Изобретение относится к производству шин и позволяет получить стабильное расстояние (шаг) между нитями корда по всей ширине кордного полотна.
Известны способы стабилизации нитей корда с утком перед обрезиниванием (1, 2), в которых используются средства для ширения корда и датчики слежения за плотностью нитей корда с обратной связью воздействия на средства для ширения.
Недостатком известных способов являются сложность и недостаточная надежность сложных устройств.
Наиболее близким к предлагаемому способу является способ стабилизации плотности нитей корда (3), в котором используется шаговый ролик, позволяющий, получить стабильную плотность нитей корда по всей ширине кордного полотна. Шаговый ролик в указанном способе используется только в случае обрезинивания стального корда. Недостатком известного способа является невозможность его использования при обрезинивании кордного полотна с утком, например текстильного, т.к. уток не позволяет «лечь» нитям корда в канавки шагового ролика для получения стабильной плотности нитей корда.
Указанный недостаток устраняется предлагаемым способом стабилизации плотности нитей корда с утком при его обрезинивании в кордной линии с каландрами, где перед вводом кордного полотна в зазор между валками каландра корд прижимают шаговым роликом к гладкому ролику (валку). При этом на шаговом ролике, как и в известном способе, устанавливается фиксированная длина канавки с целью распределения нитей корда по всей длине шагового ролика, но отличительной особенность является то, что длина перемычки b между канавками шагового ролика должна быть существенно меньше диаметра нити d, т.e. b≪d, а шаг нитей корда при подходе к шаговому ролику должен быть меньше или равен заданному шагу t.
Способ стабилизации плотности нитей корда с утком заключается в создании условий автоматического распределения нитей корда по канавкам шагового ролика. Использование предлагаемого способа позволяет исключить из технологического потока обработки корда технически сложную операцию ширения корда.
Предлагаемое изобретение поясняется чертежами, где изображено
фиг.1 - сечение А-А на фиг.2 по линии контакта шагового ролика с гладким роликом
(валком);
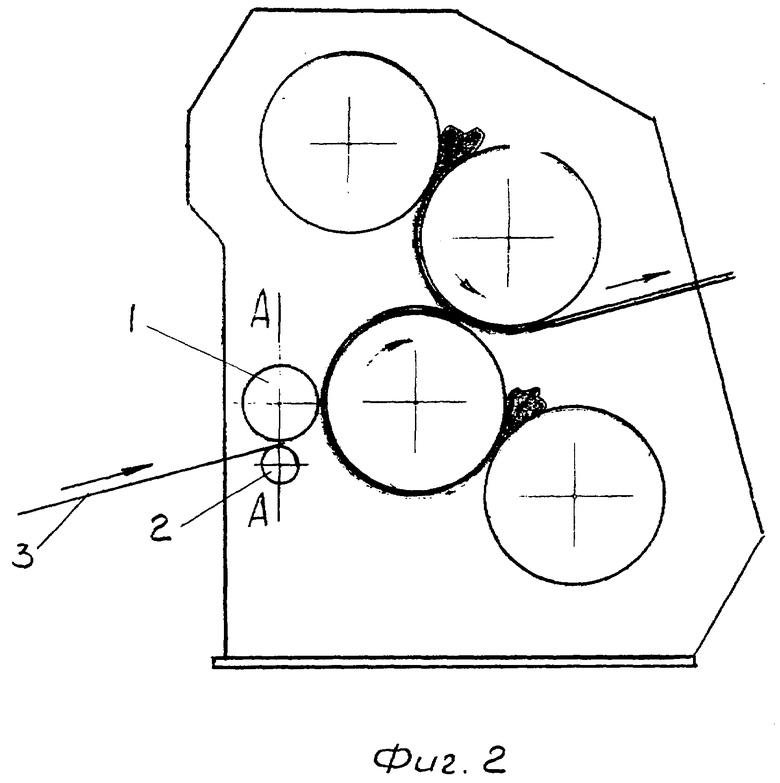
фиг.2 - положение шагового и гладкого роликов в 4-валковом каландре;
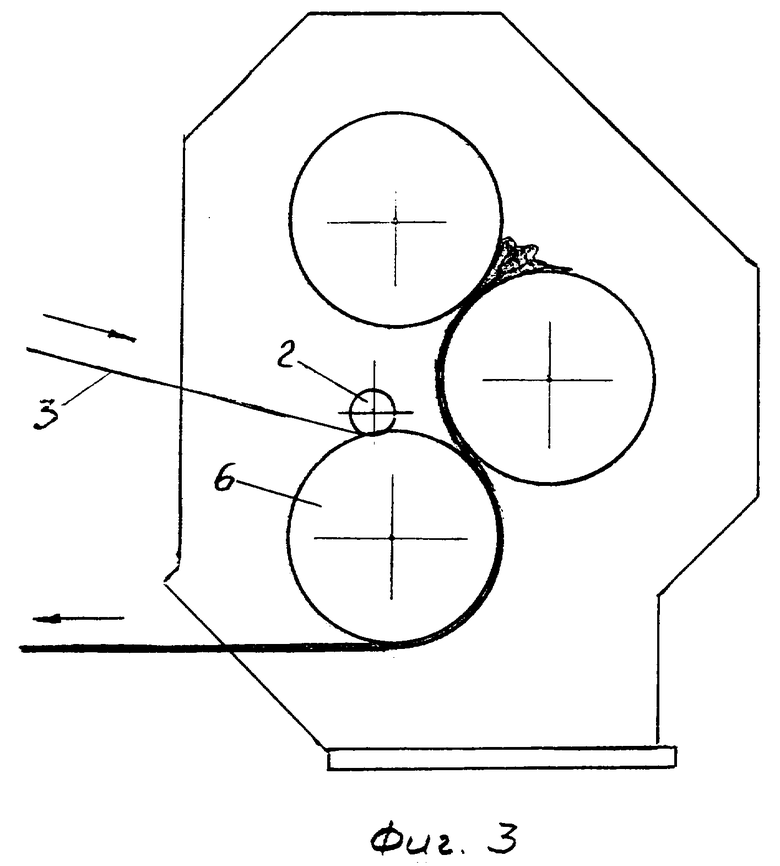
фиг.3 - положение шагового ролика в 3-валковом каландре.
