термических деформаций покрытия и основы. Цель достигается тем, что покрытие содержит пористый подслой 3 и дополнительно связующий слой 4 из жаростойкого сплава толщиной 0,3-1,0 толщины пористого подслоя 3, который выполнен из волокнистого материала с пористостью 30-60% и диаметром волокон 0,02-0,1 толщины подслоя. Наличие пористого подслоя и дополнительного слоя из жаростойкого сплава в покрытии повышает его теплозащитную способность и способствует согласованию термических деформаций основы и покрытия, что увеличивает эксплуатационную стойкость формы.4 з.п.ф-лы,1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ МНОГОКРАТНОЙ ОТЛИВКИ ИЗДЕЛИЙ | 2005 |
|
RU2294408C1 |
| Способ изготовления кокиля | 1985 |
|
SU1357459A1 |
| Способ нанесения теплозащитного покрытия на детали газотурбинной установки | 2023 |
|
RU2813539C1 |
| ДЕТАЛЬ И СБОРОЧНАЯ ЕДИНИЦА СОПЛОВОГО АППАРАТА ТУРБИНЫ ВЫСОКОГО ДАВЛЕНИЯ | 2020 |
|
RU2746196C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2010 |
|
RU2425906C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2021 |
|
RU2766627C1 |
| СПОСОБ НАНЕСЕНИЯ И ЛАЗЕРНОЙ ОБРАБОТКИ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2015 |
|
RU2611738C2 |
| Способ подготовки металлической формы к заливке | 1989 |
|
SU1703246A1 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2013 |
|
RU2545881C2 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ЭРОЗИОННО СТОЙКОГО ПОКРЫТИЯ | 2004 |
|
RU2260071C1 |
Изобретение относится к области металлургии, в частности к литейному производству, и предназначено для отливки деталей из черных и цветных металлов и сплавов в металлические формы. Целью изобретения является повышение эксплуатапионной стойкости формы путем увеличения теплозащитной способности покрытия и согласования (Л О5 4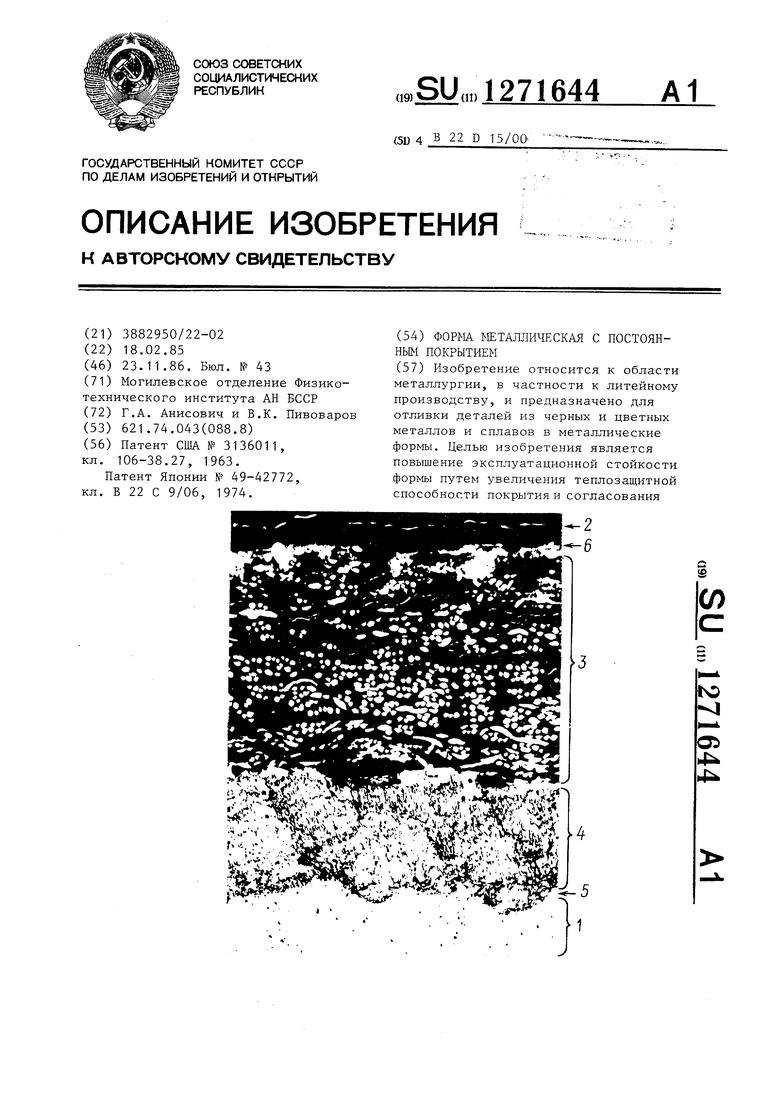
1
Изобретение относится к металлургии, в частности к литейному производству, и предназначено для отливки деталей из черных и цветных металлов и сплавов в металлические формы.
