Изобретение относится к машиностроению и может быть использовано, например, при ручной сварке резервуаров, емкостей и трубопроводов для хранения и перемещения агрессивных жидкостей, жидких минеральных удобрений, нефтепродуктов в которых выполняется соединение, например, углеродистых феррито-перлитных сталей (фланец) с нержавеющими аустенитными (патрубок), а также при ремонте таких конструкций.
Основные проблемы, характерные для сварки разнородных материалов, связаны с охрупчиванием границ раздела между ними. Степень их проявления определяется природой взаимодействующих материалов и технологией формирования неразъемных соединений. Причины, объясняющие низкий уровень прочностных свойств, ударной вязкости, статической и усталостной трещиностойкости сварных конструкций из разнородных материалов, заключаются в формировании зон переменного химического состава со сложной (различной) кристаллической структурой, присутствием хрупких интерметаллидов или неметаллических включений, высокопрочных закаленных зон, появлением остаточных напряжений и пр.
Избавиться от данных проблем путем оптимизации режимов сварки и наплавки, как правило, не удается. Неизбежность формирования такого рода структурных составляющих обусловлена самой сутью, природой сварочных процессов.
Если в процессе сварки не происходит активного перемешивания материалов соединяемых заготовок, то и добиться получения качественного шва в большинстве случаев также не удается. При повышении в углеродистых сталях количества углерода эта задача усложняется многократно. Поэтому одна из наиболее сложных с практической точки зрения задач при сварке разнородных материалов связана с соединением углеродистых и легированных сталей (Никулина А.А. Структура и свойства разнородных соединений, полученных методом сварки и наплавки углеродистых и легированных сталей, док. дисс., - Новосибирск, 2020, - 385 с.).
Известны электроды для ручной дуговой сварки разнородных сталей, содержащий металлический стержень и нанесенную на него обмазку (RU 2428290, 10.09.2011; RU 2595083, 20.08.2016).
Недостатками этих электродов являются:
- низкая технологичность при опрессовке и низкая технологичность электродного покрытия при прокалке;
- низкая сопротивляемость сварных швов образованию горячих трещин, особенно при сварке разнородных сталей,
- высокое содержание кислорода в металле сварного шва и, как следствие склонность к образованию горячих кристаллизационных трещин.
Известен способ сварки (патент SU №1389963 А1, 23.04.88) - аналог, где сварку выполняют составной проволокой, отрезки которой имеют различный химический состав, при этом сварку осуществляют с колебаниями проволоки и в процессе каждого колебания расплавляют один из отрезков проволоки.
Наиболее близким по своей технической сущности к предлагаемому электроду является электрод для ручной дуговой сварки деталей из разнородных сталей, включающий стальной стержень, выполненный из металла с обмазкой близкими по химическому составу и механическим свойствами, с металлом одной из свариваемых деталей (RU №2022738, 15.11.94).
Общей технической проблемой известных аналога и прототипа является высокая трудоемкость в организации процесса сварки разнородных сталей, а общим недостатком - образование трещин и иных макродефектов в сварном шве.
Задачей решаемой настоящим изобретением является упрощение процесса сварки и повышение качества шва у свариваемых изделий из разнородных сталей.
Настоящая задача решается тем, что электрод для дуговой сварки деталей из разнородных сталей, содержащий стальной стержень с обмазкой, состав которого обеспечивает сварку стали, из которой выполнена одна из деталей, снабжен дополнительным стальным стержнем с обмазкой, состав которого обеспечивает сварку стали, из которой выполнена другая деталь, при этом каждый из упомянутых стержней электрода по всей длине освобожден от обмазки на четверти ее поверхности, причем стержни с обмазкой установлены параллельно друг другу с касанием смежных поверхностей, свободных от обмазки, и скреплены медными скобами.