Для осуществления предлагаемого способа являются обязательными требования:
- длина перемычки между канавками шагового ролика b (фиг.1) должна быть существенно меньше диаметра нити корда d, т.е. b≪d;
- шаг нитей корда при подходе к шаговому ролику должен быть меньше или равен заданному шагу t.
В момент прижатия кордного полотна к гладкому ролику 1 (фиг.1, 2) шаговым роликом 2 кордная нить 3, попадая в канавку 4 шагового ролика 2 и соприкасаясь с гладкой поверхностью ролика 1, сталкивает соседние нити корда в соседние канавки шагового ролика 2, учитывая также, что пропитанная кордная нить имеет для этого достаточную жесткость и при условии b≪d ни одна из нитей не может задержаться на гребне перемычки 5. Условие b≪d выполнимо для всех видов кордов, применяемых в шинной промышленности. В случае, когда шаг нитей корда при подходе к шаговому ролику 2 будет значительно больше заданного шага t, возможны перескакивания нитей, однако в условиях естественно натянутого кордного полотна без применения ширительных средств это исключено.
Прижимая кордное полотно особым образом, достаточным для достижения надежности распределения нитей корда по канавкам шагового ролика, к гладкому ролику мы заставляем уток вытягиваться. В результате чего при небольшой эластичности утка происходит разрушение утка, как правило, по краю кордного полотна, где плотность нитей его в исходном положении максимальна, поэтому положение шагового и гладкого роликов должно быть ближе к обрезинивающему зазору между валками каландра.
При работе на кордных линиях с двумя 3-валковыми каландрами, на каждом из которых осуществляется одностороннее обрезинивание корда, роль гладкого ролика выполняет валок 6 (фиг.3) первого каландра, на котором нет слоя резины.
Перед подходом к шаговому ролику стыка кордного полотна шаговый ролик отводят от гладкого ролика, пропускают стык и снова прижимают корд к гладкому ролику, при этом, как описано выше, распределение нитей по канавкам шагового ролика происходит автоматически. При смене марки корда по параметрам шага t расположения нитей и диаметра d нитей кордного полотна шаговый ролик меняют. Для быстрой смены шагового ролика авторы предполагают набор шаговых роликов в виде револьверной конструкции при небольшом ассортименте марок кордов или в виде цепной конструкции при любом ассортименте марок кордов. Авторы не приводят описания этих конструкций, т.к. не претендуют на их новизну.