Цель изобретения - повьпцение эксплуатационной стойкости формы путем увеличения теплозищатной способности покрытия и согласования термических деформаций покрытия и основы.
На чертеже показана форма с постоянным покрытием, разрез.
Основа 1 (например, чугун) имеет покрытие, содержащее рабочий огнеупорный слой 2 из термостойкого керамического материала (например, на основе оксида алюминия) и пористый волокнистый подслой 3 из стойкого к высокотемпературному окислению волокнистого материала с пористостью 30-60% и диаметром волокон 0,02-0,1 толщины подслоя.
Между подслоем 3 и основой 1 расположен связующий слой 4 из жаростойкого сплава толщиной 0,3 - 1,0 от толщины подслоя, который обеспечивает прочное соединение подслоя 3 с основой 1 с помощью активирующего слоя 5 из самофлюсующегося сплава.
Со стороны рабочей поверхности формы волокнистый подслой 3 может покрываться слоем 6 из жаростойкого сплава, который закупоривает открытие поры волокнистого подслоя 3 и повышает прочность сцепления огнеупорного слоя 2 с формой. Толщина активирующего 5 и жаростойкого 6 слоев равна 0,01 - 0,1 толщины подслоя 3.
Волокнистый подслой может изготавливаться в виде пакета из проволочной сетки, слои которого расположены с угловым смещением, определя360°
, рде
емым соотношение
N - количество слоем сетки Такое расположение проволок обеспечивает
высокую изотропность свойств подслоя и способствует повышению прочности покрытия.
Неразъемное соединение отдельных волокон (проволок) между собой, достигаемое за счет расположения сварных точек на расстоянии друг от друга, равном 3-10 толщинам волокнистого подслоя, сводит к минимуму упругие остаточные напряжения, возникающие после прессования сеток, и позволяет повысить точность геометрических размеров формы. Этому же способствует и ограничение диаметра волокон в 0,1 толш.ины подслоя. Дальнейшее увеличение диаметра волокон сопровождается ростом упругого подслоя. Кроме того, при этом вследствие увеличения размеров пор ухудшается чистота поверхности кокиля. Применение
очень тонких волокон, диаметр которых менее 0,02 толщины подслоя, нецелесообразно., так как ускоряется высокотемпературное окисление волокнистого материала вследствие резкого
роста удельной поверхности и снижается коррозионная стойкость материала. Снижение модуля упругости подслоя (до 2000 - 3000 кгс/мм), достигаемое с помоп ью пористого волокнистого материала, сводит к минимуму величины термических деформаций и напряжений между слоями покрытия и основой, что позволяет повысить стойкость формы. Этому же способствует и изготовление
волокнистого подслоя толщиной 0,01 0,1 толщины основы. При этом за счет большого термического сопротивления подслоя (теплопроводность материала 3 0,9-3 Вт/мК) эффективно снижается максимальная рабочая температура ко киля , что обуславливает замедление разрушающих процессов в нем и умень шение его термических деформаций. В локнистый материал пористостью менее 30% имеет сравнительно большое значение модуля упругости, что не позволяет эффективно снизить термические напряжения и деформации в слоях Изготовление подслоя с пористостью более 60% чрезмерно увеличивает шер ховатость рабочей поверхности формы за счет больших размеров открытых пор. Это ведет к росту силового взаимодействия отливки с формой и снижению эксплуатационной стойкости последней. Связующий слой из жаростойкого сплава одновременно предохраняет пористьш подслой от пропитывания расплавом основы при изготовлении формы. Толщина связующего слоя долж на быть не менее 0,3 толщины подслоя так как при ее уменьшении слой сам становится проницаемым для расплав основы и не может предохранять подслой от пропитывания. Увеличение же толщины связующего слоя более 1,0 толщины подслоя ведет к увеличению трудоемкости изготовления формы и расхода материала, а поэтому нецелесообразно. Пористость связующего слоя должна быть равна 2 - 10%. Форма работает следующим образом При заполнении жидким металлом происходит быстрый нагрев рабочей поверхности формы. На первом этапе литейного цикла (до образования газо