Известны машины для производства литья методом вакуумного всасывания с использованием водоохлаждаемого кристаллизатора, снабженного приводом, обеспечивающим минимальное заглубление кристаллизатора в металл независимо от степени падения уровня ванны.
Предлагаемая машина отличается от известных тем, что она снабжена рычагами - подхватами, приводимыми в действие от пневмоцилиндра и предотвращающими выпадение слитков из кристаллизаторов. Для нанесения смазки на стенки кристаллизатора применены самоцентрирующиеся помазки, закрепленные на стержнях, свободно вставляемых в трубчатые держатели. Такое выполнение мащины позволяет повысить четкость ее работы и улучщить качество слитков.
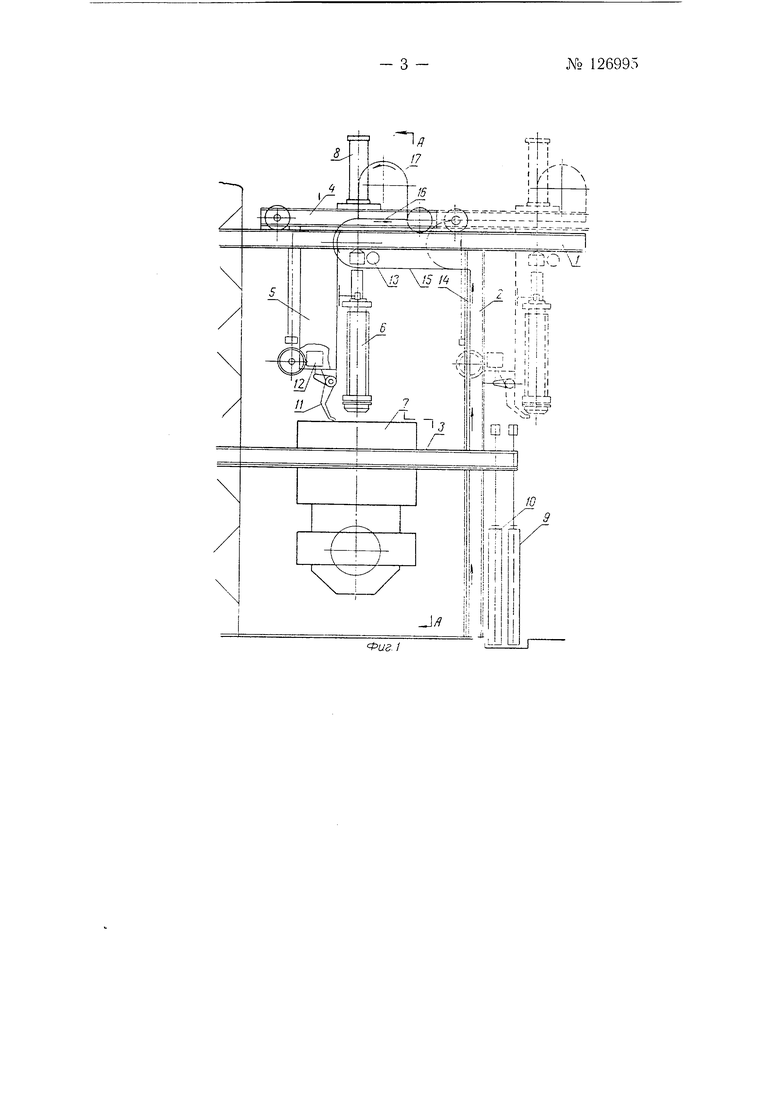
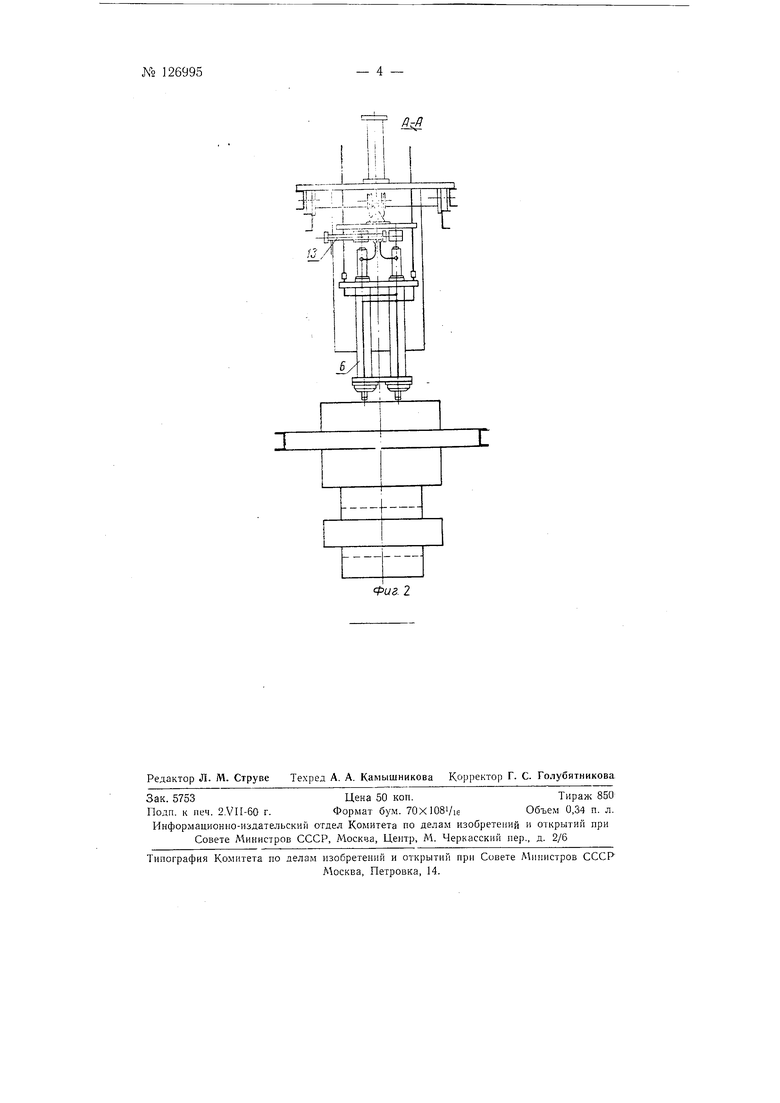
На фиг. 1 изображена предлагаемая мащина; на фиг. 2 - разрез по А-А на фиг. 1.