В способе дуговой сварки деталей из разнородных сталей, включающем подготовку свариваемых кромок и последующее формирование свариваемого шва, для формирования шва используют электрод, состоящий из двух стальных стержней с обмазкой, скрепленных между собой медными скобами, каждый из которых имеет состав обеспечивающий сварку стали одной из свариваемых деталей, причем стержни с обмазкой установлены параллельно друг другу с касанием смежных поверхностей, свободных от обмазки по всей длине на четверти ее поверхности, при этом электрод ориентируют с размещением каждого стержня со стороны соответствующей детали, для сварки которой он предназначен, и обеспечивают совместное плавление стержней с получением сварного шва с усредненным химическим составом по сравнению с составом свариваемых деталей.
Техническая сущность предлагаемого изобретения заключается в том, что в процессе дуговой сварки разнородных сталей в сварочном шве целенаправленно формируются химические концентрационные градиенты (ХКГ), суть - скачки концентрации, углерода и(или) основных легирующих элементов, от оси шва (границы раздела) в направлении кромок свариваемых сталей, посредством расплавления электрической дугой сдвоенного электрода предлагаемой конструкции. При этом электрод составляется так, что химический состав каждой его части соответствует или близок к химическому составу, соединяемой сваркой стали, а при сварке происходит плавление и смешивание в сварном шве его частей с образованием нового сварочного материала - стали с усредненным химическим составом по отношению к свариваемым.
Изобретение иллюстрируется следующими материалами.
На фиг. 1 - схема предлагаемого электрода.
На фиг. 2 - общий вид предлагаемого электрода.
На фиг. 3 - схема сварки разнородных сталей сдвоенным электродом.
На фиг. 4 - микроструктура сварного шва без предварительной организации в нем химических концентрационных градиентов с характерными дефектами.
На фиг. 5 - микроструктура сварного шва при предварительной организации в нем химических концентрационных градиентов.
На фиг. 6 - влияние химического концентрационного градиента на формировании микроструктуры в сварном шве.
Электрод выполнен сдвоенным и состоит из двух металлических стержней 1 и 2 из металлов близких по химическому составу и механическим свойствами свариваемым деталям. Металлические стержни 1 и 2 соприкасаются между собой, по всей длине и имеют обмазку 3 и 4. Металлические стержни 1 и 2, для их лучшего контакта, в месте соприкосновения по их смежной стороне 5 на ¼ их диаметра освобождены от обмазки 3 и 4. Обе части электрода скреплены друг с другом одной или несколькими медными скобами 6. На фиг. 3 поясняющей реализацию способа, показаны свариваемые пластины 7 и 8 из разнородной стали (марки 12Х10Н10Т и Ст. 50).
Изобретение поясняется следующими примерами.
Пример 1. Из листовых сталей 50 и 12Х10Н10Т вырезали образцы свариваемых деталей 3 и 4 размером 80×50×6 по 6 шт. каждой. На образцах проводили подготовку свариваемых кромок для чего кромки выполняли наждачным кругом, с углом 30°.
Образцы из сталей 50 и 12Х10Н10Т перед сваркой прихватывали между собой.
Сварку разнородных металлов осуществляли сварочным инвертором «Ресанта» на режимах: ток - 120 А, полярность - обратная.
Электроды для сварки разнородных сталей: для стали 50 был выбран электрод марки Св-08, с обмазкой 5, а для стали 12X10 Н10Т - электрод марки ЦЛ11 с обмазкой 6. С обоих электродов рашпилем снималась обмазка на ¼ диаметра - до металлического стержня. Затем по образующей поверхности электроды соединяли и скрепляли медными скобами 7 диаметром равным 1,5-3 мм.
В этом примере электроды над кромками разнородных сталей располагали, как показано на фиг. 4 электрод марки Св-08 над кромкой стали 50, а стали 12Х10Н10Т - электрод марки ЦЛ11, после чего осуществляли сварку образцов на выше указанных режимах.
После остывания образцов вырезали темплеты и готовились шлифы с целью выявления образования в сварном шве дефектов (трещин, непроваров и пр.).
