Существующие механиамы дли подачи электродной проволоки при дуговой сварке можно подразделить на две основных группы. В м еханизмах первой группы проволока захватывается ведущими роликами, соединенными с приводным двигателем передаточным устройством. При этом прямая и -обратная подача проволоки осуществляется либо реверсированием приводного двйгагеля, либо специальным реверррующим механизмом дискового или рычажного типа. , В механизмах другого типа имеются одновременно движущиеся подающие части для прямого и обратного хода проволоки, при чем, по мере надобности, проволока действием вспомог-ательногб электромагнита сцепляется то с одной, то с другой ведущей частью. Все упомянутые механизмы имеют существенные недостатки тормозящие развитие автоматической и полуавтоматической дуговой электросварки с механической подачей проволочного электрода. Например, в механизмах с вращающимися ведущими роликами вращение последних весьма медленно, и требует поэтому, сложных пёрёдаточныхч устройств для привода от быстроходных электродвигателей. Pepgpсивная водача проволоки вращающимися ведущими роликами недостаточно радежна и быстра. Кроме тогр, механиэглц первой группы с реверсированием приводного двигателя в настоящее время почти совершенно перестаютприменяться, вследствие неизбежной значительной Н инерции подобных устройств при реверсировании хода проволоки. Механизмы второй группы и частично первой для надежного действия требуют значительных усилий для электро1магнИ тов, производящих сцепление их с при водным элек- родвигателем или сцепление проволоки с подающим устройством. Поэтому при автоматической сварке требуется промежуточные реле и посторонние источники toKa для питания электромагнитов, что .усложняет схему и дей ствие автоматических установок. 6 предлагаемом, согласно изобретению, механизме, непрерывная подача проволоки вращак)щимися ведущими роликами заменена прерывистой подачей посредством качающегося устройства, бла годаря чему отпадает необходимость в сложной передаче между приводным двигателем и частями, ведущими проволоку. Подача проволоки за одно качание устройства может быть сделала незначительной, число качаний в минуту доста тЬчно большим и вал егоможет бить связан с валом приводного двигателя или непосредственно или череэ простую по конструкций передачу с небольшим передаточным числом. Захватыва не прО волоки при подаче производится отдельно при каждом качании устройства, а реверсирование или остановка подачи проволоки могзгг быть произведены посредством переключателей на протяжеЕСии одного качания; благодаря этому
механизм получается весьма быстродействующий и отличается малой инерцией, Захватывание проволоки производите приводным двигателем весьма сильно и надежно, что совершенно устраняет возможнрсть аедания или скольжения ее. Рёвёрсиройание пОдачи проволоки требует лишь переключения захватывающего приспособления, на что достаточно | самого нeзнaчитe Jьнoгc механического усилия; в случае применения механизма
для целей автоматической электросварки переключающий электромагнит , может быть присоединен непосредственно к сва-. рочной 1(епи без ,какихглибо вспомогательных реле и без постороннего источника тока для его питайия,
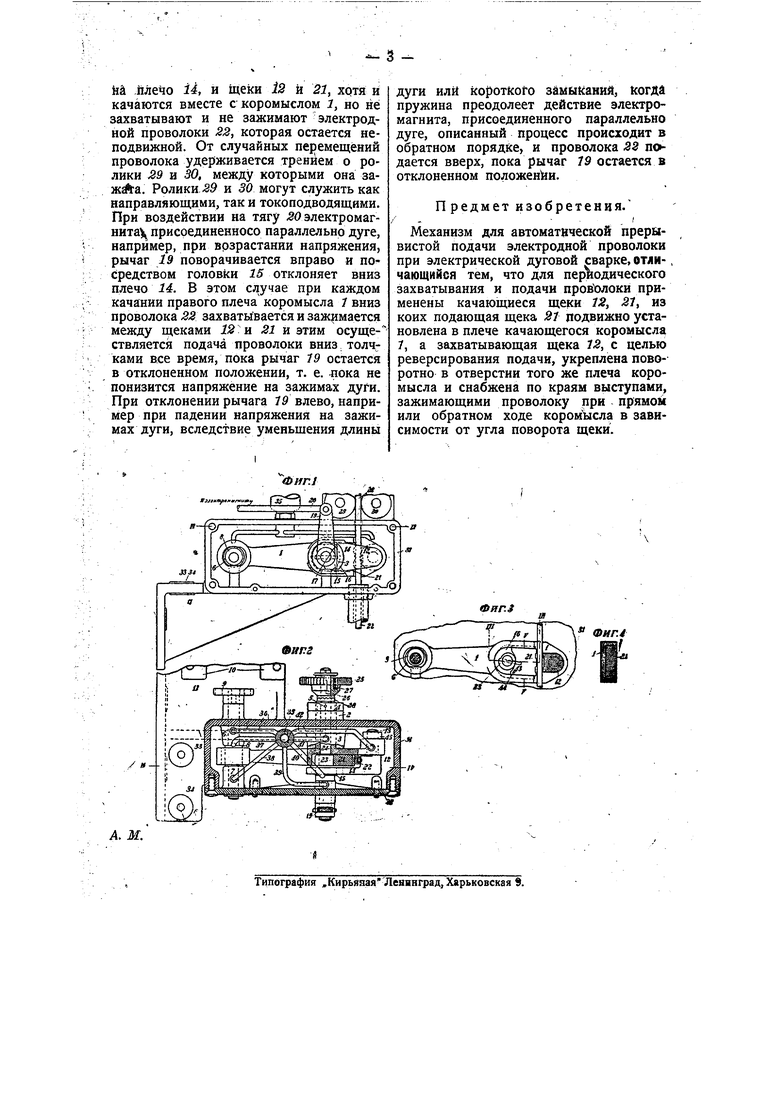
