Устройства для отливки слиткол (кристаллизаторы) путем всасывания жидкого металла под воздействием вакуума в охлаждаемую вертикальную трубчатую форму, несущую на верхнем конце тепловую надставку, извест11Ь(.
Отличительной особенностью пред.шгаемого устройства является перекрытие тепловой надставки колпаком меныиего внутреннего диаметра, снабженным наружным кольцевым выступом для прижатия резиновой прокладки к ко.льдевому выступу трубчатой формы и достижения этим герметичного сочленения колпака с трубчатой формой. Такое выполнение устройства предотвраи1,ает зависание слитка в случае выплеска металла за пределы тепловой надставки.
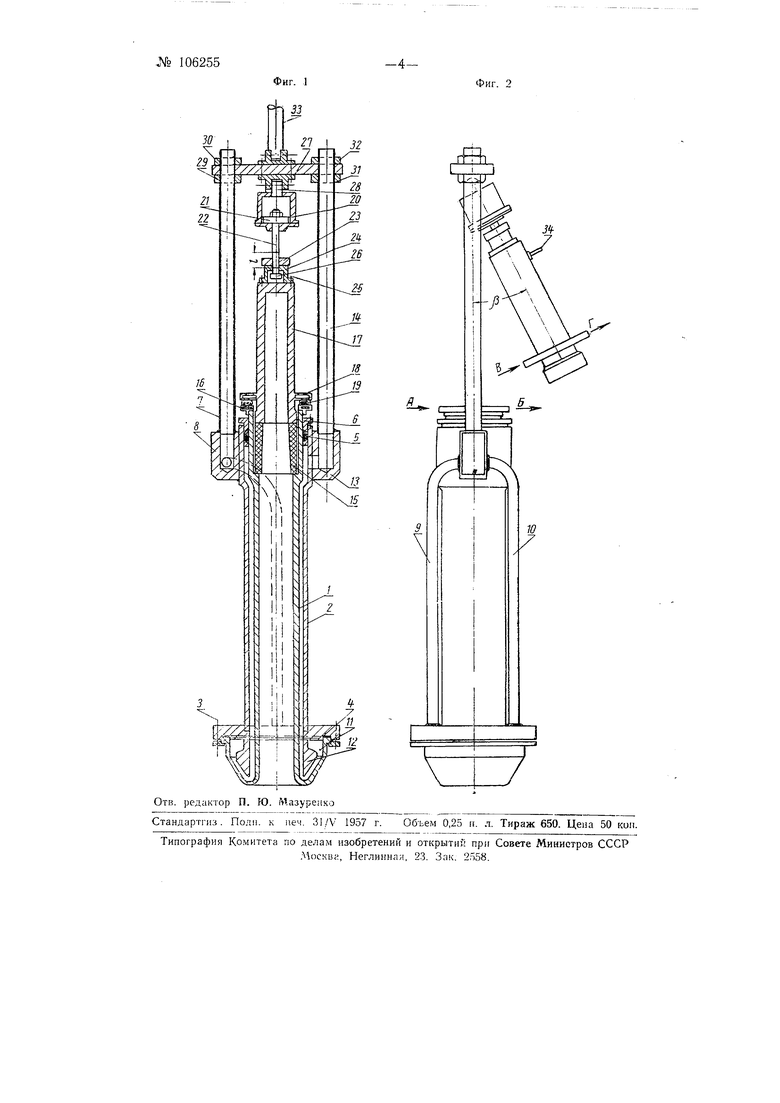
Предлагаемое устройство показано на фиг. 1 в продольном разрезе; на фиг. 2-сбоку.
Медная форма J имеет стальной кожух 2. В нижней части форма / сочленяется с кожухом 2 болтами 3 через водонепроницаемую прокладку 4. Герметичность верхней части кристаллизатора достигается за счет сальниковой набивки 5, уплотняемой груит-буксой 6.
Охлаждающая вода вводится по трубе 7 в угольник 8, из которого попадает в трубы 9 и 10. По этим трубам вода поступает в кольцевую камеру //. Отсюда, обогнув обтекатель 12, вода попадает в вертикальный зазор, образованный формой 1 и кожухом 2. Из этого зазора вода течет в угольник 13 и, выйдя из него, через трубу 14 попадает в гибкий щланг (на чертеже не показан).
В верхней части форма 7 имеет аыточку, в которую вставлена тепловая надставка 15. Последняя делается из ма.:ютеплопроводного, но достаточно прочного материала, например щамота, графита и др.
На верхний конец формы / навинчено медное кольцо 16, имеющее полость, в которой постоянно циркулирует охлаждающая вода. Подача и вывод воды в это кольцо показаны стре.чками Л н Б.
