ее
tmA
СП
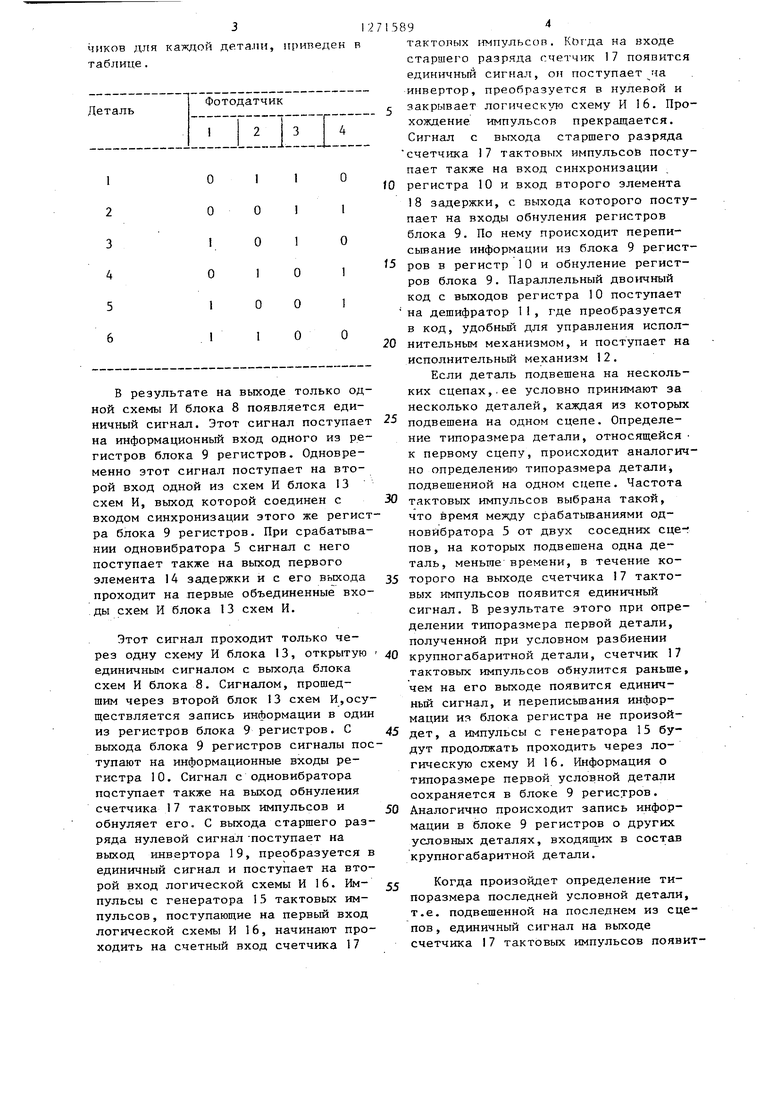
00 1 Изобретение относится к средствам механизации и автоматизации, а имен но к устройствам для управления сор тировкой деталей на конвейере, и яв ляется усовершенствованием устройст ва по авт.св.№ 1192868. Цель изобретения - расширение те нологических возможностей за счет сортировки крупногабаритных деталей. На фиг. представлена функционал ная схема устройства; на фиг.2 - ва риант расположения фотодатчиков. Устройство содержит последовательно соединенные блок 1 питания, логическую схему И 2,.осветитель 3, последовательно соединенные датчик 4 наличия детали в зоне определения типоразмера, одновибратор 5, выход которого соединен со вторым входом логической схемы И 2, последовательно соединенные матрицу 6 фо тодатчиков, коммутатор 7, первый блок 8 схем И, блок 9 регистров, регистр 10, дешифратор 11, исполнительный механизм 12, второй блок 13 схем И, первые входы которых объединены и соединены с выходом перво. го элемента 14 задержки, вход, которого соединен с выходом одновибратора 5, вторые входы соединены с выходами схем И первого блока 8 схем И, а выходы - с входами синхронизации регистров 9, последовательно соединенные генератор 15 так товых импульсов, логическую схему И 16, счетчик 17 тактовых импульсов . второй элемент 18 задержки, выход которого соединен с входами обнуления регистров блока 9 регистров, инвертор 19, вход которого соединен с выходом счетчика I7 тактовых импульсов , а выход - со вторым входом второго логического элемента И 16, вход синхронизации регистра 10 соединен с выходом счетчика 17 тактовых импульсов, вход обнуления которого соединен с выходом одновибрато ра 5. Фотодатчики 6 закреплены на направляющих 20 с возможностью пере мещения. Сами направляющие установлены с возможностью перемещения относительно несущих 21. Деталь подвешена на сцепах, кото рые крепятся на подвесном конвейере Количество входов коммутатора 7 рав но количеству фотодатчиков 6, а количество выходов равно общему коли92честву яходов всех схем И первого блока 8 схем И. Коммутатор выполнен на основе печатной платы с соответствующер разводкой печатных проводНИКОВ. Количество схем И блока 8 равно количеству типоразмеров деталей, подлежащих сортировке, включая детали, полученные при условном разбиении крупногабаритных деталей, подвешенньгх на двух и более сцепах. Каждому типоразмеру детали соответствует одна схема И.в блоке 8. Устройство работает следующим образом. Деталь, подвешенная на сцепе и перемещаемая конвейером, попадает в зону определения типоразмера. Срабатывает датчик 4 наличия детали в зоне определения типоразмера. По сигналу с него одновибратор 5 вырабатывает импульсный сигнал, поступающий на второй вход логической схемы И 2, который пропускает напряжение питания с блока 1 питания на осветитель 3. Осветитель вырабатывает световой