, обеспечиваемый формулой изобретения.
В прилагаемой формуле изобретения единственным назначением ссылочных обозначений в скобках является облегчение чтения. Их не следует рассматривать как ограничивающий фактор в отношении объема правовой охраны, определяемого конкретными пунктами формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОПИТАНИЯ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2019 |
|
RU2762117C1 |
| УСТАНОВКА ДЛЯ ПЛАВЛЕНИЯ И/ИЛИ НАГРЕВА МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И СПОСОБ ЕЕ ЭЛЕКТРОПИТАНИЯ | 2020 |
|
RU2798482C1 |
| ПРЕОБРАЗОВАТЕЛЬ И БЛОК ЭЛЕКТРОПИТАНИЯ | 2020 |
|
RU2801397C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2013 |
|
RU2539890C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ ЖИДКОГО МЕТАЛЛА В ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2020 |
|
RU2797968C1 |
| Способ выплавки стали | 1985 |
|
SU1273394A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ РУТИЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2392336C2 |
| Способ выплавки сталей и сплавов в дуговых электропечах | 1983 |
|
SU1130614A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ МЕЛКОФРАКЦИОННЫХ ФЕРРОСПЛАВОВ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2010 |
|
RU2428500C1 |
| ВЗВЕШИВАЮЩЕЕ УСТРОЙСТВО, АВТОМАТИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ ПОДАЧЕЙ ШИХТОВОГО МАТЕРИАЛА В ПЕЧЬ, АППАРАТ, ИСПОЛЬЗУЮЩИЙ УКАЗАННУЮ СИСТЕМУ, И СООТВЕТСТВУЮЩИЙ СПОСОБ УПРАВЛЕНИЯ ПОДАЧЕЙ ШИХТОВОГО МАТЕРИАЛА В ПЕЧЬ | 2023 |
|
RU2839111C2 |
Изобретение относится к способу плавки металлошихты. Способ включает стадию загрузки в электрическую печь шихты (М), стадию создания и поддержания электрической дуги между по меньшей мере одним электродом и шихтой (М), стадию проплавления колодцев в шихте, на которой электроды продвигают сквозь шихту (М), стадию расплавления твердой шихты (М) для получения расплавленного материала и стадию рафинирования полученного расплавленного материала путем внесения химически активных веществ, при этом по меньшей мере на одной из вышеописанных стадий выполняют регулирование электрических параметров электрической дуги, причем источником питания упомянутой электродуговой печи с помощью по меньшей мере одного трансформатора обеспечивают преобразование переменного напряжения электрической сети в базовое переменное напряжение и базовый переменный ток, с помощью выпрямителей выпрямляют упомянутые базовое переменное напряжение и базовый переменный ток с получением постоянного напряжения и постоянного тока, с помощью преобразователей преобразуют упомянутые постоянное напряжение и постоянный ток в питающее напряжение и питающий ток и на стадии рафинирования силу тока (Ia) в электрической дуге повышают до величины второго уровня, превышающую упомянутую силу тока первого уровня (I1) в 1,04-1,2 раза, при этом выпрямители соединяют с преобразователями по меньшей мере одной промежуточной цепью, работающей от постоянного тока, выполненной с возможностью постоянно хранить электрическую энергию и создавать развязку между электродами выпрямителями и с электрической сетью. Обеспечивается повышение КПД процесса плавления, сокращение времени каждого плавочного цикла, увеличение срока службы электродов и футеровки электродуговой печи, экономия расходов, связанных с внесением химических веществ для образования шлака, и упрощение плавильного устройства. 2 н. и 9 з.п. ф-лы, 6 ил. 6 табл.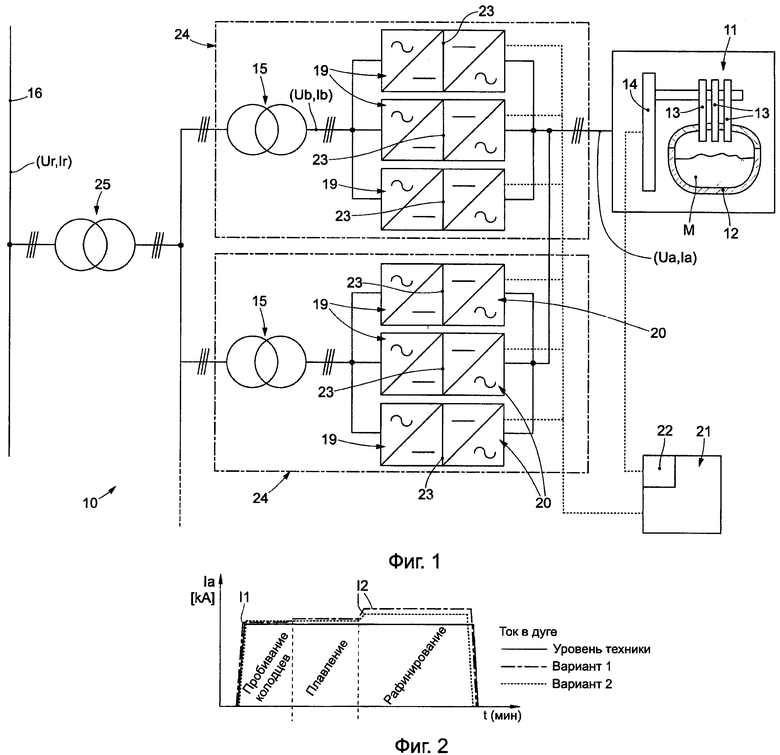