Микроструктура по оси сварного шва представлена на фиг. 4. При сварки разнородных сталей с организацией в сварном шве химических концентрационного градиентов в зоне термического влияния трещин обнаружено не было.
Таким образом, при формировании сварного соединения из разнородных сталей по примеру 1 предлагаемого способа, трещин в нем обнаружено не было (см. фиг. 4.)
Пример 2. Таким же образом подготовили и вторую партию образцов и электродов для дуговой сварки разнородных сталей. Отличие от предыдущего примера 1, состояло в том, что электрод марки ЦЛ11 был установлен уже над кромкой, стали 50, а электрод марки Св-08 - над кромкой стали 12Х10Н10Т.
После остывания сварного шва из него также вырезались темплеты и готовились шлифы на предмет определения микродефектов. На микрошлифах были обнаружены: трещина по оси шва (вдоль границы свариваемых разнородных сталей), микротрещины у кромок, непровар корня шва. Технический результат изобретения достигается, прежде всего, за счет формирования в сварочном шве заранее заданного, ХКГ углерода и (или) основных легирующих элементов (в нашем случае - это хром и никель) с плавным профилем концентрации химического элемента, который позволяет нивелировать неизбежный резкий скачек химического состава и связанных с ним основных физико-механических свойств, на границе свариваемых разнородных сталей, например, феррито-перлитной стали 50 и аустенитной стали 12Х10Н10Т. Также, достижению технического результата способствует и правильное расположение в пространстве сторон предлагаемого сдвоенного электрода, по отношению к свариваемым сталям (кромкам сварного шва).
Так, в обоих примерах, сварной шов образуется между разнородными сталями, отличающимися друг от друга как по содержанию углерода, так и по содержанию основных легирующих элементов (см. Табл. 1).
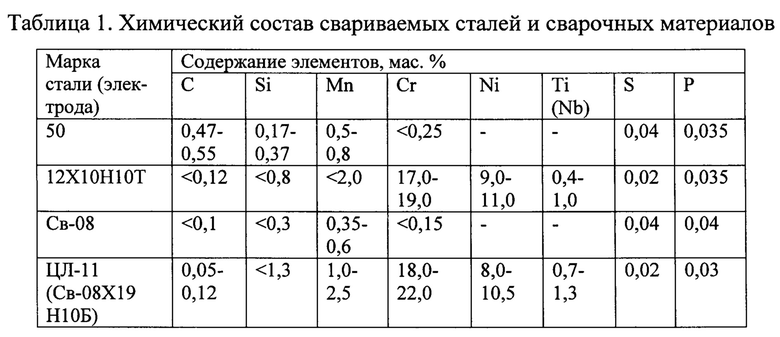
Как следует из приведенной таблицы, если свариванию подвергать выбранные для иллюстрации изобретения стали марок 50 и 12Х10Н10Т, то ХКГ - скачек концентрации, например, углерода при переходе от одной стали к другой составит:
ХКГС(50/12Х10Н10Т)=(0,47÷0,55)-0,12=0,35-0,43.
Аналогично можно рассчитать этот параметр и для основных легирующих элементов хрома и никеля:
ХКГCr(50/12Х10Н10Т)=0,25-(17÷19)=-(16,75÷18,75),
ХКГNi(50/12Х10Н10Т)=0-(9÷11)=-(9÷11).
Эти протяженные скачки (особенно для Cr и Ni) концентраций химических элементов и формируют будущий градиент структуры и свойств сварного соединения, являясь основной причиной формирующихся в нем остаточных напряжений, вызывающих структурные макродефекты.
