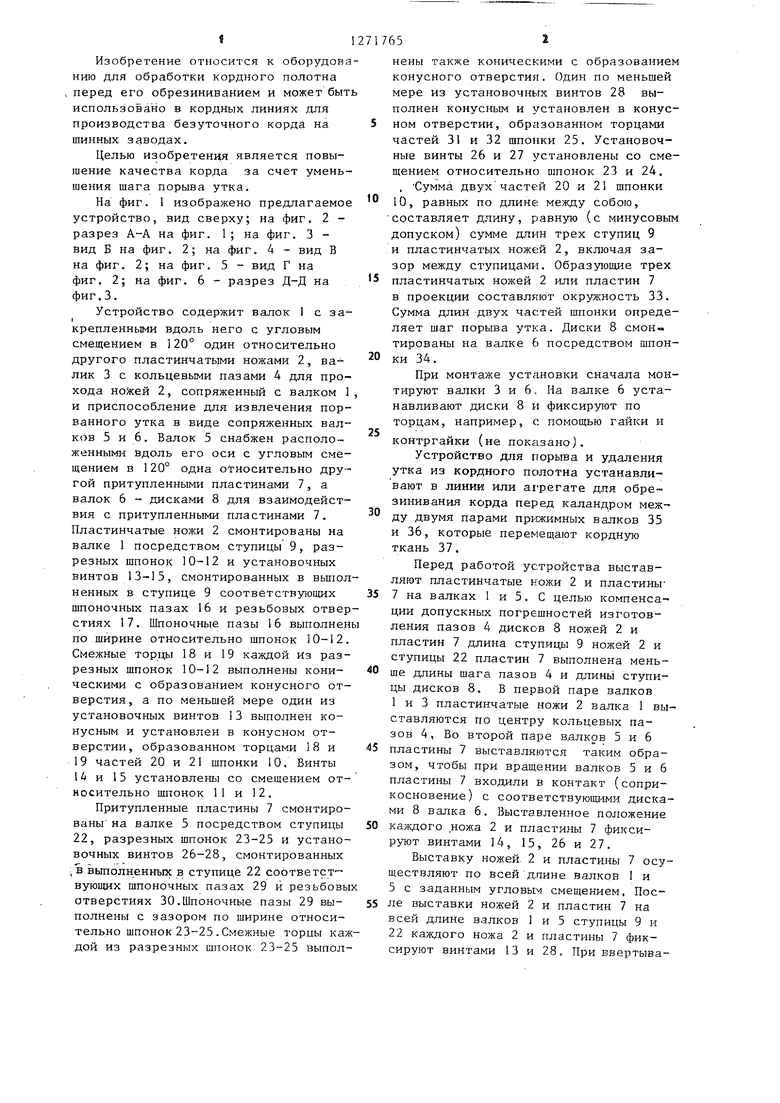
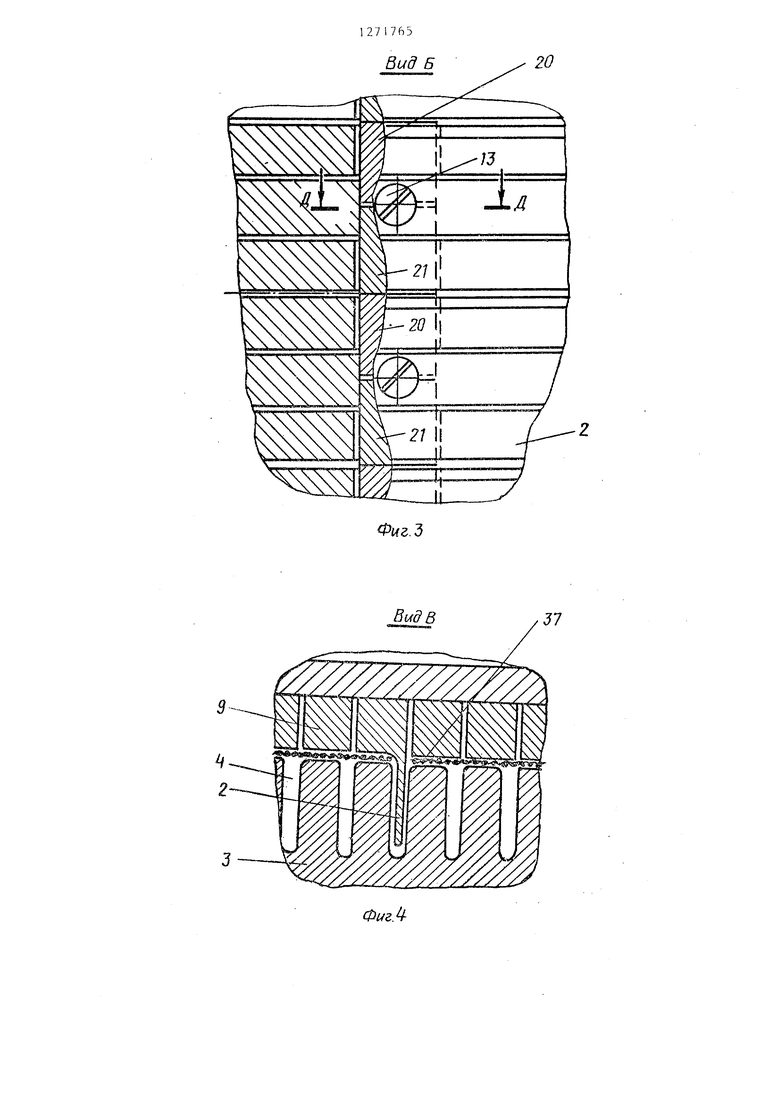
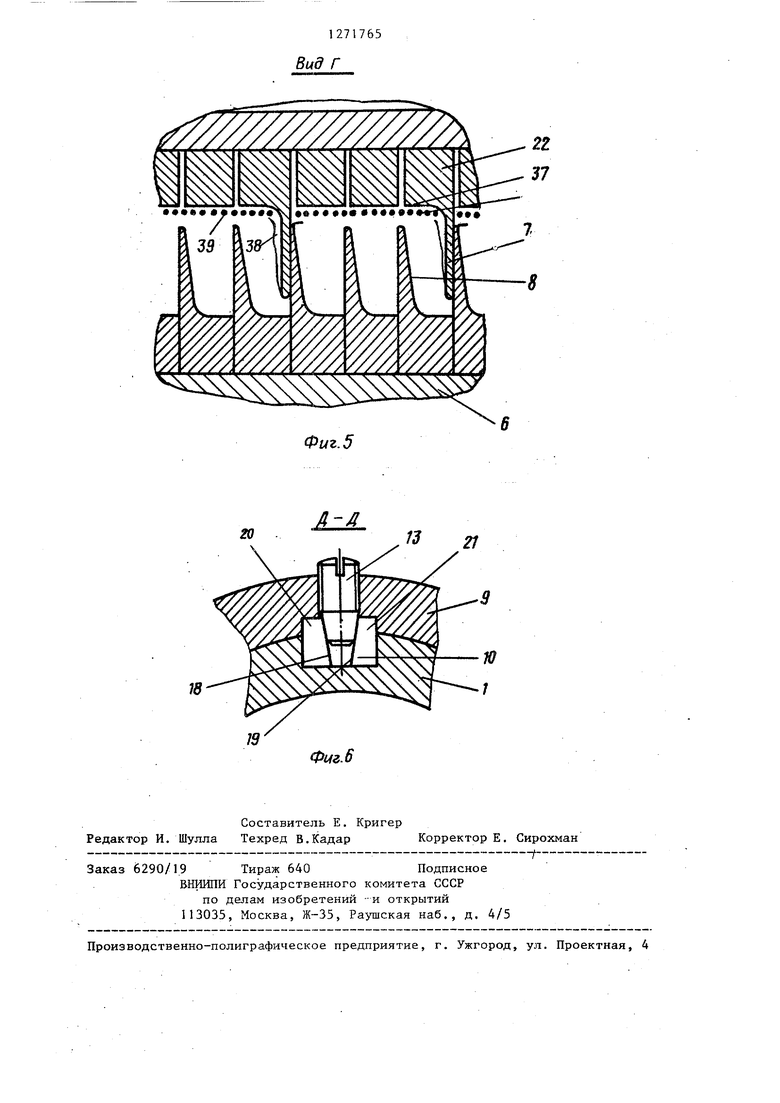
Изобретение относится к оборудова нию для обработки кордного полотна перед его обрезиниванием и может быт использовано в кордных линиях для производства безуточного корда на шинных заводах. Целью изобретения является повышение качества корда за счет уменьшения шага порыва утка. На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 вид Б на фиг. 2; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - вид Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг.З. Устройство содержит валок 1 с заI крепленными вдоль него с угловым смещением в 20° один относительно другого пластинчатыми ножами 2, валик 3 с кольцевыми пазами 4 для прохода ножей 2, сопряженный с валком и приспособление для извлечения порванного утка в виде сопряженных валков 5 и 6. Валок 5 снабжен расположенными вдоль его оси с угловым смещением в 120° одна относительно другой притупленными пластинами 7, а валок 6 - дисками 8 для взаимодействия с притупленными пластинами 7. Пластинчатые ножи 2 смонтированы на валке 1 посредством ступицы 9, разрезных шпонок 10-12 и установочных винтов 13-15, смонтированных в выпол ненных в ступице 9 соответствующих шпоночных пазах 16 и резьбовых отвер стиях 17. Шпоночные пазы 16 выполнен по ширине относительно шпонок Ш-12 Смежные торцы 18 и 19 каждой Из разрезных шпонок 10-12 выполнены коническими с образованием конусного от верстия, а по меньшей мере один из установочных винтов I3 выполнен конусным и установлен в конусном отверстии, образованном торцами 18 и 19 частей 20 и 21 шпонки 10. Винты 14 и 15 установлены со смещением от носительно шпонок 11 и 12. Притупленные пластины 7 смонтиро ваны на валке 5 посредством ступицы 22, разрезных шпонок 23-25 и устано вочных винтов 26-28, смонтированных : вютолненныхв ступице 22 соответст вуюищх шпоночных пазах 29 и резьбовы отверстиях 30.Шпоночные пазы 29 выполнены с зазором по ширине относительно шпонок 23-25 .