Стальной колпак /7 CROUM яажним срезом прижимается к верхнему торцу тепловой надставкн /5, а кольцевым, охлаждаемым водой, выступом 18 давит на толстую резиновую прокладку 19. Направлепие 1звода и вывода воды в выступ /5 показано стрелками В и Г.
Сжатие резиновой прокладки /9 ссуигествляется пе только :,и счет собственного веса колпаг са 17, но, главным образом, за счет давления сжатого воздуха, постоянно присутствуюгцего в цилиндре 20. Передача давления на резиновую прокладку J9 осуществляется через поршень 21, И1ТОК этого поршня 22 и установочную гайку 23, упирающуюся в торец детали 24, при зинченной к колпакх 17 болтами 25. Шток 22 имеет участок мелкой нарезки, длина которой обозначена буквой I, а нижний конец этого же штока снабжен цилиндрической головкой 26, свободно перемещающейся внутри детали 24.
Эта головка не участвует в передаче давления сжатого воздуха на колпак н введена в устройство только для приподнимания колпака 77 с целью введения или удаления тепловой надставки 15. Отклонение колпака нри этом в сторону на некоторый угол р осуществляется вручную.
Крепление цилигадра 20 к траверсе; 27 осуществляется с помощью проушин оси 28. Кренление же самой траверсы 27 на трубах 7 и J4 осуществляется с помощью гаек 29, 30, 31 и 32. Цифрой 33 обозиачен шток цилиндра, слзжащего для подъема и опускания кристаллизатора в ванну (сам подъемный цилиндр на чертеже не показан).
Цифрой 34 обозиачеи штуцер для гибкого шланга, соединяющего полость кристаллизатора с источником вакуума. На фиг. 1 показано рабочее полол ение перемещающихся частей кристаллизатора, при котором поршень 21 давлением сжатого воздЗха прижат к иилсней крышке цилиндра 20, торец колпака /7 соприкасается с тепловой надставкой 15, а резиновая цроюадка J9 находнтся
в сжатом состоянии. Цри JTOM давление поршня на резиновую прокладку передается через установочную гайку 23. Очевидно, что такое взаиморасполол ение основных деталей могло бы быть достигнуто и J3
случае жесткого сочленения штока 22 с колпаком без гайки 23 ii детали 24. Однако легко увидеть, что при такой (упрощенной) конструкции замена износившейся надставки повой, имеющей, например, меньшую длину (хотя бы и в пределах допу ска), привело бы к образованию недопустимого зазора тепловой надставкой /5 и колпакоуг /7.
Применение нажимной гайки 23 исключает возможность возникновеиия такого зазора при смене надставок. С этой целью резиновую ирокладку 19 удаляют. Нажимную гайку 23 свинчивают в верхнее крайнее положеиие. Колпак осторожно опускают на надставку. В цилиндр подают сжатый воздух. Гайку 23 от руки свинчивают вниз до полного соприкосновения с деталью 24. Затем, колпак приподнимают. На кольцо 16 укладывают резиновзю прокладку, после чего колпак опускают вновь. Подача воздуха в цилкндр должна осуществляться через какойлибо регулятор давления. Абсолютная же величина выбранного давления должна обеспечивать сжатие резиновой прокладки на величину, превышающую прирост длины надставкн вследствие разогрева ее металлом.
При недостаточном обжатии резины расширяющаяся надставка может открыть доступ атмосферного воздуха в полость кристаллизатора.
Расширение тепловой надставки в радиальном направлении обеспечивается за счет небольшого зазора, образованного надставкой и выточкой медной формы /. Всплывагшю же тепловой надставки при этом препятствует колпак.
Внутренний диаметр низа колпака делается несколько меньше внутреннего диаметра верха надставки. Это в сочетании с нажатием колпака на надставку исключает возможность
зависания слитка в кристаллизаторе в случае, если по какой-либо причине металл оказывается выше надставки и закристаллизовывается в виде корки, прочно слитой с оснозной частью слитка.
Предмет изобретения
1. Устройство для отливки слитков (кристаллизатор) путем всасывания жидкого металла под действием в охлаждаемую вертикальную трубчатую форму, несунхую на верхнем конце тепловую надставку, тличающееся тем, что, с целью редотвращения зависания слитка
в случае выплеска металла за пределы тепловой надставки, последняя перекрыта сообтпающимся с источником вакуума 1одлпаком меньшего внутреннего диаметра, снабженным наружным кольцевым выступом для прижатия рез1П10вой прокладки к кольцевому выступу трубчатой формы и достижения эти.ч герметичного сочленения колпака с трубчатой формой.
2. В устройстве по п. 1 применение для прижима колпака к тепловой надставке пневматического привода, шток которого подвижно сочленен с колпаком.
30
16
Фиг. 2
34