На чертеже фиг. 1 изображает общий вид 1 еханйзма сбоку со снятой крышкой корпуса; фиг 2 -общий вид его сверху с разрезом по линии 11 - 11 т фиг. i и частичньш разрезом по ли11ии III 111 на фиг. 3; фиг. 3 - коромысло механизма в разрезе по линии ГУ- JP на фиг. 2; фиг. 4-поперечный разрез коромцсЛа по линии V-V на фиг. 3. Полая Ось ;8 коромысла 7 (фиг. 2) установлена в подшипнике 3 и снабжена на конце круглой гайкой со стопорным Винтотл 5, .которая удерживает коромыело OTix перемещения в- осевом нап лении, допуская однако возможность свободных его качаний; На левом конце коромысло
имеет продрлговатое отверстие, в котором установлен эксцентрик 8, укрёплейный на оси, вращающейся в подшипниках 6 и 7. Экецентрик 8, приводится во врац1,ение от приводного двигателя, присоёдиняе мого полумуфтой 9 и устанавливаемого на плоц1,адке 10 консоли 11. В правом плече коромысла в отверстии установлена и закреплена устаноB04HbiM КОЛЬЦОМ 45 ось 75 захватывающе11 проволоку щеки . щека 12, качаясь вмес-те с коромыслом, может свободно поворачиваться вокруг этой оси. Со щекой 12 составляет одно целое
плечо 14, рбращенное в сторону оси коромысла 1 и оканчивающееся отверстием 7, в котором установлена поворотная головка 15 с двумя выступами 17 и 18. Выступы 77 и 78 располджены так, что при повороте головки 15 -в ту или другую стороцу отклоняется соответственно и плечо И вследствие давления выступа 27 или 38 на внутреннюю поверхность отверстия 16 в конце плеча 74. Головка
15 жестко связана с рычагом Н и повйрачивается в зависимости от nctBopOTa этого рд.чага, при воздействии на него через тягу 20 соответствующего приспособления (фиг. 1), например, в случае применения механизма для авг оматичес1кой дуговой сварки, электромагнита, обмотка которого присоединена параллельно дуге. ,В: правом плече коромысла 7 подвижно установлена подающая .57 (фиг. 3 и 4). Щека 27 может быть передвинута в .зависимости от толщины электродной проволоки 5 при помощи улитки .5, Имеющей спиралеобразный профиль, обеспечивающий самоторможение. Ось 24 улитки 23 проходит через полую : ось-8 коромысла i (фиг. 2). На конце оси 4 укреплена головка 55, которая может перемещаться в осевом направдении на шпонке -26. Помимо того, улитка, 23 может служить также для регулирования величины подачиэлектродной проЁрлбки 23. При поворачивании улитки З еняется момент захвата проволоки 22 Опекой 12 и, таким образом, меняется длина йути, проходимого проволокой . качание механизма. Для отодвигания назад, щёки 21, при заряде автомата новой проволокой, предназначен штифт 43, закрепленный в улитке 23 и упирающийся при поворачивании на дру1гой штифт 44, вставленный в щеку; при обратном движении улитки 55 штифт 43 захватывает штифт 44 и отводит щеку 2: назад. Пружина 27 прижимает головку 25 к торцу 8 оси .Зкоромысла 1. Косые зубья на Торце 28 оси ,8 и на головке 25 препятствуют самопроизвольному повороту головки S5 и связанной с ней улитки 23. Механизм помещён в коробку 51 с крышкой 32 к Укрепляется на месте установки посред ством консоли jfi. Электромагнит для автоматического управления механизмом быть укреплен на плопхадках 33 и 34. В предлагаемом примере осуществления механизма предусмотрена, и центральная смазка механизма, обеспечивающа.я/надежную работу. Над-коробкой 31 установлена йапиллярная. масленка 35, от которой внутри коробки идут трубки 36-42 к местам смазки.
При вращении эксцентрика 8 коромысло, i качается вокруг оси 2 вместе со щеками 12 и /. При среднем положении головки 15, как это изображено на фиг. 1, выступы 77 и 78 не нажимают