Смежные торпы ка дой из разрезных шпонок 23-25 выпол 52 нены также коническими с образованием конусного отверстия. Один по меньшей мере из установочных винтов 28 выполнен конусным и установлен в конусном отверстии, образованном торцами частей 31 и 32 шпонки 25. Установочные винты 26 и 27 установлены со смещением относительно шпонок 23 и 24, Сумма двух частей 20 и 21 шпонки 10, равных по длине между собою, составляет длину, равную (с минусовым допуском) сумме длин трех ступиц 9 и пластинчатых ножей 2, включая зазор между ступицами. Образующие трех пластинчатых ножей 2 или пластин 7 в проекции составляют окружность 33. Сумма длин двух частей шпонки определяет шаг порыва утка. Диски 8 смон-. тированы на валке 6 посредством шпонки 34. При монтаже установки сначала монтируют валки 3 и 6. На валке 6 устанавливают диски 8 и фиксируют по торцам, например, с помощью гайки и контргайки (не показано). Устройство для порьгаа и удаления утка из кордного полотна устанавливают в линии или агрегате для обрезинивания корда перед каландром между двумя парами прижимных валков 35 и 36, которые перемещают кордную ткань 37, Перед работой устройства выставляют пластинчатые ножи 2 и пластины 7 на валках 1 и 5. С целью компенсации допускных погрешностей изготовления пазов 4 дисков 8 ножей 2 и пластин 7 длина ступицы 9 ножей 2 и ступицы 22 пластин 7 выполнена меньше длины шага пазов 4 и длины ступицы дисков 8. В первой паре валков 1 и 3 пластинчатые ножи 2 валка 1 выставляются по центру кольцевых пазов 4, Во второй паре вдлков 5 и 6 пластины 7 выставляются таким образом, чтобы при вращении валков 5 и 6 пластины 7 входили в контакт (соприкосновение) с соответствующими дисками 8 валка 6. Выставленное положение каждого ножа 2 и пластины 7 фиксируют винтами 14, 15, 26 и 27. Выставку ножей. 2 и пластины 7 осуществляют по всей длине валков 1 и 5 с заданным угловым смещением. После выставки ножей 2 и пластин 7 на всей длине валков 1 и 5 ступицы 9 и 22 каждого ножа 2 и пластины 7 фиксируют винтами 13 и 28, При ввертыва3НИИ в ступицу 9 винта 13 за счет ув личения разности диаметров касания ко нусной части винта 13 и отверстия, образованного торцами 18 и 19, происходит увеличение зазора между частями 20 и 21, т.