Предлагаемое техническое решение позволит надежно стабилизировать плотность нитей корда с утком при его обрезинивании по всей ширине полотна.
Источники информации
1. Патент США 6185800, 13.02.2001.
2. Патент США 5781973, 27.07.1998.
3. Патент РФ 2008224, 28.02.1994.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для порыва и удаления утка из кордного полотна | 1985 |
|
SU1271765A1 |
| Устройство для разрыва утка обрезиненного корда | 1976 |
|
SU658001A1 |
| Способ регулирования процесса обрезинивания корда и устройство для его осуществления | 1990 |
|
SU1757904A1 |
| Способ определения качества каландрованного обрезиненного корда | 1988 |
|
SU1537548A1 |
| Установка для изготовления обрезиненного металлокордного полотна | 1977 |
|
SU758668A1 |
| УСТРОЙСТВО ДЛЯ ШИРЕНИЯ КОРДА ПЕРЕД ОБРЕЗИНИВАНИЕМ | 1991 |
|
RU2021400C1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU668181A1 |
| Устройство для изготовления обрезиненного металлокордного полотна | 1976 |
|
SU599451A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU716858A1 |
| СПОСОБ ТЕРМООБРАБОТКИ КАПРОНОВОГО КОРДА | 1991 |
|
RU2017870C1 |
Изобретение относится к производству шин и позволяет надежно стабилизировать плотность нитей корда с утком по всей ширине кордного полотна. Способ стабилизации плотности нитей корда с утком заключается в создании условий автоматического распределения нитей корда по канавкам шагового ролика. Способ стабилизации плотности нитей кордного полотна с утком при его обрезинивании в кордной линии с каландрами. Перед вводом кордного полотна в зазор между валками каландра корд прижимают шаговым роликом к гладкому ролику. При этом длина перемычки b между канавками шагового ролика должна быть существенно меньше диаметра нити d, т.е. b ≪ d, а шаг нитей корда при подходе к шаговому ролику должен быть меньше или равен заданному шагу t. Технический результат использования данного способа заключается в обеспечении использования его при обрезинивании кордного полотна с утком, например текстильного, т.к. уток теперь позволяет «лечь» нитям корда в канавки шагового ролика для получения стабильной плотности нитей корда. 3 ил. 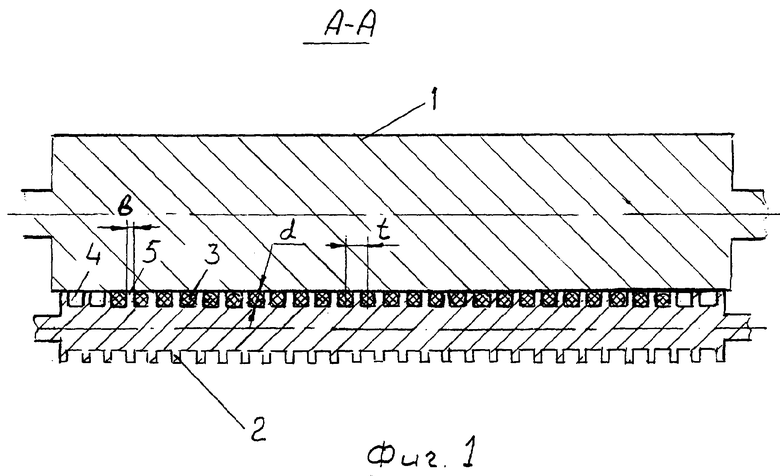
Способ стабилизации плотности нитей кордного полотна с утком при его обрезинивании в кордной линии с каландрами, отличающийся тем, что перед вводом кордного полотна в зазор между валками каландра корд прижимают шаговым роликом к гладкому ролику, при этом длина перемычки b между канавками шагового ролика должна быть существенно меньше диаметра нити d, т.e. b≪d, а шаг нитей корда при подходе к шаговому ролику должен быть меньше или равен заданному шагу t.
| КАЛАНДРОВАЯ УСТАНОВКА ДЛЯ ДВУСТОРОННЕГО ОБРЕЗИНИВАНИЯ ТЕКСТИЛЬНОГО ИЛИ СТАЛЬНОГО КОРДА | 1990 |
|
RU2008224C1 |