вого зазора) огнеупорный слой 2 и во локнистый подслой 3 имеют температуру, значительно превьшгающую температуру основы 1 и связующего слоя 4. Возникающие из-за неравномерного наг рева и различия термомеханических свойств материалов слоев деформации от термических напряжений согласовываются за счет податливости волокнис того подслоя 3, имеющего малый модуль упругости. Подобным же образом проявляется демпфирующая способность волокнистого подслоя 3 и после выбив ки отливки, когда температура покрытия становится значительно меньше температуры основы формы. При этом подслой 3 согласовывает возникающие термические деформации основы 1 огнеупорного слоя 2 и снижает вели44чину растягивающих напряжений в последнем. Пример 1 . Вытряхной неохлаждаемый кокиль (опытньй образец) для литья из чугуна заготовок шкивов диаметром 340 и высотой 60 мм. Толщина стенки кокиля из чугуна СЧ 20 равна 100 мм. Покрытие кокиля содержит слой толщиной 0,1 мм из керамики на основе оксида алюминия и волокнистый подслой толщиной 2,5 мм и пористостью 40%. Подслой получают прессованием пакета из 40 слоев сетки из проволоки сплава ОХ27Ю5А диаметром 0,2 мм. Слои пакета расположены с угловым смещением один относительно другого в 9 и соединены между собой сварными точками диаметром 6мм, расположенными на расстоянии 15 20 мм друг от друга. Связующий слой покрытия толщиной 2 мм и пористостью 7,3% выполнен из сплава Х20Н80. Активирующий слой, обеспечивающий надежное сваривание покрытия с кокилем, имеет толщины 0,15 мм и изготовлен из самофлюсующегося сплава ПГ-СР2. Снаружи волокнистого подслоя непосредственно под огнеупорным слоем расположен слой толщиной 0,15 мм из алюминида никеля. Кокиль испытан при литье чугуна марки СЧ 20, разливаемого при 12801320°С. Выбивку отливок производят после их охлаждения до 800-900°С. Стойкость кокиля составляет 1630 заливок (ресурс кокилей без покрытия не превышает 320 заливок). Пример 2. В кокиле с постоянным покрытием (слои покрытия, их взаиморасположение и другие характеристики по примеру 1) волокнистый подслой имеет пористость 29%. После 690 заливок испытание кокиля прекращено из-за растрескивания и скалывания покрытия по границе с формой. ПримерЗ. В кокиле (пример 1) волокнистый подслой имеет пористость 61%. Рабочая поверхность кокиля характеризуется неровностями глубиной до 0,2-0,3 мм. После 240 заливок суммарная площадь сколов огнеупорного слоя составляет около 30%. Пример4. В кокиле (пример 1) диаметр проволок подслоя равен 0,3мм (или 0,12 толщины подслоя). Подслой характеризуется большими размерами единичных пор. Рабочая поверхность имеет неровности глубиной до 0,5 0,6 мм. Получаемые отливки с трудом выбиваются из кокиля. После 70 заливок суммарная площадь сколов огне упорного слоя превышает 30%. Примерз. Б кокиле (пример диаметр проволок подслоя равен 0,04 мм (0,016 толщины подслоя). Стойкость покрытия равна 1390 заливок. Дальнейшая эксплуатация кокиля невозможна из-за разрушения подслоя путем окисления проволок, Примерб. В кокиле (пример толщина связующего слоя из сплава X 20Н80 равна 0,7 мм (0,28 толщины волокнистого подслоя). При изготовл нии кокиля чугун проникает сквозь поры связующего слоя и пропитывает волокнистый подслой. Стойкость коки ля равна 730 заливок. Форма выходит из строя вследствие растрескивания подслоя и скальшания огнеупорного слоя. Пример 7. В кокиле (пример
толщина связующего слоя равна 2,75 мм (1,1 толщины волокнистого слоя). Стойкость формы составляет 1650 заливок.
Наличие пористого волокнистого подслоя и дополнительного слоя из жаростойкого сплава в покрытии повышает его теплозащитную способность и способствует согласованию термических деформаций основы и покрытия во время технологического цикла. Такое покрытие обеспечивает повьшение эксплуатационной стойкости формы при литье чугуна в четыре - пять раз.
360° определяемым отношением о( ---,
где N - количество слоев сетки.
подслой выполнен из волокон диаметром 0,02 - 0,1 толщины подслоя.
| Патент США № 3136011, кл | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