е. их перемещение в осевом направлении;до тех пор, по ка шпонки не дойдут до упора с сосед ними аналогичными шпонками 11 и 12. Части 20 и 2i каждого ряда свободно перемещаются под ступицами соседних зафиксированных ножей 2, не нарушая их положения, благодаря зазору в шпоночных пазах 1б шпонок 11 и 12. Таким образом, части 20 и 21 возможно расклинить соответствующими винтами 13, расположенными на ступице 9 Выставку пластин 7 производят аналогично посредством винта 28, Бла годаря этому смещение ножа 2 и плас тины 7 в осевом и тангенциальном направлениях в процессе эксплуатации исключено. В процессе работы установ ки кордная ткань 37 проходит между сопряженными валками 1,3 и 5,6. При прохождении кордной ткани между валками 1 и 3 при их вращении ножи 2 валка 1 входят в кольцевые пазы 4 валка 3 и разрывают уток. Пластины 7 пары валков 5 и 6 смещены в осевом .направлении на половину шага относи тельно соответствующих ножей 2 на паре валков 1 и 3, поэтому при прохождении кордной ткани межДу второй парой валков 5 и 6 пластины 7 продавливают порванньй уток 38 посередине, складывая пополам, входят в контакт с соответствующими дисками 8, защег пяют с их помощью уточную нить и вытаскивают; из основы полотна 39. С дисков 8 нити утка 38 сдувают в бункер сжатым воздухом (не показано). Освобожденный от утка 65 4 корд поступает на устройство для ориентации кордной нити с заданным шагом или на обрезинивание (не показано) . Формула изобретения 1. Устройство для порыва и удаления утка из кордного полотна, содержащее валок с закрепленными вдоль него с угловым смещением один относительно другого пластинчатыми ножами, валик с пазами для прохода ножей, сопряженный с валком, и приспособление для извлечения порванного утка в виде сопряженных валков, один из которых снабжен расположенными вдоль его оси с угловым смещением одна относительно другой притупленными пластинами, а другой - дисками для взаимодействия с притупленными пластинами, отличающееся тем, что, с целью повьш ения качества корда за счет уменьшения шага порыва утка, пластинчатые ножи и притупленные пластины смонтированы на соответствующих валках посредством ступиц, разрезных шпонок и установочHbDC винтов, смонтированных в выполненных в ступицах соответствующих шпоночных пазах в резьбовых отверстиях, причем шпоночные пазы выполнены с зазором по ширине относительно шпонок, смежные торцы каждой из разрезных шпонок выполнены коническими с образованием конусного отверстия, а по меньшей мере один из установочных винтов на каждом валке выполнен конусным и установлен в соответст--вующем конусном отверстии. 2. Устройство по п. 1, о т л ичающееся тем, что другие установочные винты на каждом валке смещены относительно шпонок.