импульс, который принимается фотодатчиками 6. Длительность импульса задается одновибратором 5 и выбирается достаточной для надежного срабатывания фотодатчиков. В фотодатчиках световой сигнал преобразуется в электрические сигналы. Если деталь перекрывает фотодатчик, то на его выходе формируется сигнал уровня логической 1, если нет логического О, Сигналы с выходов фотодатчиков 6 поступают на входы коммутатора 7. С выходов коммутатора сигналы поступают на входы схем И первого блока 8 схем И. Количество входов каждой схемы И блока 8 равно количеству единичных сигналов, получаемых на выходе матрицы фотодатчиков 6 при определении типоразмера детали, соответствующей данной Схеме И блока 8. Соединения между входами и выходами коммутатора 7 осуществляются таким образом, что при определении типоразмера какой-либо детали на все входы соответствующей схеме И блока 8 поступают только единичные сигналы. При выполнении коммутатора 7 для определения типоразмеров шести деталей с использованием четырех фотодатчиков блок 8 схем И будет содержать шесть схем И. Параллельный двоичный код, получаемый с матрицы фотодат3чиков для каждой детали, приведен в таблице. В результате на выходе только од ной схемы И блока 8 появляется единичный сигнал. Этот сигнал поступае на информационный вход одного из ре гистров блока 9 регистров. Одновременно этот сигнал поступает на второй вход одной из схем И блока 13 схем И, выход которой соединен с входом синхронизации этого же регис ра блока 9 регистров. При срабатьгоа нии одновибратора 5 сигнал с него поступает также на выход первого элемента 14 задержки и с его выхода проходит на первые объединенные вхо ды схем И блока 13 схем И. Этот сигнал проходит только через одну схему И блока 13, открытую единичным сигналом с выхода блока схем И блока 8. Сигналом, прошедшим через второй блок 13 схем И,осу ществляется запись информации в оди из регистров блока 9 регистров. С выхода блока 9 регистров сигналы по тупают на информационные входы регистра 10. Сигнал с одновибратора поступает также на выход обнуления счетчика 17 тактовых импульсов и обнуляет его, С выхода старшего раз ряда нулевой сигнал -поступает на выход инвертора 19, преобразуется единичный сигнал и поступает на вто рой вход логической схемы И 16. Импульсы с генератора 15 тактовых импульсов , поступающие на первый вход логической схемы И 16, начинают про ходить на счетный вход счетчика 17 894 тактолых ртмпульсоп. Когда на входе старшего разряда счетчик 17 появится единичный сигнал, он поступает иа инвертор, преобразуется в нулевой и закрывает логическую схему И 16. Прохождение импульсов прекращается. Сигнал с выхода старшего разряда счетчика 17 тактовых импульсой поступает также на вход синхронизации регистра 10 и вход второго элемента 18 задержки, с выхода которого поступает на входы обнуления регистров блока 9. По нему происходит переписьгоание информации из блока 9 регистров в регистр 10 и обнуление регистров блока 9. Параллельный двоичный код с выходов регистра 10 поступает на дешифратор 11, где преобразуется в код, удобный для управления исполнительным механизмом, и поступает на исполнительный механизм 12. Если деталь подвешена на нескольких сцепах,.