Если же сварку этих сталей проводить с использованием составного электрода по предлагаемому изобретению, из сталей Св-08 и Св-08Х19Н10Б (электрод марки ЦЛ-11), то протяженный скачек концентрации, например хрома, равный - (16,75-18,75), распадается уже на две более короткие площадки: ХКГ между сталями 50 и новой сталью, полученной при совместном плавлении Св-08 и Св-08Х19Н10Б в сварочной ванне, и ХКГ между новой сталью и 12Х10Н10Т, каждый из которых составит, соответственно:
ХКГCr(50/Св-08+Св-08Х19Н10Б)=0,25-(9,075÷11,075)=-(8,825÷10,825),
ХКГCr(Св-08+Св-08Х19Н10Б/12Х10Н10Т)=(9,075÷11,075)-(17,0÷19,0)=-7,925,
Видно, что расчетные ХКГCr на границах свариваемых разнородных сталей (50 и 12Х10Н10Т) и новой стали, полученной при совместном плавлении частей составного электрода, оказываются почти в 2 раза ниже, чем для исходного образца.
Таким образом, по результатам проведенных экспериментов, установлено, что из-за отсутствия в процессе сварки разнородных сталей в сварном шве заданного ХКГ углерода и основных легирующих элементов (хром, никель), с большой долей вероятности, возникают различные макродефекты. Путем создания, в сварном шве заданного, плавного ХКГ (углерода и(или) основных легирующих элементов) при дуговой сварке разнородных металлов, в сварном шве и зоне сплавления не образуются трещины и другие дефекты, а новая сталь, имеющая усредненное содержание химических элементов по отношению к свариваемым, образуется непосредственно в процессе сварки - путем плавления и перемешивания в сварочной ванне материалов, близких к ним по составу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной электрод для дуговой сварки деталей из разнородных сталей | 2023 |
|
RU2814639C1 |
| Электрод для дуговой сварки деталей из разнородных сталей | 2023 |
|
RU2811539C1 |
| Способ дуговой сварки деталей из углеродистой стали с деталями из высоколегированной аустенитной стали | 1986 |
|
SU1389963A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595083C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ДУПЛЕКСНЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2428290C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| БЕЗНИКЕЛЕВЫЙ ЭЛЕКТРОД ДЛЯ ХОЛОДНОЙ ДУГОВОЙ СВАРКИ СЕРОГО И ВЫСОКОПРОЧНОГО ЧУГУНА И ЧУГУНА СО СТАЛЬЮ | 1998 |
|
RU2151677C1 |
| Способ автоматической дуговой сварки разнородных металлов | 1979 |
|
SU863234A1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595305C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА СО СТАЛЬЮ | 2006 |
|
RU2308360C1 |
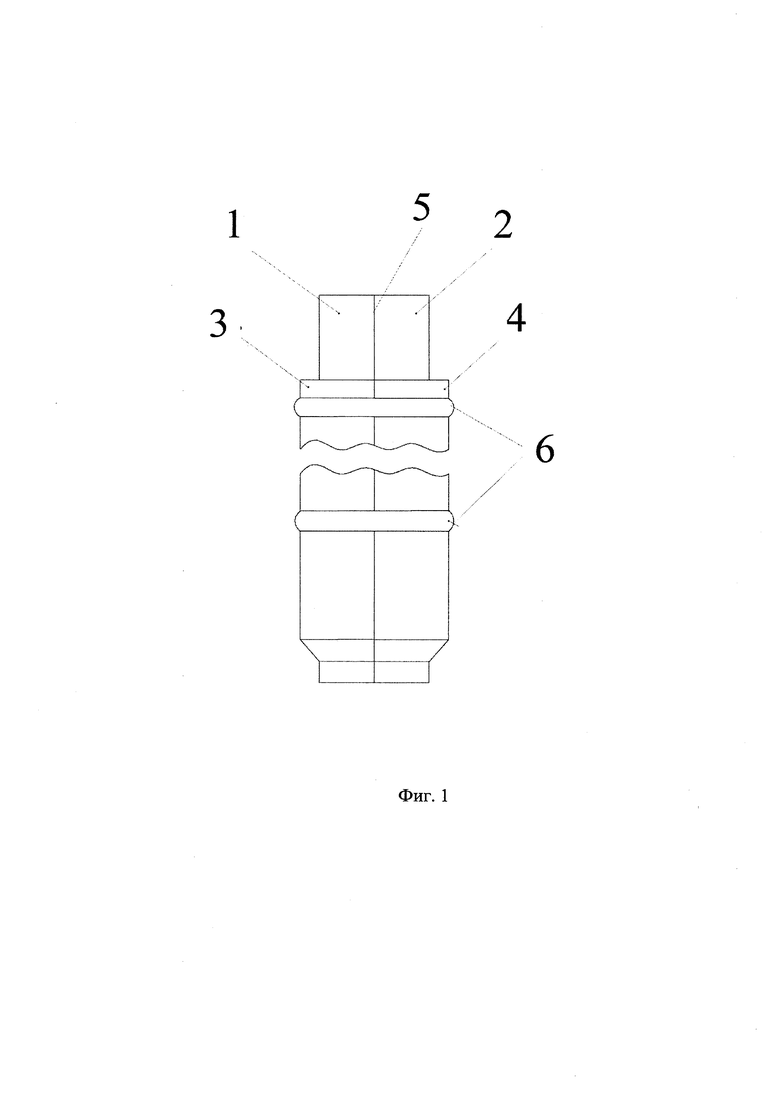