Ж
X
.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ ПЛОТНОСТИ КОРДА С УТКОМ ПРИ ЕГО ОБРЕЗИНИВАНИИ | 2003 |
|
RU2265518C2 |
| Соединение ступицы с валом | 1982 |
|
SU1059304A1 |
| Устройство для разрыва утка обрезиненного корда | 1976 |
|
SU658001A1 |
| УСТРОЙСТВО ДЛЯ ПРИВИТИЯ ПРАКТИЧЕСКИХ НАВЫКОВ | 2005 |
|
RU2300810C1 |
| Устройство для измельчения коры | 1986 |
|
SU1400887A1 |
| Соединение ступицы с валом | 1988 |
|
SU1539412A1 |
| ОПОРА ПРОКАТНОГО ВАЛКА | 1990 |
|
SU1772953A1 |
| Дисковые ножницы | 1989 |
|
SU1798059A1 |
| Машина для среднего измельчения мясных мороженых блоков | 1990 |
|
SU1780682A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕВОДА РАЗДВИЖНЫХ КОЛЕСНЫХ ПАР С ОДНОЙ КОЛЕИ НА ДРУГУЮ | 2008 |
|
RU2369503C1 |

Изобретение относится к оборудованию для обработки кордного полотна перед его обрезиниванием, Целью изобретения является повышение качества корда за счет уменьшения шага порьша утка. Для этого пластинчатые ножи и притупленные пластины смонтированы на соответствующих валках посредством ступиц, разрезных шпонок и установочных винтов. Шпонки и винты установлены в выполненных в ступи, цах шпоночных пазах и резьбовых отверстиях. Шпоночные пазы выполнены с зазором по ширине шпонок, смежные торцы каждой из которых вьтолнены коническими с образованием конусного отверстия. По меньшей мере один из установочных винтов на каждом валке выполнен конусным и установлен в конусном отверстии. Другие винты на каждом валке смещены относительно i шпонок. Для индивидуальной выставки ножей или пластин конусный винт вверел тывают, и он разводит части шпонок, выбирая зазор, в шпоночном пазу. Расклинивание шпонок конусными винтами позволяет устранить во время эксплуатации смещение ножей и пластин. I 3 . п, ф-ль, 6 ил. го О5 ел
Фиг. 2
Bu(dB
Фиг.
Вид Г
| Салтыков А,В, Основы современной технологии автомобильных шин | |||
| , :М.: Химия, 1974, с | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| УСТРОЙСТВО для УДАЛЕНИЯ УТКА ИЗ КОРДА | 0 |
|
SU341680A1 |
| Солесос | 1922 |
|
SU29A1 |