ее условно принимают за несколько деталей, каждая из которых подвешена на одном сцепе. Определение типоразмера детали, относящейся к первому сцепу, происходит аналогично определению типоразмера детали, подвешенной на одном сцепе. Частота тактовых импульсов выбрана такой, что время между срабатьгоаниями одновибратора 5 от двух соседних сцег пов, на которых подвешена одна деталь, меньше времени, в течение которого на выходе счетчика 17 тактовых импульсов появится единичный сигнал. В результате этого при определении типоразмера первой детали, полученной при условном разбиении крупногабаритной детали, счетчик 17 тактовых импульсов обнулится раньше, чем на его выходе появится единичный сигнал, и переписьшания информации из блока регистра не произойдет, а импульсы с генератора 15 будут продолжать проходить через логическую схему И 16. Информация о типоразмере первой условной детали сохраняется в блоке 9 регистров. Аналогично происходит запись информации в блоке 9 регистров о других условных деталях, входящих в состав крупногабаритной детали. Когда произойдет определение типоразмера последней условной детали, т.е. подвешенной на последнем из сцепов , единичный сигнал на выходе счетчика 17 тактовых импульсов появит51ся раньше, чем произойдет сигнал обнуления одновибратора 5, так как время до срабатывания одновибратора от следующего сцепа, на котором подвешена другая деталь, больше времени, за которое на выходе счетчика 17 появится единичньй сигнал. Произойдет переписывание информации из блока 9 регистров в регистр 10 и обнуление регистров блока 9. Импульсы перестанут проходить через логическую схему и 16. Сигналы с выходов регистра 10 поступают через дешифратор 1 на исполнительный механизм Таким образом, при определении типоразмера крупногабаритной детали по мере того, как происходит определение типоразмеров условных: деталей, входящих в ее состав, происход накопление информации в блоке 9 регистров. Когда вся крупногабаритная деталь пройдет через зону определения типоразмера, информация о ней переписьшается в регистр 10 и посту пает через дешифратор 11 на исполни тельный механизм 12, т.е. устройств .может производить определение типоразмера как малых, так и крупногаба ритных деталей, подвешенных наодвух и более сцепах. Формула изобретени оУстройство для управления сортировкой деталей по типоразмеру по авт св.№ 1192868, содержащее блок питания, соединенный с первым входом схемы И, выходом связанный с источ21