Мащину монтируют на две горизонтально расположенные балки J и две вертикальные колонны 2, жестко связанные с рабочей площадкой 3. На балках 1 перемещается тележка 4 с вертикальной рамой 5, на которой укреплены спаренные кристаллизаторы.
Для всасывания металла в кристаллизаторы тележка перемещается в крайнее левое положение так, чтобы кристаллизаторы оказались над зеркалом ванны печи 7. Затем при помощи пневматического цилиндра S кристаЛиТизаторы опускаются в ванну, а после всасывания и затвердевания металла они приподнимаются над ванной и перемещаются в крайнее правое положение (на фиг. 1 показано пунктиром). В этом положении производят удаление готовых слитков из кристаллизаторов. Кроме крайних положений, кристаллизаторы могут занимать еще два фиксированных промежуточных положения: в одном из них производится чистка кристаллизаторов при помощи щетки, приводимой в действие пнев№ 126995- 2 матическим дидивдром 9, а в другом - осуществляется их смазка при помощипомазка,приводимого в действие пиевмоцилиндром 10. Помазок закреплен на стержне, свободно вставленном в трубчатый держатель, что обеспечивает са.моцентрирование помазка для нанесения равномерного слоя по всей длине кристаллизатора.
Для исключения преждевременного выпадения слитков мащиаа снаблсена спаренными рычагами - подхватами //, приводимыми в действие сжатым воздухом при помощи пневмоцилиндра.
Перед погружением кристаллизаторов в ванну сжатый воздух подается снизу под норщень цилиндра 12 и подхваты // отходят от носков кристаллизаторов, позволяя последним беспрепятственно опускаться в щахту печи. После получения слитков, когда кристаллизаторы 6 займут верхнее положение, подхваты подводятся под кристаллизаторы, и машина перемещается в крайнее правое положение. В этом положении подхваты вновь отводятся от кристаллизаторов, вследствие чего слитки выпадают из них.
Для улавливания металлических брызг, которые могут возникнуть во время всасывания, в машине предусмотрена емкость /5, выполненная в виде горизонтально распоотоженной трубы. С целью облегчения удаления затвердевших брызг из штуцеров, соединяющих емкость с другими элементами вакуум-системы, штуцеры располагаются около крыщек емкости 3. Вода для охлаждения слитков подводится к кристаллизаторам по металлической трубе J4, щлаигу 15, трубе 16, установленной на раме тележки, и шланг}- 17. Для предотвращепия переломов и обеспечения горизонтального передвижения тележки шланг 15 помещается в специальную металлическую кассету. Штуцеры, соединяющие вакуум-шланги с колпаком, выполнены в виде трубок, вставленных в резиновые нробки, что облегчает удаление слитков из кристаллизаторов и прочистку штуцеров в случае возникновения настылей внутри колпаков кристаллизаторов.
Предмет и з о б р е т е н и я
1.Машина для производства литья методом вакуумного всасывания с использованием водоохлаждаемого крнсталлизатора, снабженного приводом, обеспечивающим минимальное заглубление кристаллизатора в металл независимо от степени падения уровня ванны, отличающаяся тем, что, с целью предотвращения выпадений слитков из кристаллизаторов, машина снабжена рычагами - нодхватами, приводимыми в действие от пневмоцнлиндра.
2.Машина но п. 1, от л и ч а ю щ а я ся тем, что, с целью улучшения качества поверхности отливок, для нанесения смазки на стенки крнсталлизатора применены самоцентрирующиеся помазки, закрепленные на стержнях, свободно вставляемых в трубчатые держатели.
Фиг./
f /7г/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отливки слитков (кристаллизатор) | 1956 |
|
SU106255A1 |
| Устройство для отливки слитков | 1956 |
|
SU102421A1 |
| Машина для непрерывного литья | 1939 |
|
SU67460A1 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА | 2013 |
|
RU2533579C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И ПЛАВКИ | 1994 |
|
RU2082788C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СТАЛИ С ПОЛУЧЕНИЕМ ПОЛОГО СЛИТКА | 2013 |
|
RU2532537C1 |
| Машина для чистки и смазки внутренней поверхности изложниц | 1938 |
|
SU54028A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ АЛЮМИНИЕВЫХ СЛИТКОВ | 2019 |
|
RU2742553C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА | 1999 |
|
RU2171854C2 |
| МАШИНА ГАЗОВОЙ РЕЗКИ | 2023 |
|
RU2816236C1 |