1. Способ плавки, содержащий следующие стадии:
- в электрическую печь (11) загружают твердую шихту (М),
- между по меньшей мере одним электродом (13) и шихтой (М) создают электрическую дугу,
- проплавляют колодцы и продвигают электроды (13) сквозь шихту (М),
- для получения расплавленного материала твердую шихту (М) плавят, при этом в течение этой стадии плавления поддерживают силу тока (Ia) в электрической дуге практически постоянной на первом уровне силы тока (I1),
- полученный расплавленный материал рафинируют, добавляя химически активные вещества,
- при этом источником питания упомянутой электродуговой печи (I1) с помощью по меньшей мере одного трансформатора (15) обеспечивают преобразование переменного напряжения электрической сети в базовое переменное напряжение и базовый переменный ток,
- для получения постоянного напряжения и постоянного тока с помощью выпрямителей (19) выпрямляют упомянутые базовое переменное напряжение и базовый переменный ток,
- с помощью преобразователей (20) упомянутые постоянное напряжение и постоянный ток преобразуют в питающее напряжение и питающий ток, характеризующийся тем, что на стадии рафинирования силу тока (Ia) в электрической дуге повышают до величины второго уровня (12), которая превышает упомянутую силу тока первого уровня (I1) в 1,04-1,2 раза, при этом выпрямители (19) соединяют с преобразователями (20) по меньшей мере одной промежуточной цепью (23), работающей от постоянного тока, причем промежуточную цепь (23) выполняют с возможностью постоянно хранить электрическую энергию и создавать развязку между электродами (13) и выпрямителями (19) и с электрической сетью (16).
2. Способ по п. 1, характеризующийся тем, что сила тока второго уровня (12) превышает силу тока первого уровня (11) в 1,05-1,15 раз.
3. Способ по любому из пп. 1 или 2, характеризующийся тем, что к упомянутому по меньшей мере одному электроду (13) прикладывают питающее напряжение (Ua), при этом на стадии плавления питающее напряжение (Ua) поддерживают на первом уровне (U1), а на стадии рафинирования - на втором уровне (U2), причем напряжение второго уровня (U2) составляет от 60% до 85% от напряжения первого уровня (U1).
4. Способ по п. 3, характеризующийся тем, что на стадии рафинирования уменьшают электрическую мощность, подаваемую на электроды (13), на величину, составляющую от 7% до 15% от электрической мощности, подаваемой на электроды (13) на стадии плавления.
5. Способ по любому из пп. 3 или 4, характеризующийся тем, что на стадии рафинирования длину электрической дуги устанавливают в интервале от 60% до 85% от ее длины на стадии плавления.