JL 9и H1-IKOM света, матрицу фотодатчиков, блок схем И и дешифратор, связанный с исполнительным механизмом, отличающееся тем, что, с целью расширения технологических возможностей за счет сортировки крупногабаритных деталей, подвешенных на двух и более сцепах, оно имеет коммутатор, дополнительный блок схем И, блок регистров, регистр, элементы задержки, счетчик тактовых импульсов, генератор тактовых импульсов, инвертор, дополнительную схему И, одновибратор и датчик наличия деталей, выходом связанньш с входом счетчика тактовых импульсов, с вторым входом схемы И и через первый элемент задержки - с первым . входом дополнительного блока схем И, вторыми входами соединенного с первыми входами блока регистров и через блок схем И и коммутатор - с выходом матрицы фотодатчиков,причем выходы дополнительного блока схем И соединены с вторыми входами блока . регистров, выходами подключенного к первым входам регистра, выходы которого через дешифратор соединены с исполнительным механизмом, при этом выход генератора тактовых импульсов соединен с первым входом дополнительной схемы И, выходом соединенной с вторым входом счетчика тактовых импульсов, а второй вход дополнительной схемы И через инвертор соединен с выходом счетчика тактовых импульсов, с вторым входом регистра и через второй элемент задержки - с третьим входом блока регистров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки деталей на конвейере по типоразмеру | 1985 |
|
SU1319932A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Устройство управления сортировкой деталей | 1986 |
|
SU1391737A1 |
| Устройство для сортировки | 1989 |
|
SU1633428A1 |
| Устройство для сортировки деталей на группы | 1987 |
|
SU1469507A1 |
| Устройство для сортировки | 1988 |
|
SU1569821A1 |
| Устройство для сортировки | 1989 |
|
SU1661756A1 |
| Устройство для сортировки | 1986 |
|
SU1322319A1 |
| Устройство для сортировки | 1982 |
|
SU1084816A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
Изобретение относится к средствам механизации и автоматизации, а именно к устройствам для управления сортировкой деталей на конвейере. и позволяет расширить технологические возможности за счет сортировки крупногабаритных деталей. При попадании детали, подвешенной на сцепах и перемещаемой конвейером, в зону определения типоразмера запускается осветитель 3, импульс, с которого принимается фотодатчиками 6 и преобразуется в электрические сигналы.- По количеству перекрытых фотодатчшсов 6 судят о типоразмере детали. При крупногабаритной детали, по мере того, как происходит определение типоразмера детали, информация о ней накапливается в регистре 9 и через дешифс ратор 11 поступает на исполнительный б механизм 12. 2 ил. 1 табл. (Л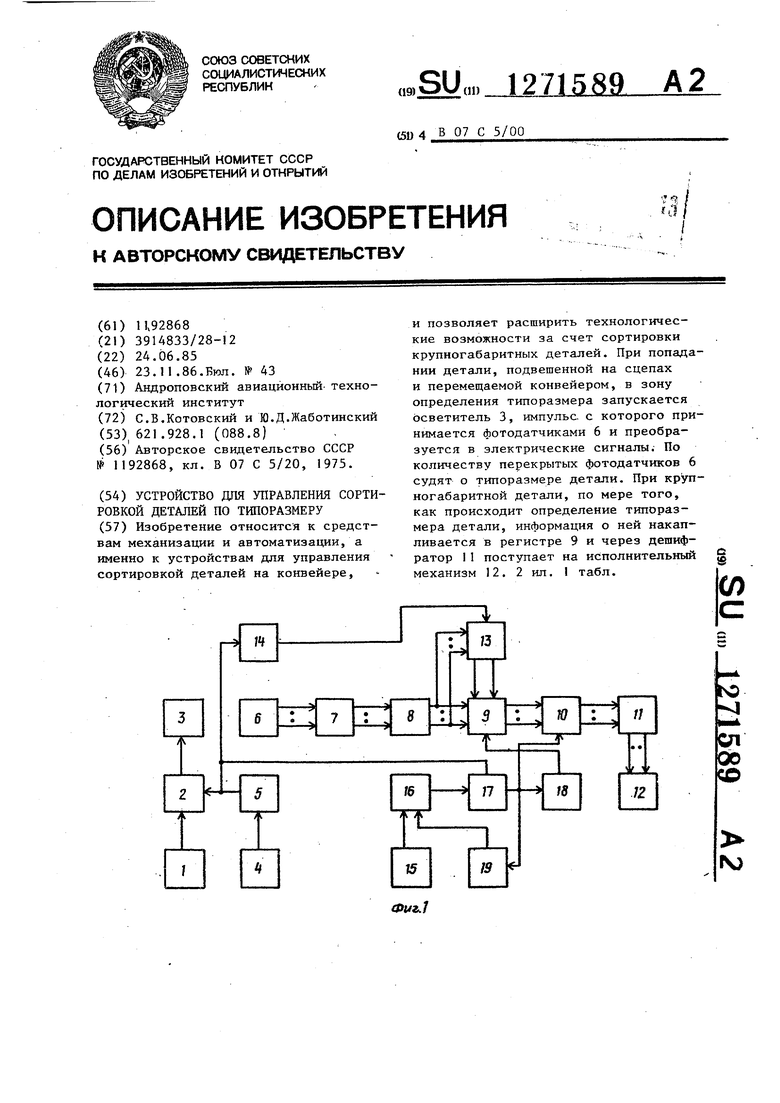
| Устройство для сортировки деталей по типоразмеру | 1983 |
|
SU1192868A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