Электрод может быть использован для ручной дуговой сварки деталей из разнородных сталей, например, при изготовлении резервуаров, емкостей и трубопроводов для хранения и перемещения агрессивных жидкостей. Электрод содержит стальной стержень с обмазкой, состав которого обеспечивает сварку стали, из которой выполнена первая из деталей, и стальной стержень с обмазкой, состав которого обеспечивает сварку стали, из которой выполнена вторая деталь. Каждый из стержней электрода по всей длине освобожден от обмазки на четверти ее поверхности, при этом они установлены параллельно друг другу с касанием смежных поверхностей, свободных от обмазки, и скреплены медными скобами. Электрод ориентируют с размещением каждого стержня со стороны соответствующей детали, для сварки которой он предназначен, и обеспечивают совместное плавление стержней с получением сварного шва с усредненным химическим составом по сравнению с составом свариваемых деталей. 2 н.п. ф-лы, 6 ил., 1 табл., 2 пр.
1. Электрод для дуговой сварки деталей из разнородных сталей, содержащий стальной стержень с обмазкой, состав которого обеспечивает сварку стали, из которой выполнена одна из деталей, отличающийся тем, что он снабжен дополнительным стальным стержнем с обмазкой, состав которого обеспечивает сварку стали, из которой выполнена другая деталь, при этом каждый из упомянутых стержней электрода по всей длине освобожден от обмазки на четверти ее поверхности, причем стержни с обмазкой установлены параллельно друг другу с касанием смежных поверхностей, свободных от обмазки, и скреплены медными скобами.
2. Способ дуговой сварки деталей из разнородных сталей, включающий подготовку свариваемых кромок и последующее формирование сварного шва, отличающийся тем, что для формирования шва используют электрод, состоящий из двух стальных стержней с обмазкой, скрепленных между собой медными скобами, каждый из которых имеет состав, обеспечивающий сварку стали одной из свариваемых деталей, причем стержни с обмазкой установлены параллельно друг другу с касанием смежных поверхностей, свободных от обмазки по всей длине на четверти ее поверхности, при этом электрод ориентируют с размещением каждого стержня со стороны соответствующей детали, для сварки которой он предназначен, и обеспечивают совместное плавление стержней с получением сварного шва с усредненным химическим составом по сравнению с составом свариваемых деталей.
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2008 |
|
RU2480316C2 |
| Способ дуговой сварки деталей из углеродистой стали с деталями из высоколегированной аустенитной стали | 1986 |
|
SU1389963A1 |
| RU 2011122978 A, 20.12.2012 | |||
| WO 2016126901 A1, 11.08.2016. | |||