6. Способ по любому из пп. 3-5, характеризующийся тем, что над расплавленным материалом создают слой шлака, при этом на стадии рафинирования толщину этого слоя шлака устанавливают в интервале от 50% до 85% от толщины слоя шлака на стадии плавления.
7. Способ по любому из пп. 1 или 2, характеризующийся тем, что питающее напряжение (Ua) на упомянутом по меньшей мере одном электроде (13) регулируют таким образом, чтобы на стадии рафинирования электрическая мощность, подаваемая на электрод(ы) (13), составляла от 90% до 110% от электрической мощности, подаваемой на электрод(ы) (13) на стадии плавления.
8. Способ по п. 7, характеризующийся тем, что на стадии рафинирования длину электрической дуги устанавливают в интервале от 60% до 85% от ее длины на стадии плавления.
9. Способ по любому из пп. 7 или 8, характеризующийся тем, что на стадии рафинирования толщину слоя шлака устанавливают в интервале от 50% до 85% от толщины слоя шлака на стадии плавления.
10. Способ по любому из пп. 1-9, характеризующийся тем, что на стадии проплавления колодцев силу питающего тока (Ia) поддерживают практически равной силе питающего тока (Ia) первого уровня (I1), а питающее напряжение (Ua) устанавливают в интервале от 30% до 70% от питающего напряжения (Ua), прикладываемого на стадии плавления.
11. Плавильное устройство, содержащее
- электродуговую печь (I1), выполненную с возможностью загрузки в нее шихты (М) и снабженную по меньшей мере одним электродом (13), выполненным с возможностью поддерживать электрическую дугу, направленную на упомянутую шихту (М), и управляющим узлом (21), выполненным с возможностью регулировать по меньшей мере силу питающего тока (la) в электрической дуге,
- трансформатор (15), соединенный с электрической сетью (16), обеспечивающей сетевое переменное напряжение и сетевой переменный ток, причем упомянутый трансформатор (15) выполнен с возможностью преобразовывать упомянутые сетевые переменное напряжение и переменный ток соответственно в базовое переменное напряжение и базовый переменный ток,
- совокупность выпрямителей (19), соединенных с трансформатором (15) и выполненных с возможностью преобразовывать упомянутые базовое напряжение и базовый ток в постоянное напряжение и постоянный ток,
- совокупность преобразователей (20), соединенных с упомянутыми выпрямителями (19) и выполненных с возможностью преобразовывать постоянное напряжение и постоянный ток в переменное напряжение и переменный ток, характеризующееся тем, что
оно снабжено регулировочным устройством (22), выполненным с возможностью регулировать по меньшей мере силу питающего тока (Ia) в электрической дуге по меньшей мере на стадии плавления и на стадии рафинирования с обеспечением на стадии плавления поддержания силы питающего тока (Ia) на первом уровне (I1), а на стадии рафинирования - на втором уровне (I2), превышающем силу питающего тока первого уровня (I1) в 1,04-1,2 раза, при этом дополнительно оно снабжено по меньшей мере одной работающей от постоянного тока промежуточной цепью (23), соединяющей выпрямители (19) с преобразователями (20), причем промежуточная цепь (23) выполнена с возможностью хранить электрическую энергию и создавать развязку между электродами (13) и выпрямителями (19) и, следовательно, с электрической сетью (16).
| СПОСОБ КОРРЕКЦИИ ДИСПЛАЗИИ ВЕРТЛУЖНОЙ ВПАДИНЫ | 2003 |
|
RU2282413C2 |
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1992 |
|
RU2033432C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫПЛАВКОЙ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567425C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОКА ТРЕХФАЗНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ И УСТАНОВКА ТРЕХФАЗНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ ПРЯМОГО НАГРЕВА | 1990 |
|
RU2086076C1 |
| УСТРОЙСТВО И СПОСОБ ДИНАМИЧЕСКОГО РЕГУЛИРОВАНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ | 2015 |
|
RU2660917C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВЛЕННОГО ЖЕЛЕЗА | 2002 |
|
RU2226553C1 |

